

2.3.3. Выбор размеров опок
Основными размерами опок (ГОСТ 2133-75) являются длина и ширина в свету и высота. Выбор габаритов опок осуществляется оптимальным размещением отливок и литниково-питающей системы с целью: максимального использования площади опоки. Минимально возможные расстояния между элементами литейной формы, определяющие допустимую толщину слоя [3], приведены в табл. 2.6. Делается это следующим образом: вырезаются по контуру модели отливок и элементов литниковой системы в одном масштабе и определяется их оптимальное расположение раскладыванием на листе бумаги, соблюдая рекомендуемые расстояния между ними. Границы описывающего их прямоугольника будут определять размеры опоки в свету. Чтобы обеспечить необходимые минимальные расстояния между стенками опоки и полостью формы габариты опок выбираются по ГОСТ 2133-75 (табл. 2,7, 2.8).
Oпоки, предназначенные для изготовления песчаных форм машинной и ручной формовкой, должны выбираться следующих типов:
1 – цельнолитые из стали, чугуна и легких цветных сплавов;
2 – сварные из стандартного и специального профильного проката, а также из литых стальных элементов;
3 – сборные из стальных и чугунных элементов.
Опоки типов 1 и 2 – предпочтительного применения.
По контуру в свету (конфигурации) опоки каждого типа разделяются на виды:
– прямоугольные или квадратные;
– круглые;
– фасонные.
Таблица 2.6
Зависимость толщины слоя формовочной смеси на различных участках формы от массы отливок
|
Масса отливки, кг |
Минимально допустимая толщина слоя, мм | ||||
|
от верха модели до верха опоки |
от низа модели до низа опоки |
от модели до стенки опоки |
между моделями |
между моделью и шлакоуловителем | |
|
До 5 |
40 |
50 |
20 |
30 |
30 |
|
5 – 10 |
50 |
60 |
30 |
40 |
30 |
|
11 – 25 |
60 |
70 |
40 |
50 |
30 |
|
26 – 50 |
70 |
90 |
50 |
60 |
40 |
|
51 – 100 |
90 |
100 |
60 |
70 |
50 |
|
101 – 250 |
100 |
120 |
70 |
100 |
60 |
|
251 – 500 |
120 |
150 |
80 |
– |
70 |
|
501 – 1 000 |
150 |
200 |
90 |
– |
120 |
|
1 001 – 2 000 |
200 |
250 |
100 |
– |
150 |
|
2 001 – 3 000 |
250 |
300 |
125 |
– |
200 |
|
3 001 – 4 000 |
275 |
350 |
150 |
– |
225 |
|
4 001 – 5 000 |
300 |
370 |
175 |
– |
250 |
|
5 001 – 10 000 |
350 |
400 |
200 |
– |
250 |
|
Более 10 000 |
400 |
450 |
250 |
– |
250 |
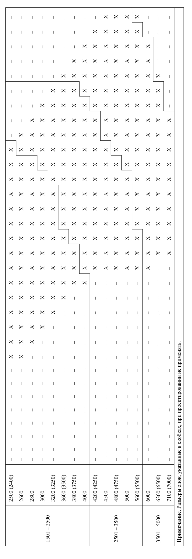
Таблица 2.7
Высота опок (ГОСТ 2133-75)
|
Длина или диаметр опоки в свету, мм |
Высота опоки, мм | ||||||||||||||||||
|
50 |
75 |
100 |
120 |
150 |
175 |
200 |
250 |
300 |
360 |
400 |
450 |
500 |
560 |
600 |
710 |
800 |
900 |
1000 | |
|
300 360 400 450 500 560 600 630 710 750 800 900 1000 1100 1200 1400 1500 1600 1800 2000 2200 2500 2600 2800 3000 3200 3600 3800 4000 4200 4500 4800 |
Х Х Х – – – – – – – – – – – – – – – – – – – – – – – – – – – – – |
Х Х Х Х Х Х Х – – – – – – – – – – – – – – – – – – – – – – – – – |
Х Х Х Х Х Х Х Х Х Х Х – – – – – – – – – – – – – – – – – – – – – |
Х Х Х Х Х Х Х Х Х Х Х Х Х – – – – – – – – – – – – – – – – – – – |
Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х – – – – – – – – – – – – |
– Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х – – – – – – – – – – – |
– – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х – – – – – – – |
– – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х – – – |
– – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – – – – – – – – – Х Х Х Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – – – – – – – – – – – – Х Х Х Х Х Х Х Х |
– – – – – – – – – – – – – – – – – – – – – – – – Х Х Х Х Х Х Х Х |
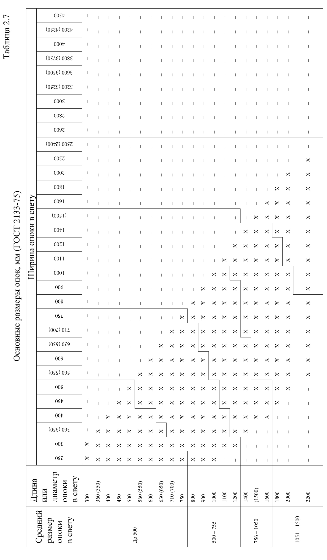
Таблица 2.8
Конструкции и рабочие размеры опок должны соответствовать стандартам:
1. ГОСТ 14973-69 Опоки литейные цельнолитые стальные прямоугольные с упрощенным профилем стенок размерами в свету: длиной от 400 до 500 мм, шириной от 300 до 400 мм, высотой от 75 до 200 мм.