

5.4. Стержневые ящики
Стержневые ящики по конструктивным особенностям подразделяются на цельные, разъемные и вытряхные.
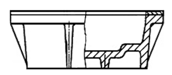
Цельные стержневые ящики (рис. 5.2) применяются для изготовления стержней несложной конструкции и с большими уклонами на боковых поверхностях, направленными в сторону набивки смеси. В большинстве случаев такие стержни со стороны набивки имеют плоскую поверхность.
|
|
Рис 5.2. Цельный стержневой ящик |
Разъемные ящики (рис. 5.3, 5.4) получили наибольшее распространение и применяются для изготовления стержней разнообразной конфигурации. В зависимости от конструкции и материала, из которого изготовлен ящик, его части перед набивкой скрепляются между собой скобами, струбцинами, болтами с гайками или эксцентриковыми зажимами. Изготовление сложных стержней в разъемных ящиках может осуществляться с применением отъемных частей. Разъем может быть вертикальным или горизонтальным.
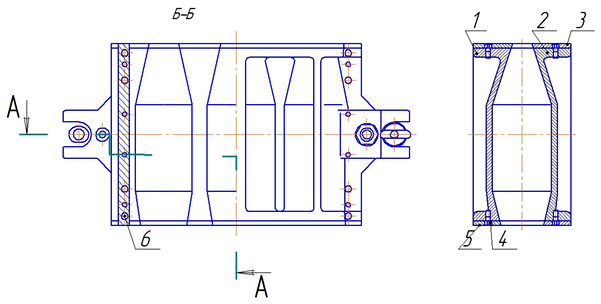
Рис. 5.3. Стержневой ящик с вертикальным разъемом:
1 – левая половина ящика; 2 – правая половина ящика; 3 – броня №1;
4 – винт; 5 – броня № 2; 6 – штифт цилиндрический; 7 – планка-замок;
8 – заклепка; 9 – узел фиксирования; 10 – узел крепления
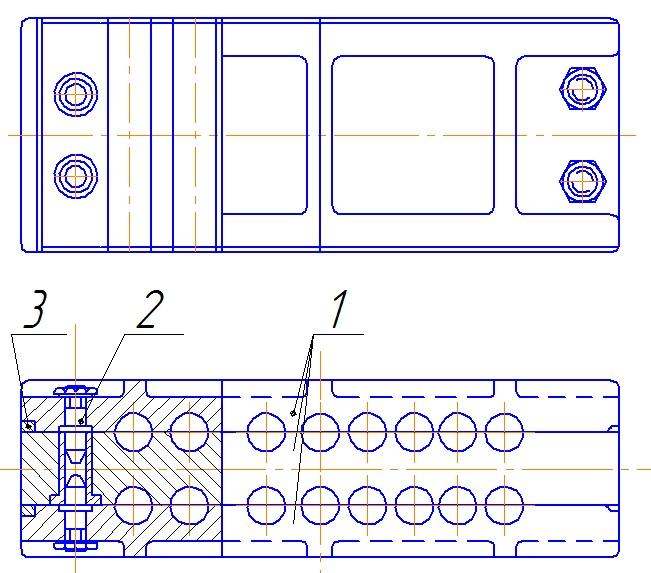
Рис. 5.4. Многоместный стержневой ящик, состоящий из трех частей:
1 – левая, средняя и правая половины ящика;
2 – узел фиксирования; 3 – планка-замок
Вытряхные ящики (рис. 5.5) используются для изготовления стержней сложной конфигурации. Вытряхной ящик состоит из ящика 1 и из коробки 2, в которую вставляют четыре вкладыша 4, 5, 6, 7, плотно прилегающие к ее боковым стенкам. При развороте стержневого ящика на 180° вкладыши, имея большие уклоны, легко вытряхиваются вместе со стержнем и затем снимаются с него. В ящиках такой конструкции можно получать стержни с обратными уклонами, выступами и впадинами на стенках. Для удобства разворота (кантовки) к ящику с одной из сторон крепятся сегменты 3.
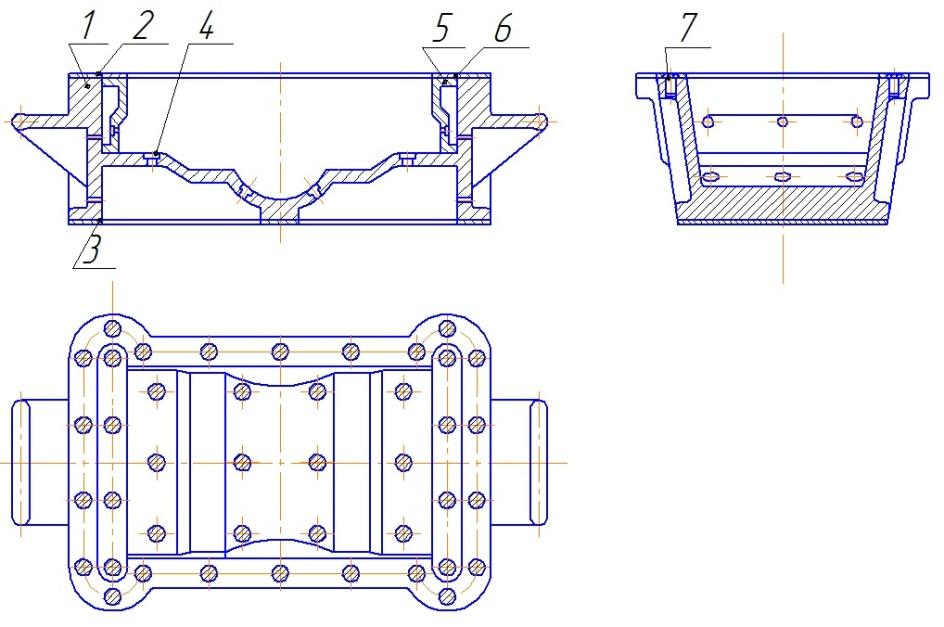
Рис. 5.5. Вытряхной стержневой ящик с вкладышами и прорезными вентами:
1 – стержневой ящик; 2 – броня №1; 3 – броня № 2; 4 – лента прорезная;
5 – вкладыш; 6 – броня № 3; 7 – винт
Для изготовления оболочковых стержней (по горячей оснастке) применяются металлические стержневые ящики. В массовом производстве для изготовления сложных стержневых ящиков применяются чугун и сталь.
При конструировании и изготовлении стержневых ящиков к ним предъявляют те же требования, что и при изготовлении модельной оснастки для оболочковых полуформ. Стержневые ящики изготовляют с точностью по 3–4-му классам и по чистоте поверхности по 7–10-му классам (ГОСТ 2789-83. Уклон вертикальных стенок в сторону разъема должен составлять для мелких и средних стержней от 30' до 1°. При назначении размеров рабочей поверхности стержневого ящика следует учитывать температурное расширение его, а также уменьшение линейных размеров готового стержня при его остывании до нормальных температур после извлечения из горячего ящика.
5.4.1. Стержневые ящики для пескодувных машин
Стержневые ящики могут быть открытыми и закрытыми с вертикальным, горизонтальным или сложным разъемом. Поверхность разъема стержневого ящика устанавливается в зависимости от типа машины, сложности стержня, условий уплотнения, транспортирования и сушки. Целесообразно применять ящики вытряхные с минимальным количеством отъемных частей. Разъемные ящики лучше применять с горизонтальным разъемом.
Число гнезд в стержневом ящике устанавливается в зависимости от разме-ров стержня, типа машины и количества изготавливаемых стержней. При этом учитывается характер уплотнения и сушки стержня, конструкции драйера. Необходимо стремиться к тому, чтобы в резервуаре машины после каждого выдува оставалось минимальное количество смеси. Конфигурация стержня должна быть такой, чтобы его периметр был бы меньше внутренних размеров резервуара пескодувной машины. Высота стержня не должна превышать 100–150 мм для смесей с сырой прочностью менее 0,01 МПа, толщина стержня должна быть не менее 8–10 мм.
При проектировании стержневого ящика необходимо предусмотреть:
– вентиляцию стержневого ящика;
– как минимум два узла фиксирования половинок ящика;
– броню;
– элементы для укладки каркасов;
– вдувные втулки;
– бронирующие вставки;
– элементы скрепления половинок ящика;
– замки для предотвращения выхода смеси и воздуха по плоскости разъема.
Во избежание коробления предпочтение надо отдать коробчатой конструк-ции половинок ящика с ребрами жесткости, бортами по плоскости разъема, приливами для элементов фиксирования и скрепления половинок ящика.