

6.4.2. Модельная оснастка
При изготовлении отливок на автоматических литейных линиях предъяв-ляются повышенные требования к точности размеров и чистоте обработки модельной оснастки. В качестве материала модельных плит используют сталь или чугун. Металлические модели, монтируемые на плиты, изготавливают из литых заготовок по промоделям. При этом материалом моделей может быть чугун, сталь и бронза. Если для уплотнения форм встряхиванием с последующей допрессовкой весьма широко находят применение алюминиевые модели, то при прессовании под высоким давлением их износостойкость оказывается недостаточной, что вызывает необходимость изготовления чугунных или стальных моделей.
Модельная плита низа получения отливок на линии ИЛ225 Павлодарского тракторного завода со стулом представлена на рис. 6.6. Плита толщиной 50 мм может быть литой, либо изготавливаться из стального проката.
Модельная плита верха толщиной 80 мм того же завода с пружинным стояком представлена на рис. 6.7.
Конструкция стояка показана на рис. 6.8. Пружина для вталкивания стояка после снятия нагрузки на смесь прессовой колодкой размещается в стуле, к которому непосредственно крепится плита с моделями. Литейная воронка крепится к прессовой колодке, а стояк имеет обратный конус для извлечения из смеси. Перемычка смеси, образующаяся между торцом стыка и моделью воронки, выталкивается из полуформы при возвращении стояка в исходное положение при вытяжке модели.

Рис. 6.6. Модельная плита низа со стулом
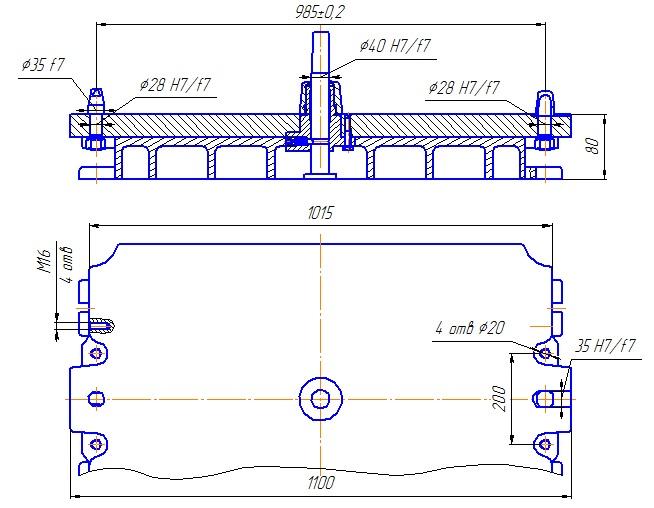
Рис. 6.7. Модельная плита верха со стояком
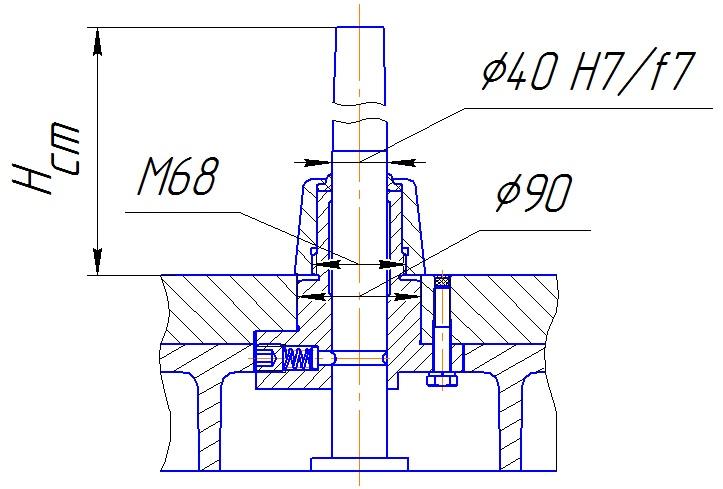
Рис. 6.8. Модель стояка на линии ИЛ225
Для комплекта модельной оснастки полуформы низа завода Россельмаш применяются опоки размерами в свету 600×600×250. При изготовлении земля-ных болванов при вытяжке модели для устранения их обрыва применяют спе-циальные выталкиватели 1 (рис. 6.9), перемещающиеся синхронно с протяж-ной плитой 2 посредством планки 5, размещённой в стуле 4. Размер «А» должен соответствовать ходу протяжной плиты, связанному в свою очередь с высотой опоки.
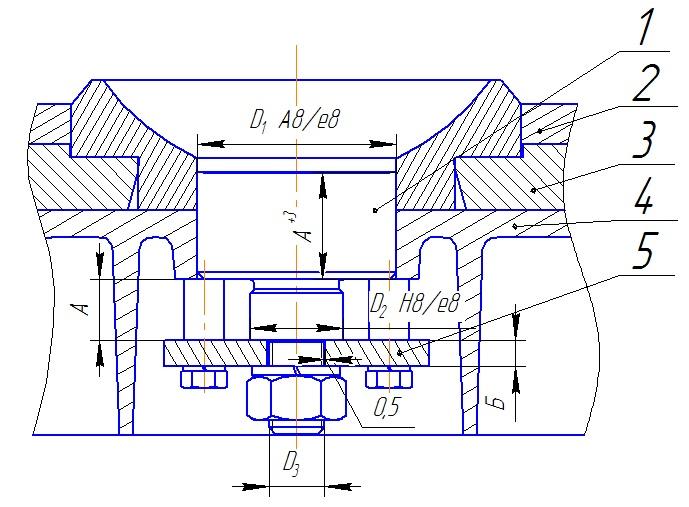
Рис. 6.9. Выталкиватель болвана:
1 – толкатель; 2 – протяжная плита; 3 – модельная плита;
4 – стульная плита; 5 – плита толкателей
На линии ИЛ225 могут быть использованы опоки различной высоты. От высоты опоки [11] зависит высота наполнительной рамки. Соблюдая это условие при переналадке формовочного автомата, необходимо менять высоту наполнительной рамки, высоту модельного комплекта и высоту прессовой колодки. Автомат рассчитан на высоту опоки 150, 200 и 250 мм. Высоты технологической оснастки, соответствующие высоте опоки, даны на рис. 6.10. Для изменения высоты наполнительной рамки к ней снизу привёртываются дополнительные рамки – надставки высотой 15 и 30 мм.

Рис. 6.10. Схема наладки формовочного автомата линии ИЛ225
на опоку разной высоты
Для изменения высоты прессовой колодки между ней и подвижной плитой пресса устанавливаются специальные прокладки.
На рис. 6.11 представлен комплект опок на линии КВ301 с размерами в свету 1100×750 мм. Поскольку давление многоплунжерной головки составляет 1,5 МПа, то для увеличения жёсткости стенки опоки выполнены пустотелыми и имеют значительные габаритные размеры.
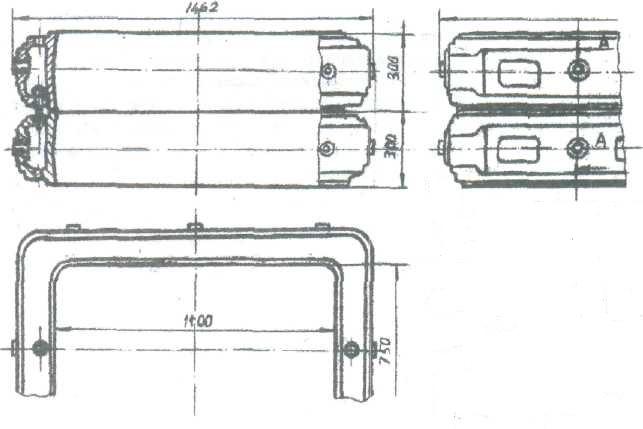
Рис. 6.11. Комплект опок линии КВ 301
Изготовление формы осуществляется на модельной оснастке (рис. 6.12), имеющей некоторые особенности. Плита толщиной 40 мм с моделями вкладывается в углубление стула. Причём модельная плита может быть изготовлена в двух вариантах – цельной 1100×750, либо составленной из двух половинок 550×750 мм. Опока устанавливается на рамку, обрамляющую модельную плиту. Для уменьшения прилипания формовочной смеси к моделям в стуле смонтированы электронагреватели для нагрева плиты.
По длинной стороне модельной плиты на стуле имеются четыре прилива, предназначенные для установки её на формовочный автомат и последующей замены на другой комплект.

Рис. 6.12. Модельный комплект (плита верха) линии КВ301
(правая часть плиты условно снята)
В автоматических линиях горизонтально-стопочной формовки роль опоки выполняет прессовая камера. Толщина пакета формы может быть изменена путём регулировки исходного положения подвижной прессовой плиты. Две модельные плиты формуют полости в брикетах, соответствующие отпечаткам отливок и литниковой системы.
Основным отличием модельной оснастки для линий горизонтально-стопочной формовки является расположение стояка и остальных элементов литниковой системы в плоскости разъёма формы. Стержни в форму проставляются специальным стержнеукладчиком с вакуумными присосками. Крепятся стержни в форме либо на знаковом опорном грибке, либо подвешиваются в половинку пакета за специальный выступ на стержне.
Рекомендуемая толщина плит равна 20 мм. Модельные плиты обычно изготавливаются из чугуна, прошедшего термическую обработку для снятия внутренних напряжений. Можно применять также стальные и алюминиевые плиты. Чтобы облегчить массу плиты, но сохранить их прочность и жёсткость, применяют алюминиевые плит со стальной наружной рамкой. На модельной плите имеются две центрирующие втулки и четыре отверстия для крепления к прессовой плите и плите противодавления.