

Процессы листовой штамповки
Процессы холодной листовой штамповки условно подразделяются на две категории [4, стр.15]:
Разделительные операции
Формоизменяющие операции
В свою очередь, разделительные операции делятся на операции:
Отрезку
Вырезку
Вырубку и пробивку
Чистовую вырубку и пробивку
Надрезку
Обрезку
Формоизменяющие операции представляют собой:
Гибку
Вытяжку
Обтяжку
Отбортовку
Раздачу
Формовку
Другие штампосборочные операции
Устройства автоматизации
Автоматизация и механизация листовой штамповки заключаются в обеспечении автоматической или механизированной подачи материала или заготовок (полуфабрикатов) в штамп, съема и удаления деталей (заготовок, полуфабрикатов) из штампа, передачи (транспортировки) с перехода на переход или с операции на операцию и выполнения других вспомогательных работ, например, смазки материала, перевертывания заготовок (полуфабрикатов), укладки. Разница между автоматизацией и механизацией заключается в том, что при автоматизации все операции выполняются без участия человека, на которого возлагаются лишь функции наблюдения и устранения случайных неполадок, а при механизации часть операций производится вручную.
Подача заготовок
Универсальная установка (рисунок 4) для автоматизации штамповки ленты на прессе состоит из рулонницы для сматывания подаваемой ленты, устройства 3 для очистки и смазки ленты, правильных валков 4 для правки ленты, механизма подачи ленты 5 в штамп и рулонницы 2 для намотки проштампованной ленты. Кроме того, предусматривается ножевой штамп 6 для разрезки проштампованной ленты в тех случаях, когда она не наматывается на рулонницу.
Существуют установки для автоматизации штамповки ленты на прессе в шахматном порядке[2, стр.152]. Эти установки являются универсальными и предназначены для кривошипных прессов. В них предусмотрена регулировка шага подачи и бокового смещения ленты (зигзага), что позволяет настраивать установку для штамповки ленты на прессе с требуемым числом рядов или в один ряд.
Полоса является лишь частично непрерывным материалом, а потому автоматизация подачи полосового материала в штамп гораздо сложнее, чем ленточного, и обходится в несколько раз дороже. Существуют различные типы полосоукладчиков, отличающиеся по конструкции, размерам, производительности и диапазону переналадки. Большинство полосоукладчиков предназначено для подачи в штамп полос толщиной 0,5...4 мм, шириной 50...320 мм и длиной до 2500 мм.

Рисунок 4 – Универсальная установка для автоматической штамповки ленты
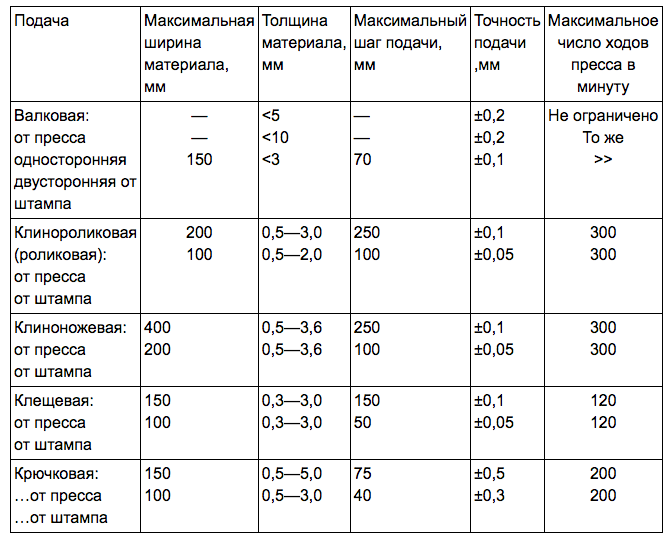
Таблица 1 – Техническая характеристика устройств для подачи ленты
Для подачи заготовок в штамп используются различные механизмы. Наиболее распространены шиберные, грейферные и револьверные подачи, а также подающие горизонтальные механические руки. Шиберные подачи являются узлом штампа. Грейферные и револьверные подачи могут быть как узлом пресса, так и узлом штампа. Механические подающие руки всегда являются только узлом пресса. Механические подающие руки для полной автоматизации подачи заготовок используются редко, так как малонадежны. Обычно они применяются для посылки заготовки в рабочую зону штампа, предварительно уложенную рабочим в требуемое положение вне штампа.
Это предотвращает возможность травматизма рабочего, повышает производительность труда и пресса по сравнению с ручной подачей заготовок. По такой схеме механические руки действуют достаточно устойчиво. Подачи, являющиеся узлом пресса, универсальны и могут использоваться при установке на пресс различных штампов. В них имеются приспособления для регулировки, позволяющие их переналаживать для подачи различных заготовок.
Таблица 2 – Техническая характеристика устройств для подачи штучных заготовок
