

Министерство образования Республики Беларусь
УО «Витебский Государственный Технологический Университет»
Кафедра МАЛП
Производственный отчет
По производственным процессам СООО «Сан- Марко»

Выполнил:
Студент гр.Мл-75
Лукашевич С.А.
Проверил:
Радкевич А.В.
Витебск 2008
День 1
Знакомство с производством
-
Проведен инструктаж по технике безопасности и охране труда.
-
Проведена ознакомительная экскурсия по предприятию, в которой мы увидели производство обуви, начиная с раскроя и до получения пары.
Знакомство с изготовлением резака
-
Для получения резака сначала необходимо изготовить модель (макет) рис 1. Выполнение модели может производиться из: жести, плотного картона. На модели обязательно должны присутствовать припуски в размере 0.5 см (приближенно).

Рис. 1 (неукрепленная режущая кромка)
-
Из высококачественной стали выполняется полоса. Размеры которой:
2X19 либо 2x32
-
Производится нарезка режущей стали (изготовленных ранее полос) заданной длинны, необходимой на изготовление резака.
-
Далее человек, имеющий необходимые навыки на специальном оборудовании производит гибку изготовленной и отрезанной на определенную длину, ранее полученную стальную полосу.
-
После того, как резак выгнут по эскизу модели его передают мастеру, который с помощью полуавтоматического сварочного аппарата производит скрепление резака и его укрепление. Для этого используется крестовая схема укрепления, показанная на рис. 2.
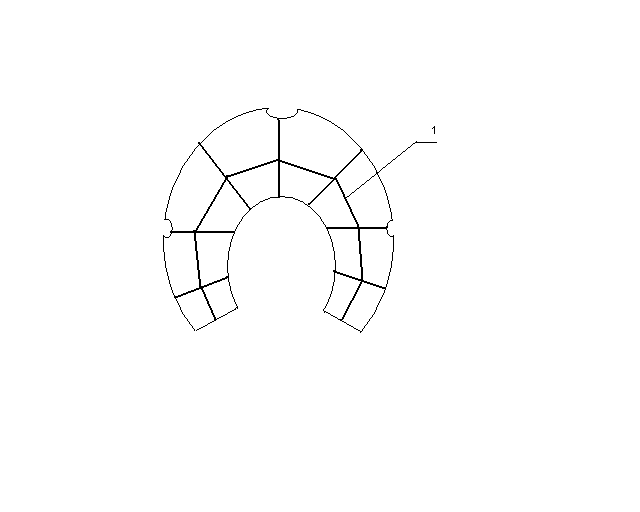
Рис. 2 (Резак готовый)
1: Укрепление резака.
День 2
Процесс получения деталей верха
Для
этого процесса используется вырубочный
пресс, приведенный ниже на рис. 3
Рис. 3 (пресс для вырубки)
На основании станка 2 находится плита (материал – сталь). На стальную плиту укладывается плита (Примерно – полоулиритановая, специально для того, чтобы на портить заточку резака). На полиулиритановую пластину ложиться материал (кожа). После того как кожу уложили, наверх ложиться резак, причем вырубка из кожи ведется с наименьшим остатком кожи (т.е. отходы). Укладка произведена, нажимаем руками на кнопки (Их две, служат для безопасности) и ударник 1 поворачивается к нам, ударяет по резаку, и обратно занимает правую позицию.
Сегодня мы видели как производится получение деталей верха женских сапог. Рабочий показал как изготовляются детали для сапог:
-
Союзка, Рис. 4
-
Берца, Рис 5
-
Задинка, Рис. 6

Рис. 4 (союзка)

Рис. 5 (берца)

Рис. 6 (задинка)
Машина для двоения детали
Машина используется для того, чтобы вырубленную ранее кожаную деталь по толщине везде одинаковой. Проточенную деталь измеряют микрометром. Основные настройки станка производятся с помощью компьютера.
Техническая схема. Рис. 7

Рис. 7
Включаем машину, настраиваем на блоке управления нужную нам толщину детали. Валки 1 начинают вращаться, причем их вращение затягивает деталь 3, которую рабочий равномерно двигал в сторону валков по столу 2. Как только деталь коснулась валков она получила приличную скорость и встречается с острозаточеным, как лезвие ленточным ножом, Где деталь двоится, или проще говоря, стачивается.
Спускание края детали на машине асг – 13 (Рис. 8,9)

Рис. 8 (АГС – 13)

Рис. 9 (АГС – 13)
Спускание края происходит следующим образом: Включаем машину. Транспортный валик 1 начинает крутиться с большой скоростью. Лапкой 3 прижимаем деталь. По направлению стрелки подачи материала подаем деталь на острозаточенную кромку транспортного валика.
Формовка деталей низа
Приведу пример: стелька, которую вырубили из картона или другого материала надо ровно и точно уложить в обувь. Для этого используется холодное прессование. В матрицу (Рис.10) укладывается вырубленная стелька.

Рис. 10 (матрица)
Затем это закрывается пуансоном (Рис. 11) и сдавливается при помощи пресса с давлением около 10 тонн.

Рис. 11 (пуансон)
После мы получаем сформованные стельки.