

Р ис.6. Идеографическая схема: верх - Схема роста дендритов
низ - Вид идеографических схем
Вверху в левой части рисунка 6 показан рост равноосных дендритов, а справа колонных дендритов. В нижней части - равноосными вид идеографических схем под микроскопом и образования гранул.
Если после разливки нет какого-либо определенного направления рассеяния тепла в отливке появляются дефекты.
Т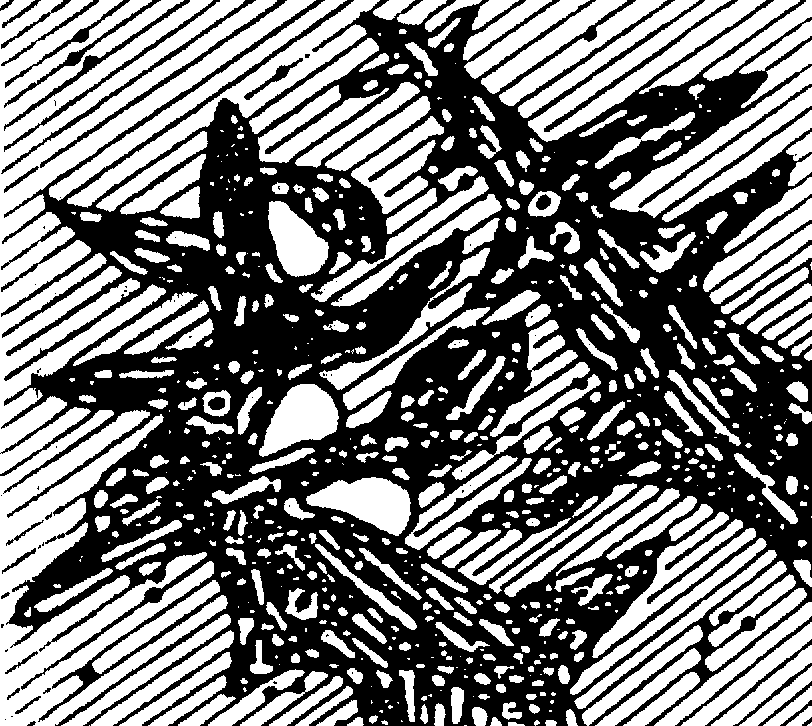 еперь
рассмотрим это явление не на атомарном
уровне, а на микроскопическом.
еперь
рассмотрим это явление не на атомарном
уровне, а на микроскопическом.
Рис. 7 Вид роста дендритов с образованием областей с дефектами.
Черным цветом на рис. 7 показаны дендриты, которые растут, соединяются и образуют гранулы. Очень мелкие включения или примеси обволакиваются дендритами, а свободные пространства образуют полости и поры. Жидкая фаза на рисунке заштрихована.
Если при плавке металла в него попадают примеси, окислы или газообразные включения, в момент затвердевания они оказываются между гранулами и ухудшают металлургические свойства отливки, полученной таким способом. Ясно, что никакая переплавка не позволит устранить оказавшиеся в металле включения. Подводя итог, можно сказать, что затвердевание зависит от следующих факторов:
-
от рассеяния тепла
-
от загрязнения на стадии плавки
-
от фаз затвердевания
-
от количества зародышей кристаллизации
-
от типа растущих дендритов – равноосных или колонных
После этого необходимого теоретического отступления нам будет легче понять причины образования “пористости”.
Кроме загрязнения металла причины образования пор можно легко установить. Если металл не загрязнен, то поры образуются по чисто физическим причинам в период перехода из жидкого состояния в твердое, а потому необходимо создать условия для того, чтобы:
-
изделие постоянно подпитывалось металлом в ходе затвердевания
-
затвердевание происходило равномерно и постепенно.
Ч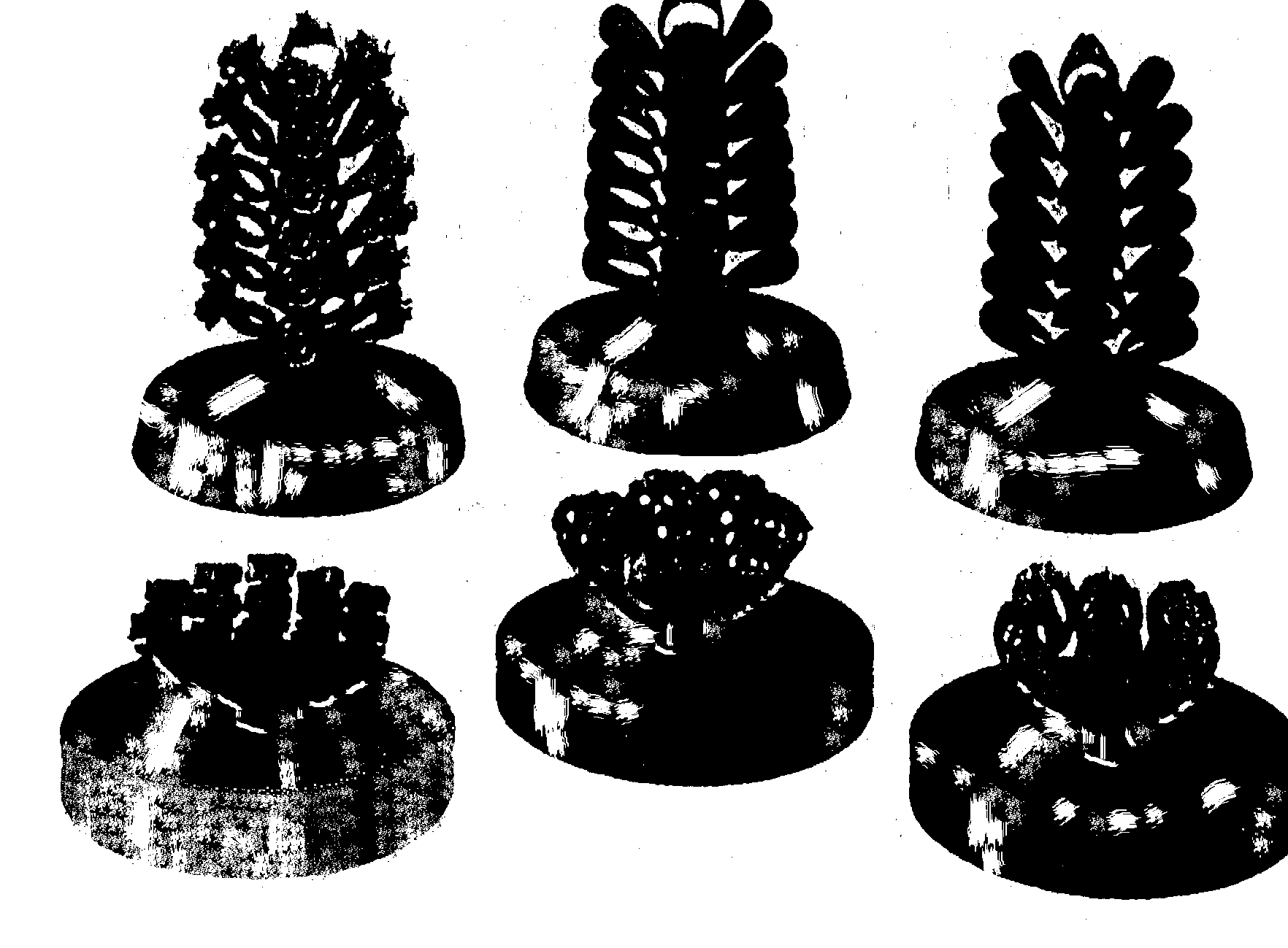 тобы
выполнить первое требование, необходимо
создать “термический центр”, который
был бы в состоянии поставлять жидкий
металл при каждой последующей усадке
на стадии затвердевания. Поэтому логично
предусмотреть резервуар с металлом,
который может поступать из центрального
ствола при литье в кустах или из основания,
если осуществляется горизонтальное
литье, как показано на рис. 8.
тобы
выполнить первое требование, необходимо
создать “термический центр”, который
был бы в состоянии поставлять жидкий
металл при каждой последующей усадке
на стадии затвердевания. Поэтому логично
предусмотреть резервуар с металлом,
который может поступать из центрального
ствола при литье в кустах или из основания,
если осуществляется горизонтальное
литье, как показано на рис. 8.
Рис. 8 Форма кустов отливок (елки):
Верх – елки из золота и серебра;
Низ – елки из платины и металлов платиновой группы.
Исключительно важными являются размерные отношения между главным стволом или основанием, каналами, которые соединяют их с изделиями. В зависимости от размеров изделий необходимо задать такие размеры каналов, которые обеспечивали бы более длительное пребывание металла в жидком состоянии в каналах, чем в изделии.
После изготовления восковых моделей переходят к сборке воскового дерева («елочки»), для чего используют литники – восковые стояки, которые делают из отходов модельного состава от выплавки моделей. Литник должен быть достаточно толстым (диаметром 5…7 мм), чтобы жидкий металл мог достичь тонких частей модельной полости, прежде чем затвердеет. Он предназначен: для припаивания восковых моделей; удаления воска при вытапливании; отжиге; движения расплавленного металла в отдельную полость; подпитки отливок в процессе кристаллизации; уменьшения турбулентности расплава. При центробежном литье применяют конические и цилиндрические стояки. Для лучшего заполнения формы, экономии драгметалла и снижения массы литниковой системы рекомендуется применять коническую форму стояка.
 В
качестве примера можно привести литье
для изготовления зубных протезов, в
которых наличие пор недопустимо вообще,
поскольку в противном случае в порах
заводятся микроорганизмы, т.к. во рту
достаточно различных кислот и там
создаются разные электрические
потенциалы.
В
качестве примера можно привести литье
для изготовления зубных протезов, в
которых наличие пор недопустимо вообще,
поскольку в противном случае в порах
заводятся микроорганизмы, т.к. во рту
достаточно различных кислот и там
создаются разные электрические
потенциалы.
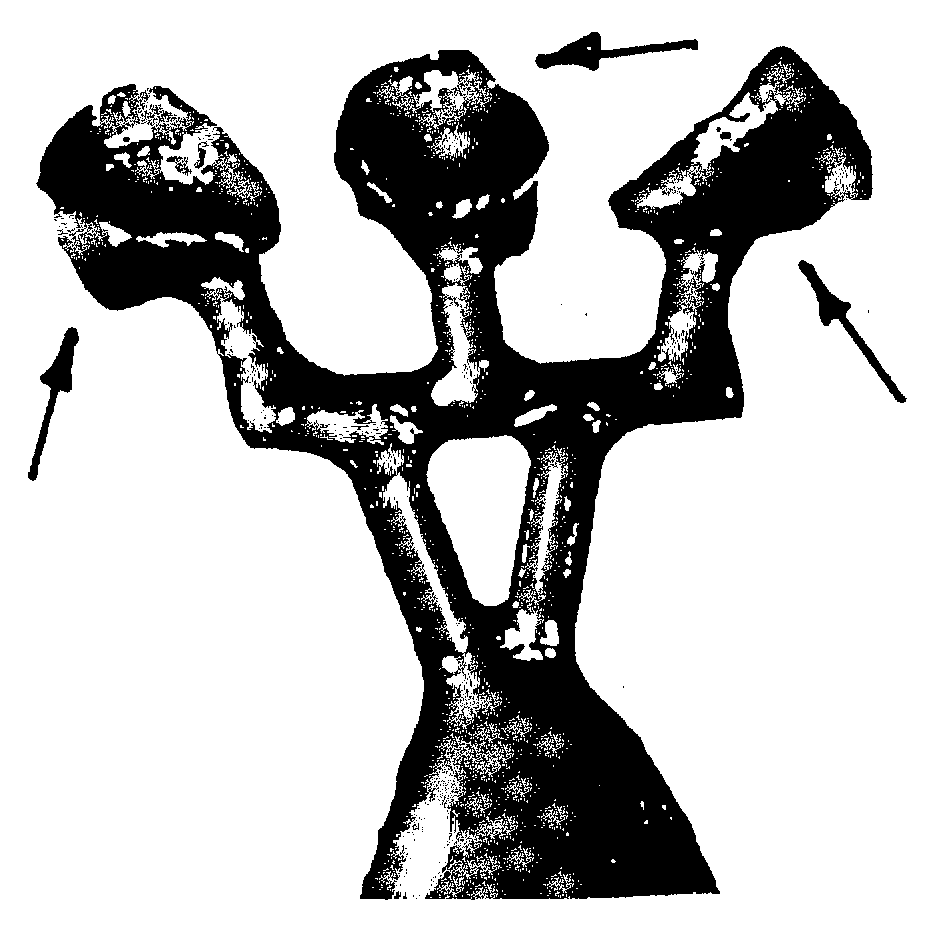
Рис. 9 Отливки в виде зубов.
На рис. 9 видно соотношение размеров литников и отливок в виде зуба.
Н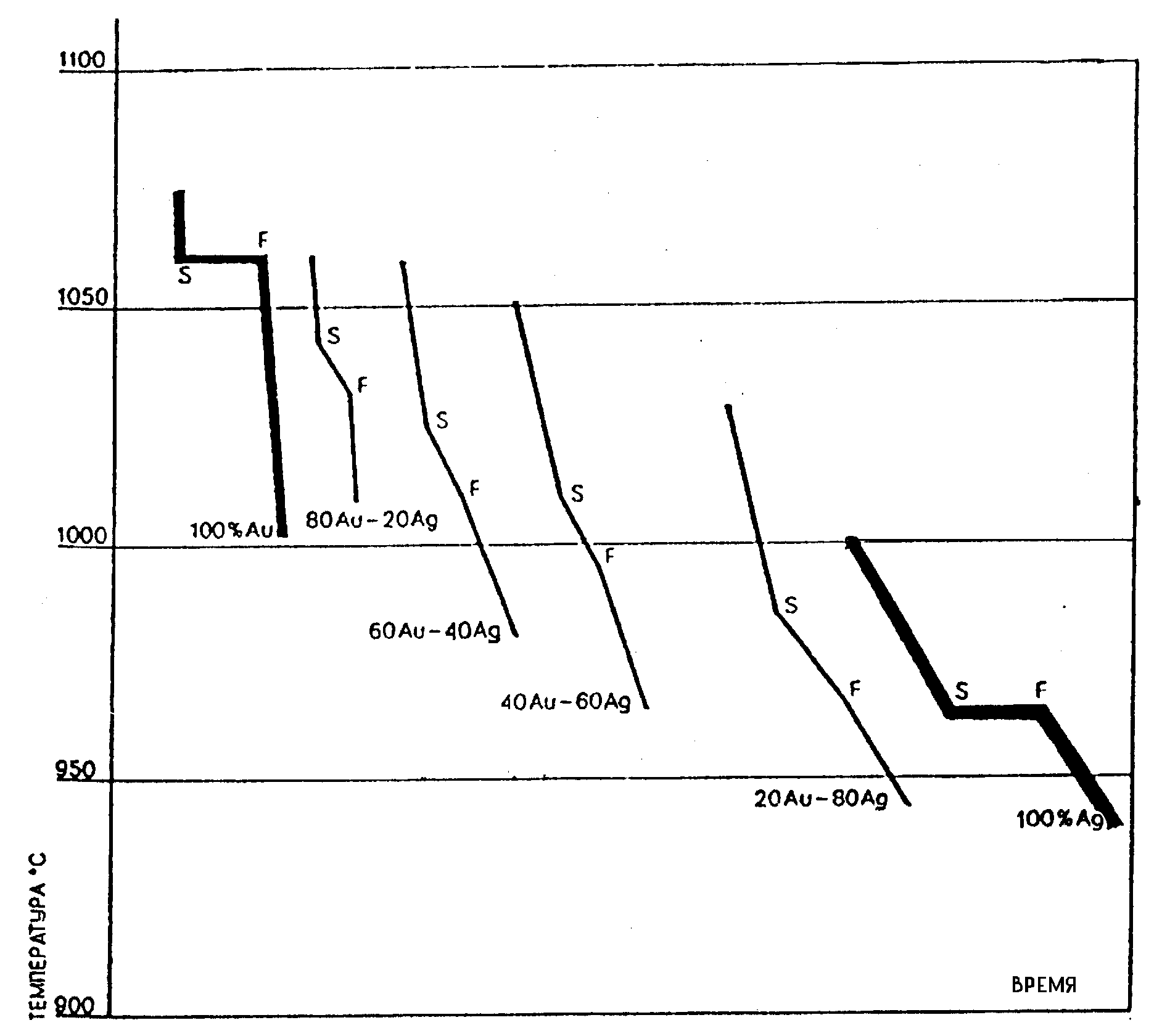 еобходимо
иметь в виду, что различные сплавы
отличаются разными периодами плавления
и затвердевания.
еобходимо
иметь в виду, что различные сплавы
отличаются разными периодами плавления
и затвердевания.
Рис. 10 Диаграмма кривых охлаждения ряда сплавов золота с серебром (Au - Ag).
На диаграмме рис. 10 представлены кривые охлаждения ряда сплавов золота с серебром (Au-Ag), которые характеризуют период плавления сплавов. Точка S представляет собой момент начала затвердевания, а точка F – момент окончания затвердевания.
Следует отметить, что чистое золото и чистое серебро затвердевают при определенной температуре, а их сплавы затвердевают при различных температурах, диапазон которых называется “интервалом плавления”.
Усадка при переходе металла из жидкого в твердое состояние в интервале затвердевания показана на графике (рис. 11), на котором представлено сокращение объема с изменением температуры.