

Схемы напряженного и деформированного состояний
Схемы напряженного состояния графически отображают наличие и направление главных напряжений в рассматриваемой точке тела.
Напряжения в точке изображаются как напряжения на трех бесконечно малых гранях куба, соответственно перпендикулярных главным осям.
Возможны девять схем напряженного состояния (рис. 9.1.а). Напряженное состояние в точке может быть линейным, плоским или объемным.
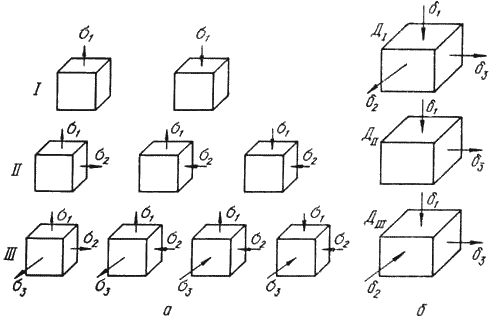
Рис. 9.1. Схемы напряженного (а) и деформированного (б) состояний:
I – линейное напряженное состояние; II – плоское; III – объемное
Схемы с напряжениями одного знака называют одноименными, а с напряжениями разных знаков – разноименными. Условно растягивающие напряжения считают положительными, с сжимающие – отрицательными.
Схема напряженного состояния оказывает влияние на пластичность металла. На значение главных напряжений оказывают существенное влияние силы трения, возникающие в месте контакта заготовки с инструментом, и форма инструмента. В условиях всестороннего неравномерного сжатия при прессовании, ковке, штамповке сжимающие напряжения препятствуют нарушению межкристаллических связей, способствуют развитию внутрикристаллических сдвигов, что благоприятно сказывается на процессах обработки металлов давлением. В реальных процессах обработки давлением в большинстве случаев встречаются схемы всестороннего сжатия и состояния с одним растягивающим и двумя сжимающими напряжениями.
Схема деформированного состояния графически отображает наличие и направление деформации по трем взаимно перпендикулярным направлениям.
Возможны три схемы деформированного состояния (рис. 9.1.б).
При схеме Д I уменьшаются размеры тела по высоте, за счет этого увеличиваются два других размера (осадка, прокатка).
При схеме Д II происходит уменьшение одного размера, чаще высоты, другой размер (длина) увеличивается, а третий (ширина) не изменяется. Например, прокатка широкого листа, когда его ширина в процессе прокатки практически не изменяется. Это схема плоской деформации.
Наиболее рациональной с точки зрения производительности процесса обработки давлением является схема Д III: размеры тела уменьшаются по двум направлениям, и увеличивается третий размер (прессование, волочение).
Совокупность схем главных напряжений и главных деформаций характеризуют пластичность металла. Напряженное состояние при прессовании металла характеризуется такой же схемой напряженного состояния, как при ковке, а схема главных деформаций характеризуется двумя деформациями сжатия и одной – растяжения. При ковке и штамповке растягивающие напряжения играют большую роль, поэтому пластичность металла меньше.
Закономерности обработки давлением. Характеристики деформаций
Процессам обработки металлов давлением присущи определенные закономерности.
Закон постоянства объема. Пластическая деформация практически не влияет на плотность металла, поэтому действует закон постоянства объема: объем тела при его пластической деформации остается неизменным:
![]()
где:
![]() –
высота;
–
высота;
![]() –
ширина;
–
ширина;
![]() –
длина – размеры
тела до деформации;
–
длина – размеры
тела до деформации;
![]() –
высота;
–
высота;
![]() –
ширина;
–
ширина;
![]() –
высота – размеры
тела после деформации.
–
высота – размеры
тела после деформации.
Закон применяется для расчетов объема и размеров исходной заготовки, необходимой для получения поковки с заданными размерами, а также переходов и изменения размеров заготовки в процессе деформирования.
Закон подобия. При осуществлении в одинаковых условиях одних и тех же процессов пластического деформирования геометрически подобных тел из одинакового материала отношение усилий деформирования равно квадрату, а отношение затраченных работ – кубу отношений соответствующих линейных размеров. Этот закон, основанный на принципе моделирования, используется для приближенного определения усилий деформирования и затрачиваемой работы.
Закон наименьшего сопротивления. В случае возможности перемещения точек деформируемого тела в различных направлениях, каждая точка перемещается в направлении наименьшего сопротивления.
Закон позволяет учесть предпочтительное направление течения металла, определить, какая часть полости штампа заполнится быстрее, какие размеры и форму будет иметь поперечное сечение заготовки в результате ее обработки давлением.
По этому закону, при наличии трения на контактной поверхности, заготовка прямоугольного сечения при осадке будет приобретать округлую форму, имеющую наименьший периметр при данной площади.
В этом случае направлением наименьшего сопротивления является кратчайшая нормаль к периметру сечения.
Деформацию принято оценивать следующими величинами.
1. Абсолютные деформации:
![]() –
обжатие;
–
обжатие;
![]() –
уширение;
–
уширение;
![]() –
удлинение.
–
удлинение.
2. Относительные деформации:
![]() или
или
![]() –
относительное обжатие или относительная
высотная деформация;
–
относительное обжатие или относительная
высотная деформация;
![]() или
или
![]() –
относительное уширение или относительная
поперечная деформация;
–
относительное уширение или относительная
поперечная деформация;
![]() или
или
![]() –
относительное удлинение или относительная
продольная деформация.
–
относительное удлинение или относительная
продольная деформация.
3. Коэффициент,
определяющий изменение длины
обрабатываемого изделия –
![]() .
Его называют вытяжкой или коэффициентом
вытяжки.
.
Его называют вытяжкой или коэффициентом
вытяжки.
Согласно закону
постоянства объема
![]() (где:
(где:
![]() –
площадь поперечного сечения до деформации,
–
площадь поперечного сечения до деформации,
![]() –
площадь поперечного сечения после
деформации).
–
площадь поперечного сечения после
деформации).
Скорость деформации – изменение относительной деформации в единицу времени:
![]() ,
,
где:
![]() –
степень деформации;
–
степень деформации;
![]() –
время.
–
время.
Скорость деформации следует отличать от скорости движения деформирующего инструмента и скорости течения металла при деформации. Диапазон скоростей деформации составляет 10 –1 … 10 3 , с –1.