

Вариант 1
Практическая работа № 2
Разработка технологического процесса штамповки в открытых штампах
Горячая объёмная штамповка – это вид обработки металлов давлением, при котором формообразование поковки из нагретой заготовки осуществляют с помощью специального инструмента – штампа.
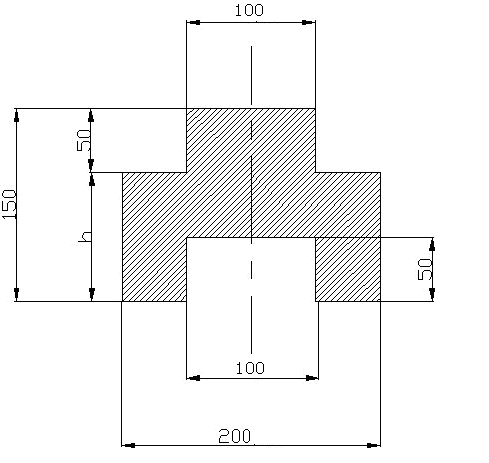
1. Выполнить эскиз детали
2. Рассчитать массу детали (Мд)
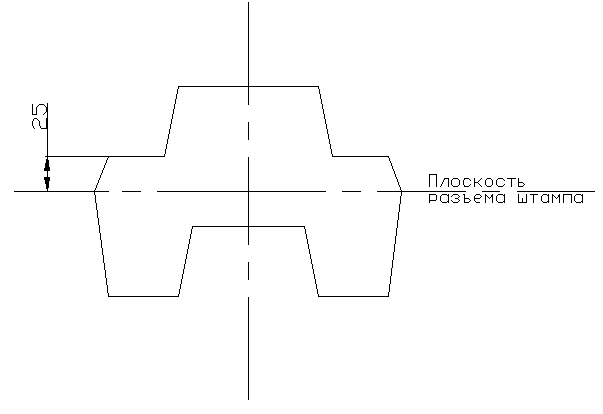
3. Выбрать плоскость разъёма штампа (без учета припусков и углов)
Схема технологического процесса штамповки в основном определяется конфигурацией и размером детали, которую нужно получить. По чертежу детали составляют чертёж поковки.
При получении поковки в открытом штампе прежде всего необходимо правильно выбрать поверхность разъёма, т.е. поверхность, по которой соприкасаются между собой верхняя и нижняя половины штампа. Плоскость разъёма должна быть выбрана такой, чтобы поковка свободно вынималась из штампа. С целью облегчения заполнения металлом полости штампа желательно выбрать плоскость разъёма таким образом, чтобы плоскости штампов имели наименьшую глубину. Плоскость разъёма должна пересекать вертикальную поверхность поковки.
4. Выполнить эскиз штамповки с учетом припусков на механическую обработку, определить массу поковки Мп.
Припуски на механическую обработку назначаются главным образом на сопрягаемые поверхности детали. Величина припусков зависит от габаритных размеров и массы поковки, вида оборудования штамповки, шероховатости обрабатываемой поверхности.

Припуски и допуски поковок
Масса поковки, кг |
Размеры поковок, мм |
|||||||
50 - 120 |
120 - 180 |
180 - 260 |
260 - 360 |
50 - 120 |
120 - 180 |
180 - 260 |
260 - 360 |
|
>… до |
Припуски |
Допуски |
||||||
10…25 |
3,2 |
3,3 |
3,5 |
3,6 |
+2,1 -1,1 |
+2,4 -1,2 |
+2,5 -1,5 |
+3,0 -1,5 |
25…40 |
3,7 |
3,8 |
3,9 |
4,0 |
+2.4 -1,2 |
+2,5 -1,5 |
+3,0 -1,5 |
+3,0 -2,0 |
40…63 |
4,2 |
4,3 |
4,4 |
4,5 |
+2,5 -1,5 |
+3,0 -1,5 |
+3,5 -1,5 |
+3,5 -2,0 |
63…100 |
4,6 |
4,8 |
5,0 |
5,1 |
+2,6 -1,5 |
+3,5 -1,5 |
+3,5 -2,0 |
+4,0 -2,0 |
100…160 |
5,2 |
5,4 |
5,5 |
5,6 |
+3,5 -1,5 |
+3,5 -2,0 |
+4,0 -2,0 |
+4,5 -2,5 |
160…250 |
5,7 |
6,0 |
6,1 |
6,2 |
+3,5 -2,0 |
+4,0 -2,0 |
+5,0 -2,5 |
+5,0 -3,0 |
5. Определить коэффициент выхода годного металла.
Ки = Мд/ Мп
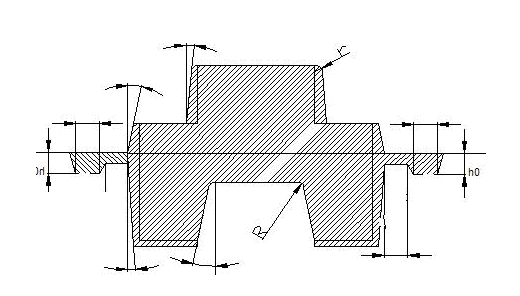
6. Сдетать эскиз поковки с учетом штамповочных уклонов и радиусов закруглений.
Для облегчения заполнения полости штампа и обеспечения лёгкого извлечения из неё поковки их боковые поверхности должны иметь штамповочный уклон.
Штамповочные уклоны назначают сверх припуска; они повышают расход металла при механической обработке и утяжеляют поковку. Величина уклона зависит от глубины и сложности полости, применяемого для штамповке оборудования и составляет для стальных поковок 3 - 10º.
Для наружных поверхностей поковки (вследствие усадки) штамповочные уклоны α принимают меньшими, чем для внутренних β.
Оборудование |
Внутренний |
Наружный |
|
Масса поковки, кг |
Глубина ручья |
|
> 25 - 50 |
> 50 |
|||||
Молоты |
10 |
7 |
40 – 100 |
5 |
7 |
|
Прессы с выталкивателем |
7 |
5 |
> 100 |
6 |
8 |
|
Штамповочный уклон, град |
Радиусы закруглений |
|||||
7. Определяем высоту облойной канавки.
![]()
Fпок - площадь поперечного сечения поковки
8.Определить площадь сечения облойной канавки (Ао, см2).
hо, мм |
Ао, см2 |
|
Штамп осаживания |
Штамп выдавливания |
|
1,0 |
0,8 |
0,91 |
1,6 |
1,0 |
1,13 |
2,0 |
1,36 |
1,53 |
3,0 |
2,0 |
2,33 |
4,0 |
2,68 |
3,44 |
5,0 |
3,43 |
4,34 |
9.Определяем массу облойной канавки.
Мок=ρ ·Vок= ρ · А0 · Lok
Lok – длинна облойной канавки
ρ = 7,85 г/см3
Примерная длина облойной канавки равна длине наружной окружности поковки.
Lok=π · D
10. Определяем массу заготовки: Мз= (Мп +Мок) · 1,03
11. Определяем коэффициент использования металла заготовки:
Ки = Мд/ Мз
12. Выполняем эскиз чистового ручья штампа
Открытый окончательный штамповочный ручей – предназначен для получения окончательной поковки с облоем и представляет собой точный оттиск фигуры горячей поковки с расположенной по его периметру облойной канавкой.
Штамповочные ручьи разделяются на черновые и чистовые. Чистовой ручей применяется только для штамповки несложных деталей, не имеющих больших выступов, ребер и острых углов.
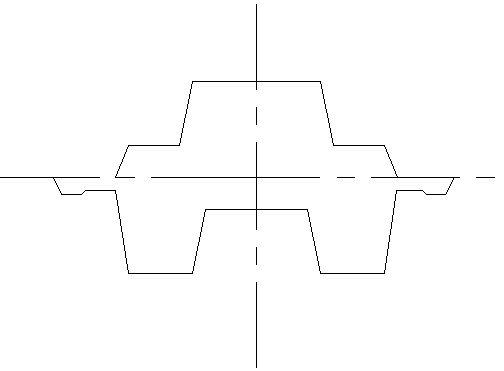
Размеры штампа отличаются от размеров поковки на величину усадки, которая равна 1,5 % для стали.
Размеры штампа определяем по формуле:
Lшт =1,015 · Lпок
Данные расчетов занести в таблицу:
Размер детали |
Размер поковки |
Размер штампа |
100 |
|
|
50 |
|
|
200 |
|
|
150 |
|
|
13. Определяем размеры заготовки после осадки, выполнить чертеж заготовки после осадки.
Осадкой называется такая кузнечная операция, при которой заготовка увеличивается в поперечном сечении и уменьшается по длине.
Полная осадка применяется тогда, когда необходимо увеличить сечение заготовки по всей ее длине. Для полной осадки заготовка нагревается, затем вертикально ставится на наковальню; кувалдой наносят удары по верхнему торцу заготовки, вследствие чего она уменьшается по длине, но увеличивается в поперечном сечении.
Doc ≈ Dп,
где Dос – диаметр заготовки после осадки, D – диаметр заготовки до осадки. Следовательно высота заготовки после осадки (hо):
hос = V3/D,
Определяем размеры заготовки из проката с учетом ковки:
Y=D2з/ D2ос= hз / hос=1.25
hз =1.25 · hос
D3=V3/h3
Последовательность операций штамповки:
Отрезать заготовку размерами из проката
Осадить заготовку до Doc = Dдет
Определяем усилия пресса при осадке:
Pпресса=Kм · (1+0,17*Dп /Mп) · σ в · Fп
Kм = 0,8 – масштабный коэффициент для штампованных поковок средних размеров
Марка стали |
Температура |
σВ, МПа |
δ, % |
Скорость деформирования ν, мм/мин |
Скорость деформации ε, с-1 |
Температурный интервал ковки, °С |
40 |
800 |
113 |
52 |
16 |
9 · 10-3 |
1250 - 800 |
40 |
1000 |
50 |
69 |
10 |
9 · 10-3 |
1250 - 800 |
40 |
1200 |
26 |
87 |
10 |
9 · 10-3 |
1250 - 800 |
40Х |
800 |
100 |
59 |
5 |
2 · 10-3 |
1250 - 800 |
|
1000 |
44 |
68 |
|
|
|
|
1200 |
24 |
70 |
|
|
|
45 |
800 |
115 |
58 |
16 |
9 · 10-3 |
1250 - 800 |
|
1000 |
51 |
72 |
|
|
|
|
1200 |
27 |
90 |
|
|
|
Обрезать облой.
Определяем усилие пресса при обрезке облоя
Pпресса=K ∙ σв ∙ hok ∙ Lok
K=1,6 – коэффициент, учитывающий форму бойков при обрезке
Lok – длина облойной канавки,
hok – высота облойной канавки
Очистка отливок производиться в галтовочном барабане
или в дробметном аппарате
Контроль поковок
Вариант 2
Практическая работа № 2