

Основные характеристики рельсорезных станков
|
Показатель |
РМК |
РР80 |
РА2 |
РМ5ГМ |
|
1 |
2 |
3 |
4 |
5 |
|
Отличительные особенности станка |
Абразивно-отрезной |
Ножовочный с избирательным гидроприжимом |
||
|
Рельсы, для которых предназначен станок |
Все типы, объемнозакаленные |
Все типы, кроме объем- нозакаленных |
||
Окончание табл. 6.2
|
1 |
2 |
3 |
4 |
5 |
|
|
Инструмент |
Отрезной |
Отрезной круг диаметром |
Ножовочное |
||
|
|
круг диамет |
400x4x32 |
полотно 400 |
||
|
|
ром 300x3x32 |
|
|
или 450 мм |
|
|
Число резов |
4 |
4 |
3 |
5 |
|
|
Время резания рельса Р65 |
5 |
2 |
1 |
11 |
|
|
Номинальная |
3830 |
3870 |
3820 |
— |
|
|
частота вращения, об/мин |
|
|
|
|
|
|
Тип приводного двигателя |
ДВС «Урал 2Т Электрон» |
ДВС «Stihl TS 720» |
Трехфазный асинхронный электродвигатель (220/380 В, 50 Гц) |
||
|
Мощность, кВт |
3,7 |
4,8 |
5,5 |
1,5 |
|
|
Частота враще |
6200 |
6200 |
2880 |
1400 |
|
|
ния вала двига |
|
|
|
|
|
|
теля, об/мин |
|
|
|
|
|
|
Габаритные |
0,83x0,62x0,86 |
0,74х0,735х |
1,06x0,6x1,03 |
1,47x0,505x0,46 |
|
|
размеры, м |
|
х0,515 |
(без тележки) |
|
|
|
Масса, кг |
35 |
31 |
83 (без тележки) |
90 |
|

Рис.
6.13. Рельсорезный станок РМК: 1
— кожух;
2 —
пружина;
3
— искроотсекатель;
4 —
винт;
5 —
Т-образная ось;
6, 16 — зажимы;
7 — хомут;
8
— корпус редуктора;
9 —
приводной бензиновый двигатель; 10
—
бензобак;
11 —
рукоятки;
12 —
стойка;
13 —
шарнирный узел;
14 —
отверстие; 15—
фиксаторы;
17, 18, 19—
болты;
20—
зажимное устройство;
21 —
отрезной круг; 22
—
нажимная шайба;
23 —
гайка;
24 —
угольник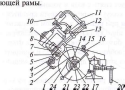
Абразивно-отрезное устройство состоит из приводного бензинового двигателя 9 с бензобаком 10 и съемным стартером, редуктора 8, отрезного круга 21 с защитным кожухом 1 и рукояток 11.
Двигатель одноцилиндровый двухтактный «Урал 2Т Электрон» с принудительным воздушным охлаждением и центробежной фрикционной муфтой, состоящей из двух частей — ведущей и ведомой. Ведущая часть муфты установлена на хвостовике коленчатого вала двигателя и состоит из поводка, грузов в виде кольцевых секторов и спиральных пружин. Ведомая часть муфты (ступица) установлена на шлицах на хвостовике ведущей валу шестерни редуктора станка. Подшипники коленчатого вала, рабочие поверхности, детали кривошипно-шатунной группы во время работы двигателя смазываются маслом, входящим в состав топливной смеси.
Редуктор состоит из корпуса 8, ведущей вал-шестерни (13 зубьев) и ведомого конического зубчатого колеса (21 зуб), на валу которого закреплен фланец с отрезным кругом 21. Ведущий и ведомый валы редуктора вращаются в подшипниках качения. Для смазки подшипников и зубчатых колес редуктор заполняется консистентной смазкой.
Отрезной круг устанавливается на фланец и закрепляется гайкой 23 с левой резьбой, усилие которой передается через нажимную шайбу 22 и картонные прокладки. Фланец имеет две ступицы для установки отрезных кругов с центровочными отверстиями диаметром 25 и 32 мм. Если фланец установлен стороной, на которой ступица имеет иной размер, чем на отрезном круге, то фланец следует снять с вала и установить другой стороной. Поворотный защитный кожух 1 отрезного круга крепится к корпусу 8 редуктора и фиксируется при резании в нужном положении фиксатором 15. Для установки отрезного круга на кожухе предусмотрена крышка, удерживаемая в закрытом положении зажимом 16. Для открытия крышки кожуха необходимо освободить фиксаторы 15 и повернуть кожух вокруг оси в положение, при котором другие детали не мешают открыть крышку.
Для защиты ног оператора от искр раскаленного металла на корпусе редуктора закреплен складывающийся металлический искроот- секатель 3, который фиксируется в транспортном положении пружиной 2.
Направляющая рама станка состоит из установочной опоры с рельсовым захватом в форме скобы, зажимного устройства 20 и поворотной двухзвенной шарнирной направляющей. На опоре имеется шаб
лон для точной установки направляющей рамы относительно метки на рельсе. Зажимное устройство 20 (винт с фиксатором) дает возможность закрепить станок на рельсе за несколько секунд. Первым звеном двухзвенной шарнирной направляющей является прямолинейная балка, которая может поворачиваться вокруг оси в вертикальной плоскости на 180° — с одной на другую сторону рельса. С каждой стороны рельса балка при помощи фиксатора может быть установлена неподвижно в трех промежуточных положениях под разными углами к горизонту.
Совпадения плоскостей резания при повороте абразивно-отрезного устройства на 180° (на другую сторону рельса) добиваются подбором числа прокладок.
В комплект поставки станка входят кассета для переноски отрезных кругов и инструмент. Станок может быть укомплектован деревопиль- ным аппаратом, позволяющим использовать его в качестве бензомоторной пилы.
д
Рис.
6.14. Схема резания рельса станком РМК

Резание рекомендуется выполнять в три стадии. На первой стадии балку при помощи фиксатора устанавливают в среднее (промежуточное) положение, поворотный защитный кожух 7 отрезного круга 21 фиксируют в нужном положении фиксатором 75 и, подведя отрезной круг к рельсу, начинают резание с боковой грани головки рельса (см. рис. 6.14, а); прорезают головку и шейку рельса до момента касания абразивным диском подошвы рельса (рис. 6.14, б).
На второй стадии балку (см. рис. 6.14, б) без помощи фиксатора устанавливают в крайнее нижнее положение, защитный кожух 7 фиксируют в нужном положении фиксатором 75, вращающийся диск 21 осторожно отводят назад, не выводя его полностью из уже имеющегося пропила, подводят к боковой грани подошвы рельса и продолжают резание, насколько позволяет диаметр круга (рис. 6.14, в).
На третьей стадии двигатель останавливают, абразивно-отрезное устройство вместе с рычагом (см. рис. 6.14, в) заводят сверху на балку и при отпущенном зажиме 6 поворачивают в горизонтальной плоскости на 180°. Балку поворачивают в вертикальной плоскости на 180° — с одной стороны рельса на другую — и устанавливают без помощи фиксатора в крайнее нижнее положение (рис. 6.14, г). Вновь запускают двигатель и заканчивают резание рельса (рис. 6.14, д).
Заглублять диск в рельс следует свободно, добиваясь использования всей мощности двигателя. Попытка чрезмерно форсировать резание может привести к снижению режущей способности диска, к его нагреву сверх нормы и даже к поломке. Во время резания очень важно постоянно покачивать абразивно-отрезное устройство, слегка приподнимая и опуская его.
Рельсорезный станок РР80 (рис. 6.15) предназначен для резки объем- нозакаленных и незакаленных рельсов типов Р50, Р65, Р75. Он соответствует всем требованиям системы стандартов РФ по безопасности труда, в том числе по допустимой скорости абразивного круга (80 м/с) для ручных станков.
Станок РР80 состоит из двух основных частей: абразивно-отрезного устройства и направляющей рамы.
Абразивно-отрезное устройство образуют бензиновый двигатель 7 (с ременной передачей) в сборе с кронштейном двухтактным марки «Stihl» с принудительным воздушным охлаждением и центробежной фрикционной муфтой. Кронштейн представляет собой сварную конструкцию, крепящуюся на двигателе. Во втулку кронштейна ввернут винт 2 с пружиной 3, фиксирующий абразивно-отрезное устройство на раме.
Рис.
6.15. Рельсорезный станок РР80: 1
— бензиновый двигатель с приводом;
2 — винт;
3 — пружина;
4 — кронштейн;
5— защитный кожух; 6— болт; 7— нажимная
шайба;
8 — отрезной
круг; 9— направляющая рама с винтовым
зажимом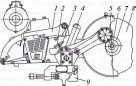
После установки станка на рельс (рис. 6.16, а), прежде чем приступить к резанию, прогревают двигатель на холостом ходу при малой частоте вращения (при этом абразивный диск не вращается, так как центробежная фрикционная муфта выключена). Затем увеличивают частоту вращения двигателя дроссельным рычагом, приводя во вращение отрезной круг.



и продолжают резание до полного отрезания (рис. 6.16, в). Если из-за износа отрезного круга рельс остался недорезаным, выполнять его дорезание можно двумя способами: с перестановкой двигателя на верхнее отверстие (рис. 6.16, г); без перестановки двигателя с поворотом головки в вертикальной плоскости (рис. 6.16, д).
Рельсорезный станок РМ5Г1И (рис. 6.17) предназначен для резки незакаленных рельсов. Он состоит из основания 21 с несъемным быстродействующим рельсовым захватом, мотор-редуктора 22, пильного механизма и механизма избирательного гидроприжима. Рельсовый захват представляет собой кронштейн 19, между ребрами которого на оси 8 установлен откидной упор 12 с фиксирующим штырем 10 и зажимным винтом 13, вращаемым ручкой 14.
Мотор-редуктор состоит из червячного редуктора и встроенного электродвигателя с выключателем. Заливка масла в редуктор производится через отверстие, закрываемое пробкой-воздушником, до уровня контрольной пробки, слив масла — через отверстие, закрываемое пробкой.
1 2 3
4 5 6 7 8 9 10 11
Рис.
6.17. Рельсорезный станок РМ5ГМ: 1,
11 — рукоятки;
2— кабельная
вилка; 3 — гидроцилиндр; 4— стойка; 5—
фиксатор; 6,
8 — оси; 7 —
рычаг;
9, 29 —
регулировочные болты;
10 — штырь;
12 — откидной
упор;
13 — винт
зажима;
14 — ручка
зажима;
15 —
болт натяжения;
16 —
натяжная
скоба;
17, 20 —
винты;
18 — упор;
19 — кронштейн;
21 — основание;
22 — мотор-
редуктор;
23 — направляющая
призма;
24 — прокладки;
25 — пильная
рама;
26 — поводок;
27 — шатун;
28 — кривошип;
29 — регулировочный
болт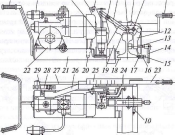
Осевой люфт червяка регулируют прокладками, положение червячного колеса по отношению к червяку — прокладками.
Пильный механизм (см. рис. 6.17) состоит из кривошипа 28, шатуна 27, пильной рамы 25 с крышкой и направляющей призмы 23 с поводком 26. Поводок установлен шарнирно на цапфе корпуса мотор-редуктора и во время резания свободно поворачивается вокруг цапфы вместе с пильным механизмом. Осевой люфт в клеммном соединении поводка с цапфой регулируют болтами 29 (см. рис. 6.17). Пильный механизм по окончании резания при транспортировке станка запирают фиксатором 5 на стойке 4 основания. Эта стойка обеспечивает вертикальное перемещение пильного механизма в процессе резания рельса. Ножовочное полотно крепят к пильной раме винтами 17 и 20, при этом винт 17, проходящий через натяжную скобу 16, полностью затягивают после натяжения ножовочного полотна болтом 15. Люфт пильной рамы в горизонтальной плоскости регулируют прокладками 24, а в вертикальной плоскости — регулировочными болтами 9.
К источнику электроэнергии станок подключается четырехжильным кабелем с кабельной вилкой. Четвертая жила кабеля заземляющая.
По заказу может поставляться модификация станка для резания металлопроката, оборудованная специальными тисками.
Перед установкой станка на рельс необходимо вытащить до упора штырь 10 (см. рис. 6.17) и откинуть вверх упор 12 захвата. Станок устанавливают на рельс специальными упорами 18 основания 21, упор 12 возвращают в нижнее положение и фиксируют его штырем 10. Винтом 13, вращаемым ручкой 14, станок закрепляют на рельсе. Пильный механизм освобождают от фиксатора 5 и плавно, без удара, опускают ножовочное полотно на головку рельса. Открывают запирающий клапан гидроцилиндра поворотом рукоятки. Включают электродвигатель выключателем на пульте управления станка. Вращение выходного вала мотор-редуктора посредством кривошипно-шатунного механизма преобразовывается в возвратно-поступательное движение пильной рамы по направляющей призме, и ножовочное полотно, укрепленное на пильной раме, при рабочем ходе производит резание рельса. После того как ножовочное полотно примерно на 3 мм врежется в головку рельса, плавно закрывают запирающий клапан гидроцилиндра рукояткой. В случае заедания ножовочного полотна во время резания уменьшают давление в гидроцилиндре, регулируя его переливным клапаном или приоткрывая запирающий клапан.
Нагрузка ножовочного полотна при рабочем ходе и разгрузка при холостом осуществляются гидроцилиндром. При рабочем ходе пильной рамы (движение вперед от мотор-редуктора) рычаг 7 (см. рис. 6.17) скользит по наклонному пазу в крышке пильной рамы и, поворачиваясь вокруг опорной оси 6, перемещает шток гидроцилиндра вниз, сжимая масло в рабочей камере и нагружая ножовочное полотно силой, пропорциональной толщине распиливаемой части рельса.
Рельсошлифовальные станки с абразивным инструментом широко применяются для зачистки наплавленных дефектных мест рельсов, крестовин и стрелочных переводов, с последующим доведением профиля до удовлетворения требованиям конкретных условий эксплуатации. Кроме того, с помощью ручных рельсошлифовальных станков выполняется зачистка рельсов в зоне приварки рельсовых соединителей, удаление наплывов металла в зоне вторичной приварки соединителей, а также заточка инструментов различного назначения.
Рельсошлифовалка МРШЗ предназначена для зачистки наплавленных концов рельсов, крестовин и остряков переводов, выполнения различных зачистных и заточных работ в производственных условиях.
Техническая характеристика рельсошлифовалки МРШЗ
Приводной электродвигатель трехфазный асинхронный
(220 В, 50 Гц)