

Загибка краев деталей
Последовательная загибка краев деталей верха обуви из натуральных и искусственных кож может осуществляться на машине 01280/Р1 и др. На машине можно загибать как предварительно намазанные клеем края, так и с непосредственным нанесением клея на загибаемый край и наклеиванием на него укрепляющей тесьмы или шнура.
Машина состоит из основания и головки.
Р ис.
3.4.3. Машина 01280/Р1
ис.
3.4.3. Машина 01280/Р1
Основание. Представляет собой тумбу 3 (рис. 3.4.3), установленную на плиту 5. На тумбе 3 расположена крышка 2, опирающаяся на стойку 8. Машина имеет две педали управления 7 и 6, предназначенные соответственно для подъема рабочих органов и включения или выключения машины. В тумбе 3 расположены электродвигатель и ящик 4 с электрооборудованием. На крышке 2 закреплена плита 9 для ручной обработки загнутого края.
Р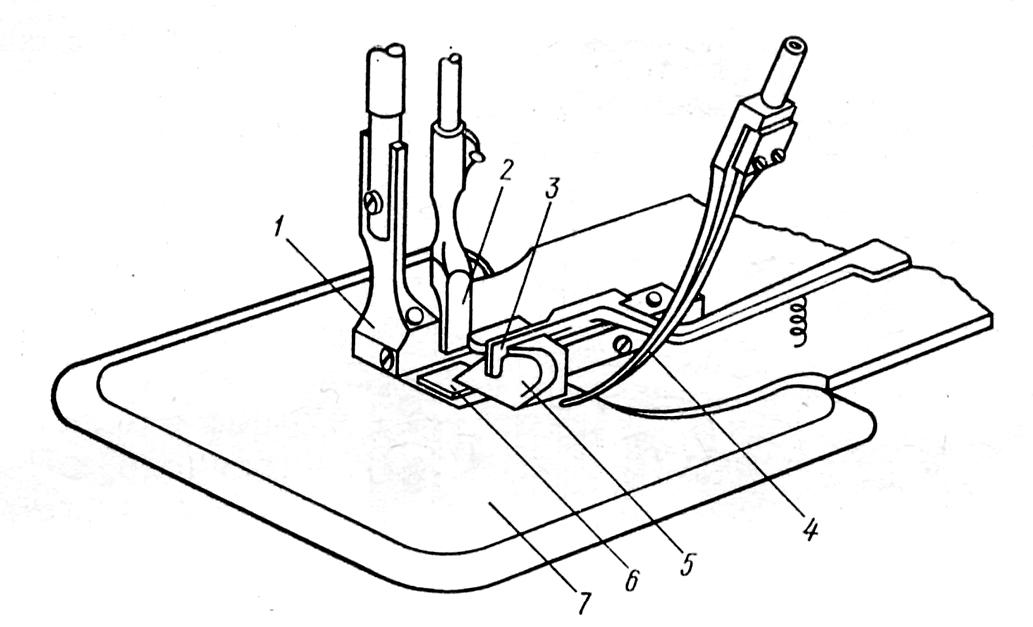 ис.
3.4.4. Рабочие органы машины 01280/Р1
ис.
3.4.4. Рабочие органы машины 01280/Р1
Головка. В головке 1, прикрепленной к крышке 2 болтами, размещены механизмы машины.
Технологическую операцию на машине выполняют следующим образом. Обрабатываемую деталь со спущенным краем, предварительно промазанным клеем, укладывают лицевой стороной вниз на столик 7 (рис.3.4.4) машины. Начальный участок края детали загибают вручную и вкладывают его в направляющий упор 5 так, чтобы загнутый участок попал под лапку 2, а край контура детали упирался в ограничитель 3 ширины загибки. Затем, нажимая на правую педаль, включают машину, направляя вручную край детали в упор 5. Происходит загибка, околачивание края детали молоточком 1, а также перемещение лапкой 2 и транспортерером 6. Конструктивная и кинематическая схема механизмов молоточка и лапки показаны на рис. 3.4.5.


а б
Рис. 3.4.5. Механизмы лапки и молоточка машины 01280/Р1
а – конструктивная схема; б – кинематическая схема
Обозначения на схеме а: 1 – главный вал; 2 – противовес; 3 – поводок; 4 – шток; 5 - качающаяся рамка; 6 – лапка; 7 – транспортирующая рейка; 8 – молоточек; 9 – стержень; 10 – хомут; 11 – ось углового рычага; 12 – угловой рычаг; 13 – пружина; 14 – регулировочный винт; 15 – шатун; 16 – кривошип.
Обозначения на схеме б: 0 – главный вал машины; 1 – кривошип; 2 – шатун; 3 – угловой рычаг; 4 – поводок; 5 – шток; 6 – лапка; 7 – качающаяся рамка; 8 – ось углового рычага, расположенная в хомуте, закрепленном на стержне 9; 9 – стержень; 10 – пружина; 11 - полый винт, служащий для регулирования сжатия пружины 10; 12 – молоточек; 13 – реечный транспортер.
Предварительное формование заготовок верха обуви
Примером предварительного формования заготовок верха обуви может быть формование кожкартонных задников, выполняемое на машине ФЗ-О.
Машина ФЗ-О двухсекционная. Перед формованием заготовки задников из кожкартона увлажняют. На одном пуансоне можно формовать несколько размеров задников одного фасона.

Рис. 3.4.6. Вид спереди
машины ФЗ-О.
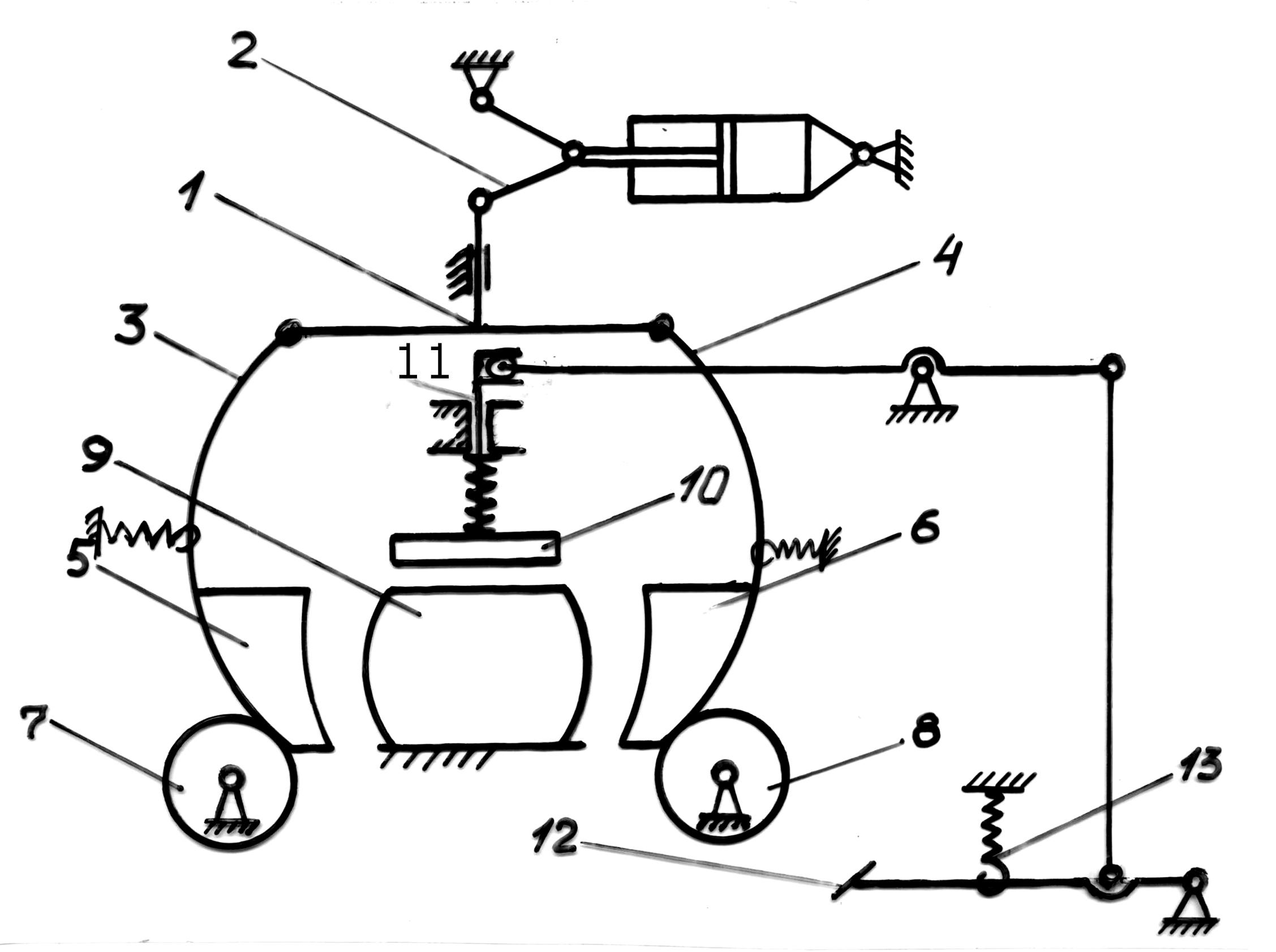
Рис. 3.4.7. Кинематическая принципиальная схема машины ФЗ-О.
Включив машину и согнув заготовку задника дугой, рабочий нажимом на педаль 12 (рис. 3.4.7) через рычаги и вертикальную тягу 11 отводит фиксатор 10 и между фиксатором и пуансоном 9 устанавливает заготовку. Снимает ногу с педали. Фиксатор прижимает деталь к пуансону за счет действия пружины 13. Проверив правильность установки заготовки, т.е. совмещение крыльев задника и нижнего ребра с пуансоном, нажимает на две кнопки "Пуск" одновременно, включая подачу масла под давлением в поршневую полость гидроцилиндра. Поршень и шток цилиндра перемешаются, приводя в движение спрямляющиеся рычаги 2. Вместе с рычагами движется в сторону пуансона 9 ползун 1 с рычагами 3 и 4. несущими обжимы 5 и 6. Рычаги 3 и 4 имеют наружную фасонную поверхность (выполняющую роль копиров) и контактируя с роликами 7 и 8 сводятся. Обжимные матрица 5 и 6, совершая заданную копирами траекторию, обжимают заготовку, формуя ее на пуансоне 9. После истечения заданного времени формования рабочие органы возвращаются в исходное положение.