

4.4 Программируемое вращение rot, arot
Программирование
ROT X... Y... Z...
ROT RPL=...
AROT X... Y... Z...
AROT RPL=...
Каждая команда должна программироваться в отдельном NC блоке.
Объяснение команд и параметров
ROT Абсолютное вращение со ссылкой на текущую действующую установку нуля детали с G54-G599.
AROT Дополнительное вращение со ссылкой на текущую действующую установку нуля детали с G54-G599.
X Y Z Вращение в пространстве: геометрические оси, вокруг которых происходит вращение
RPL Вращение в плоскости, вокруг которой вращается система координат

ROT/AROT могут использоваться для вращения системы координат детали, вокруг каждой геометрической оси X, Y, Z или через угол RPL в выбранной рабочей плоскости G17-G19 (или вокруг перпендикулярной оси подачи на врезание).
Это позволяет наклонить плоскости или несколько сторон детали для обработки с одной установки.
Последовательность: вращение на плоскости
Поддерживающая инструкция ROT X Y Z
Система координат вращается посредством запрограммированного угла вокруг опреде-ленных осей. Точка вращения является пос-ледним устанавливаемым смещением нуля (G54-G599).

Новое вращение, основанное на существующих кадрах, программируется с AROT.
Дополнительная инструкция, AROT X Y Z
Вращение посредством запрограммированных значений угла в параметрах направления оси.
Точка вращения является текущей установкой или последней запрограммированной нулевой точкой.
Примечание:
В обоих инструкциях просим обратить внимание на порядок и направление вращений, которые осуществляются.

В качестве позитивного направления вращения является следующее:
Вид в направлении позитивной оси координат и вращение по часовой стрелке.
Порядок вращения
Вы можете вращать одновременно в одном блоке до 3-х осей геометрии.
Порядок системы обозначения RPY (=Roll, Pitch, Yaw -прокрутка, шаг, скольжение) или угол Euler через которые осуществлены вращения, может быть определен в параметрах станка.
Система обозначения RPY является установкой по умолчанию. Она определяет порядок вращения следующим образом:
1-е вращение вокруг 3-й геометрической оси (Z)
2-е вращение вокруг 2-й геометрической оси (Y)
3-е вращение вокруг 1-й геометрической оси (X)
Этот порядок применяется, если геометрические оси запрограммированы в единичном блоке. Он также применяется независимо от последовательности ввода.
Если только 2 оси повернуты, параметр 3-йоси (значение 0) может быть пропущен.
Диапазон значений
Вращение вокруг 1-й геометрической оси: -180град. до +180град.
Вращение вокруг 2-й геометрической оси: -89.999град. до +90град.
Вращение вокруг 3-й геометрической оси: -180град. до +180град.
Все возможные вращения могут быть представлены с этим диапазоном значений. Значения вне этого диапазона нормализуются управлением в выше названный диапазон. Этот диапазон значений применяется ко всем кадровым переменным.
Если вы хотите определить отдельно порядок вращения,
запрограммировать нужное вращение согласно каждой оси с AROT.

Рабочая плоскость также вращается
Рабочая плоскость, определенная с G17, G18 или G19, тоже вращается с пространственным поворотом.
Пример: рабочая плоскость G17 X/Y, система координат детали позиционируется на верхней поверхности детали.
Переход и вращение используются для перемещения системы координат на одну из сторон поверхности.
Рабочая плоскость G17 тоже вращается.
Эта характеристика может использоваться для программирования позиций назначения плоскости в координатах X/Y и подачи на врезание
в направлении Z.
Предисловие:
Инструмент должен быть спозиционирован перпендикулярно к рабочей плоскости. Позитивное направление оси подачи на врезание идет в направлении приспособления инструмента. Определение CUT2DF активирует корректировку радиуса инструмента в поворотной плоскости.
Последовательность: вращение по плоскости
Система координат вращается в плоскости, выбранной с G17-G19.
Поддерживающая инструкция ROT RPL
Дополнительная инструкция, AROT RPL
Система координат вращается посредством c RPL= запрограммированного угла в текущей плоскости.

Смена плоскости
Если Вы программируете смену плоскости (G17-G19) после вращения, запрограммированные углы вращения осей сохраняются и продолжают применяться в новой рабочей плоскости.
Отсюда резонно дезактивировать вращение до смены плоскости.
Дезактивирование вращения
Для всех осей: ROT (без параметра оси).
В обоих случаях все ранее запрограммированные кадры отменяются.
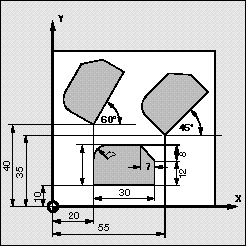
С данной деталью изображенные профили встречаются несколько раз в одной программе.
Позиции должны быть осуществлены в дополнение к переходам, т.к. профили
расположены параллельно оси.
N10 G17...G54... Рабочая плоскость X/Y, ноль детали
N20 TRANS X20 Y10 Абсолютный переход
N30 L10 Вызов подпрограммы
N40 TRANS X55 Y35 Абсолютный переход
N50 AROT RPL=45 Поворот системы координат на 45 град.
N60 L10 Вызов подпрограммы
N70 TRANS X20 Y40 Дополнительный переход
N80 AROT RPL=60 Дополнительное вращение на 60 град.
N90 L10 Вызов подпрограммы
 Пример
программирования:
Пример
программирования:
пространственное вращение
В данном примере поверхности детали параллельны к одно из осей и под углом к ним, должны обрабатываться с одной установки.
Предисловие: Инструмент должен быть перпендикулярно к наклонной плоскости в повернутом направлении Z.
N10 G17...G54... Рабочая плоскость X/Y, ноль детали
N20 TRANS X10 Y10 Абсолютный переход
N30 L10 Вызов подпрограммы
N40 ATRANS X35 Дополнительный переход
N50 AROT Y30 Вращение вокруг оси y
N60 ATRANS X5 Дополнительный переход
N70 L10 Вызов подпрограммы

обработка нескольких сторон
В данном примере идентичные профили на двух перпендикулярных поверхностях детали обрабатываются при помощи подпрограмм.
Установка направления подачи на врезание, рабочая плоскость и нулевая точка в новой системе координат на правой поверхности детали сравнивает с верхней.
Условия, необходимые для выполнения подпрограммы, применяются как и до этого: рабочая плоскость G17, координатная плоскость X/Y, направление подачи на врезание Z.
N10 G17... G54 Рабочая плоскость X/Y, ноль детали
N20 L10 Вызов подпрограммы
N30 TRANS X... Z-... Абсолютный переход
N40 AROT Y90 Поворот системы координат вокруг Y
N50 AROT Z90 Поворот системы координат вокруг Z
N60 L10 Вызов подпрограммы