

15.2. Обрабатываемость материалов, характеристики обрабатываемости
В широком смысле обрабатываемость характеризует совокупность качеств материалов, определяющих производительность обработки резанием. Полное исследование обрабатываемости материала включает определение оптимальных марок инструментального материала применительно к различным способам обработки резанием, оптимальных геометрических параметров режущих инструментов, составов СОЖ, установление зависимостей сил резания, стойкости инструмента, шероховатости обработанной поверхности от условий резания, установление оптимальной термической обработки материала или даже способов легирования материала с целью повышения показателей обрабатываемости.
В более узком смысле под обрабатываемостью понимают соотношения между скоростями, соответствующими фиксированной стойкости инструмента, при обработке различных материалов. В этом смысле большое значение имеет установление зависимости допускаемой скорости резания от прочностных, теплофизических характеристик обрабатываемого материала.
Эмпирическое определение стойкости инструмента по критерию затупления основано на осреднении интенсивности изнашивания инструмента за период стойкости. Эмпирические зависимости стойкости Т от скорости резания v впервые были использованы для назначения рациональной скорости резания Ф. Тейлором. Опыты проводились при различных, но постоянных в течение всего периода стойкости скоростях резания. Результаты эксперимента аппроксимировались степенной функцией, так называемым уравнением Тейлора:
Tvm = C. (15.3)
График функции (15.3) в координатах с логарифмическими шкалами представляет собой прямую линию lgT + m lgv = lgC .
Степенные функции нашли широкое практическое применение благодаря своей простоте, возможности графической обработки результатов эксперимента и минимизации при этом относительных ошибок аппроксимации во всем диапазоне изменения стойкости. На основе использования степенных функций разрабатывались нормативы режимов резания.
Считается, что степенные функции хорошо аппроксимируют результаты эксперимента при резании сталей в области высоких скоростей резания, т. е. таких скоростей, при которых температура резания приближалась к предельным значениям, характеризующим теплостойкость инструментального материала.
Уравнение (15.3) используется для определения скорости резания vT по заданной стойкости инструмента:
![]() (15.4)
(15.4)
Сопоставление скоростей vT для различных материалов при прочих равных условиях резания используется для характеристики обрабатываемости материалов. В связи с этим скорости резания, допускаемые износостойкостью инструмента, относят к характеристикам обрабатываемости материалов.
Во избежание катастрофического износа и поломок инструмента в связи с пластическими деформациями режущего лезвия необходимо использовать в качестве критериев выбора допускаемой скорости резания интенсивности изнашивания поверхностей инструмента.
Скорости резания, соответствующие конкретному уровню интенсивности изнашивания поверхностей инструмента, будем обозначать v, в частности верхнему уровню интенсивности изнашивания соответствуют наибольшие целесообразные скорости v1, а нижнему (минимальному) уровню – минимальные целесообразные скорости v0 (рис. 15.6).
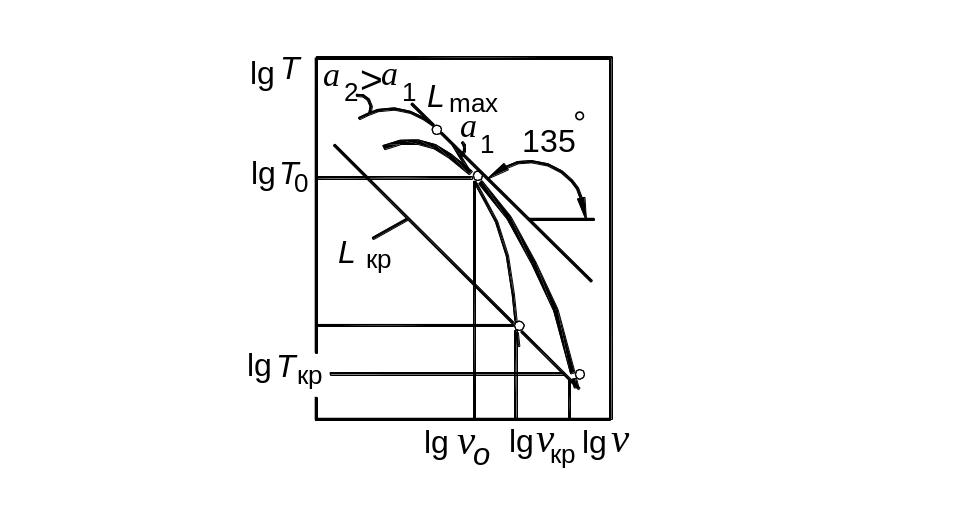
Рис. 15.6. Схема к определению минимальной целесообразной скорости резания по графику T(v) в координатах с логарифмическими шкалами
Работа со скоростями резания, меньшими, чем v0 , нецелесообразна, так как при этом не только уменьшается производительность обработки, но и возрастает расход режущего инструмента.
Одним из недостатков уравнения Тейлора является несоответствие расчетных значений стойкости, экстраполированных на малые скорости резания, фактическим. При уменьшении скорости резания графики зависимостей стойкости от скорости в координатах с логарифмическими шкалами не являются прямыми линиями. С практической точки зрения представляет интерес уменьшение скорости резания лишь до минимальной целесообразной скорости v0, при которой достигаются минимальная средняя интенсивность изнашивания и соответственно максимальный путь резания L*max:
L* = vT = max при T=T(v). (15.5)
В координатах с логарифмическими шкалами соответствующие максимальному пути резания минимальная целесообразная скорость резания v0 и стойкость T0 определяются точкой касания прямой линии с углом наклона 135º к графику T=T(v) (рис. 15.6).
Эти скорости называются оптимальными (по критерию износостойкости инструмента).
Кроме перечисленных выше понятий скорости резания используется понятие скорости v , соответствующей постоянной температуре.
Скорости резания vT, vF , v,ср соответствуют интегральным характеристикам износостойкости (стойкости, площади обработанной поверхности и средней интенсивности изнашивания инструмента), а скорости v, v1 и v0 соответствуют фиксированным интенсивностям изнашивания рабочих поверхностей инструмента, скорость vкр соответствует потере формоустойчивости режущего лезвия.
Обрабатываемые материалы обычно делят на группы обрабатываемости. В пределах каждой группы материалы имеют близкие химический состав, структуру, теплофизические характеристики. Влияние этих факторов на допускаемые скорости резания учитывается эмпирическими константами, постоянными или мало изменяющимися в пределах одной группы обрабатываемости.