Тема з Разработка технологических процессов производства рэс
3.1 Классификация и кодирование технологических операций и переходов
Существуют два способа корректирования технологических процессов:
Разработка типовых или групповых технологических процессов, которые пригодны сразу для изготовления группы однородных по конструктивно-технологическим признакам ДСЕ.
Механизация и автоматизация изготовления ДСЕ на базе специализированного технологического процесса.
Механизация инженерного труда при разработке технологических процессов и изготовлении ДСЕ означает, что часть работ технолога (не творческих) выполняется специальными механизмами, не способными принимать решения.
Автоматизация инженерного труда при разработке технологического процесса и изготовлении ДСЕ означает, что основную часть маршрутной и операционной технологии включая и процесс принятия решения при изготовлении ДСЕ осуществляется специальным технологическим оборудованием на базе ЭВМ в виде программно-аппаратных комплексов.
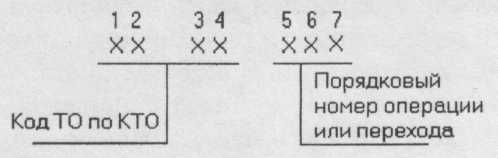
Необходимо условиться, что механизация инженерного труда при разработке новых технологических процессов означает, что часть нетворческой работы технолога, такой как заполнение маршрутной и операционной карт, всевозможных ведомостей применяемости и т. п., выполняется специальными электронными распечатывающими устройствами или периферийными устройствами ЭВМ с применением различных текстовых и графических редакторов. Автоматизация инженерного труда при разработке новых техпроцессов означает, что основную часть маршрутной и операционной технологии, включая и процесс принятия решений, связанных с изготовлением и выбором технологического оснащения деталей, сборочных единиц и изделия РЭС в целом, осуществляют в целом средства, вычислительной техники по специальным программам с учетом информации их по ДСЕ, ранее введенных в память ЭВМ в виде проблемно-ориентированных или специально структурированных баз данных или банков данных. Решение этойзадачи тесно связано с первичной классификацией и кодированием технологической информация, т. е. с кодированием технологических операций и их переходов, а также ДСЕ по конструктивно-технологическому подобию. Также широко применяется классификация и кодирование средств технического оснащения по структурно-функциональным признакам. Такая сквозная конструкторско-технологическая классификация и кодирование ДСЕ, техпроцессов и средств технологического оснащения в настоящий момент применяется в автоматизированных конструкторско-технических средствах. Классификация и кодирование технологических операций в системе ЕС ТПП СССР производится по специальному классификатору технологических операций (КТО), разработанному Госстандартом СССР. КТО включает 25 таблиц, в каждой из которых приведены операции по какому-то одному виду технологий машино- и приборостроении. Каждой операции присвоен начальный четырехзначный код.

Для решения конкретных производственных задач недостаточно использовать только технологические операции. Необходима и дальнейшая детализация на технологические переходы, установы и т. д. входящие в конкретную операцию, если это определяется экономической целесообразностью. Для этого разрабатываются классификаторы операций и переходов: сборка, монтаж, формообразование из пластмасс и т. п. В этом случае структура кода для каждого технологического перехода будет шестизначной, а иногда и семизначной.
Классификация и кодирование технологических операций и переходов обеспечивает в масштабе всей национальной промышленности. При учете разработки проектирования маршрутной и операционной технологии и единообразия ее оформления. Это позволяет передавать технологическую документацию с одного предприятия на другое, где она может быть внедрена бед изменений, либо с минимальной корректировкой.