

КЛЕЕВЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ
Определение клеевого соединения, сущность процесса склеивания. Требования к клеевым материалам
Современная технология одежды включает в себя широкое использование методов клеевого соединения деталей, которые не только дают значительный рост производительности труда, но и улучшают качество обрабатываемых деталей, придавая им формоустойчивость и необходимую жесткость.
Клеевыми называют неразъемное соединение, образующееся в результате взаимодействия клеящего вещества (порошок, клеевая пленка, клеевая нить, паутинка и т.п.) со склеиваемыми материалами химическим способом.
Сущность процесса склеивания с применением термопластичных клеевых материалов заключается в следующем. При нагревании склеиваемых материалов, находящихся под давлением, термопластичный клей при температуре размягчения и плавления переходит в вязкотекучее состояние, благодаря чему проникает в склеиваемые материалы на некоторую часть их толщины, где затем при охлаждении затвердевает и образует клеевой соединение.
Термопластические клеевые материалы при изготовлении одежды применяются в основном в виде термоклеевых прокладочных и кромочных материалов, клеевой паутинки, клеевых нитей, сеток, пленок, порошков, паст.
Термоклеевые прокладочные материалы представляют собой текстильные прокладочные материалы (ткани, трикотажные и нетканые полотна, многозональные материалы), на одну из сторон которых нанесено клеевое покрытие из термопластичных полимеров.
Клеевое покрытие по структуре может быть точечным и сплошным в зависимости от способов нанесения, свойств термопластических полимеров, назначением термоклеевых прокладочных материалов. Материалы с точечным клеевым покрытием значительно эластичнее, чем со сплошным.
Точечное клеевое покрытие бывает регулярным и нерегулярным, соответственно с равномерным и неравномерным распределением точек клея по поверхности материала.
Клеевые соединения должны удовлетворять не только эластическим и технологическим требованиям, обеспечивающим надлежащий товарный вид и необходимые физико-механические свойства одежды, но также они должны быть безвредны для здоровья человека при эксплуатации одежды и уходе за ней, безопасны и технологичны в процессе изготовления швейных изделий; создавать прочные клеевые соединения с достаточной устойчивостью при носке и уходе за изделием; иметь большой температурный диапазон, позволяющий сохранять свои свойства в заданном режиме; должны быть устойчивы к процессам старения и светопогоде; должны быть устойчивыми к воздействию последующих влажно-тепловых обработок, температура плавления клея должна быть такой, при которой не повреждаются склеиваемые поверхности.
Виды клеев и свойства материалов на их основе
В качестве термопластичных полимеров, применяемых для получения клеевых материалов для одежды, используют сополиамиды, полиэтилены, поливинилхлориды и т.п.
Из отечественных сополиамидов в качестве клеев применяют: ПА-54 (ПА-6/6,6); ПА-548 (ПА-6/6,6/6,10) и ПА-12АКР (ПА-12/6/6,6).
Клей ПА-54 используют в виде порошка для получения точечного нерегулярного покрытия методом напыления на прокладочных и кромочных материалах. Однако из-за высокой температуры плавления (165-1750С) клей ПА-54 имеет ограниченное применение.
Клей ПА-548 является сырьем для получения нитей и клеевой «паутинки», а также для получения клеевого порошка, используемого для нерегулярного точечного покрытия на прокладочных и кромочных материалах. Температура плавления клея довольно высокая – 155-1600С.
Клей ПА-12 АКР обеспечивает возможность снижения температуры плавления клея до 1250С, дает соединения повышенной эластичности по сравнению с соединениями, выполненными клеями ПА-54 и ПА-548, а также увеличивает морозостойкость соединений.Его используют для получения клеевых нитей и клеевой «паутинки», порошков, используемых для точечного нерегулярного покрытия и для точечного регулярного покрытия.
Клеевые соединения из сополиамидов имеют хорошую устойчивость к химчистке, к замочкам, но они неустойчивы к стирке.
Полиэтиленовые клеи широко применяются для клеевого покрытия прокладочных материалов, используемых в изделиях, подвергающихся стирке. Эти клеи обладают высокой химической стойкостью к действию воды и стирке, морозостойкостью.
В зависимости от условий и метода полимеризации получают полиэтилен высокого и низкого давления.
Полиэтилены высокого давления применяют для получения сплошного клеевого покрытия на прокладочных материалах и клеевой неориентированной плоскостабилизированной сетки.
Полиэтилены низкого давления используют для получения регулярного и нерегулярного порошкового покрытия на прокладочных материалах, применяемых в качестве прокладок в воротнички, манжеты, планки и др. детали мужских сорочек и иных швейных изделий, часто подвергающихся стирке. Особенностью полиэтиленового клея низкого давления является необходимость использования для склеивания повышенных температур (160-1900С) и высокого давления (0,2-0,5 МПА) между подушками пресса.
Поливинилхлоридный клей (ПВХ) может быть нанесен на прокладочный материал в виде точечного покрытия, применяться в виде пленки или пасты.
Точечные покрытия из ПВХ дают довольно мягкие на ощупь соединения со склеиваемыми материалами, имеют хорошую склеиваемость с плащевыми тканями, трикотажем и тканями, имеющими повышенную чувствительность к увеличению температуры плавления. Однако из-за летучести пластификатора во время склеивания появляется неприятный запах, из-за которого применение ПВХ ограничено.
Клей ПВХ в виде пленки водостоек и поэтому применяется для соединения деталей одежды, подвергающейся стирке или длительному воздействию воды.
Ассортимент современных клеевых материалов
Ассортимент современных клеевых материалов включает в себя кромочные материалы, прокладки на тканой и нетканой основе со сплошным, регулярным и нерегулярным точечным клеевым покрытием, полимерные сетчатые материалы без текстильной основы, клеевые пленки, нити, паутинки и т.п.
Клеевая кромка изготовляется из хлопчатобумажной ткани покрытой с одной стороны полиамидным порошком клея П-54 с размером частиц 0,16-0,5 мм и массой 25-30 г на 1 м2. Ткань разрезают на полоски (ролики) шириной от 5 до 20 мм. Применяют для предохранения срезов от растяжения. Клеевую кромку прикрепляют с помощью утюга с небольшим натяжением порошком клея ПА-54 с размером частиц 0,16-0,5 мм и массой 25-30 г на м2. Ткань разрезают на полоски (ролики) шириной 6-14 мм.
Клеевые прокладочные материалы для прокладок в нижний воротник, лацканы, плечевые накладки изготовляют из бортовой льняной ткани, покрытой с одной стороны порошком клея ПА-54 или П-12/6/66 с размером частиц 0,4-0,8 мм, массой 25-30г на 1м2. Для дублирования деталей изделий из легких шерстяных и полушерстяных тканей и формоустойчивых трикотажных полотен применяют ткань с регулярным клеевым точечным покрытием, покрытую с одной стороны порошком клея ПА-548 или П-12/6/66 с размером частиц 0,4-0,5 мм и массой 15-25 г на 1м2.
В качестве прокладки в воротники, манжеты сорочек и женских платьев рекомендуется воротничковая прокладочная ткань с регулярным точечным полиэтиленовым покрытием, подвергнутая пропитке полиамидной смолой 548; соединения не теряют прочность при многократной стирке; в верхней и легкой одежде – нетканое полотно с клеевым покрытием (прокламелин).
Клеевые прокладочные материалы раскраивают в настилах так же, как и основные ткани. Клеевые прокладки соединяют с деталями изделия на гладильных прессах.
Клеевая нить – это моноволокно толщиной 0,3 и 0,5 мм из полиамидной смолы Па-548, П-12/6/66 для изделий, подвергающихся химической чистке или полиэтилена высокого давления для обработки изделий, подвергаемых стирке. Клеевую нить применяют для незаметного закрепления краев деталей (бортов, лацканов, низа изделия и др.), когда не прокладывается машинная отделочная строчка. Для использования в швейном производстве клеевая нить наматывается на катушку.
При ниточном способе клеевую нить прикрепляют на стачивающих и стачивающе-обметочных машинах. При прикреплении на стачивающих машинах нить может быть пропущена сверху через иглу или намотана на шпульку.
Прикрепление нити термоконтактным способом выполняют на специальных машинах, на которых нить нагревается до температуры размягчения – становится липкой и под давлением роликов приклеивается к ткани и до операции прессования не смещается.
Толщина клеевой нити: для соединения деталей из тяжелых тканей – 0,4+0,05 мм; легких тканей – 0,3+0,03 мм.
Перед выметыванием бортов или заметыванием низа изделия по припуску обтачного шва или подгиба края детали на стачивающей машине 1022-М кл. выполняют челночную строчку, нижняя нитка которой – клеевая нить.
Для закрепления подогнутого края осыпающейся ткани выполняют трехниточную машинную обметочную строчку с одной клеевой нитью. После выметывания или заметывания края деталей закрепляются клеевой нитью на гладильном прессе (параметры прессования такие же, как и клеевых прокладочных материалов).
Клеевая паутинка – волокнистый нетканый материал с хаотическим расположением волокон из расплава полиамидов ПА-548, ПА-12/6/66 или полиэтилена высокого давления, скрепленных между собой. Ширина полотна 0,6-0,9 м, масса 1м2 25-60 г, толщина волокна 25-45х10-6 мкм. Применяется для закрепления подогнутых краев низа изделия брюк и рукавов: сначала полоска материала настрачивается на стачивающей машине, затем заметанный край детали обрабатывается на гладильном прессе.
Клеевая сетка (неориентированная, плоскостабилизированная) изготавливается из полиэтилена высокого давления, имеет ячейки различных размеров и конфигурации, предназначена для формоустойчивой обработки мелких деталей женских, мужских и детских пальто. Для формоустойчмвой обработки крупных деталей швейных изделий. Такая сетка не используется из-за ее высокой термоусадки. Клеевая сетка может применяться для получения различных клеевых соединений.
Клеевая пленка выпускается из полиамида, полиэтилена, поливинилхлорида, лавсана и других термопластичных полимеров. Она предназначена для изготовления и прикрепления аппликаций, для герметизации ниточных швов и получения различных клеевых соединений.
Требования предъявляемые к клеевым соединениям и процессам соединения
Исходя из общих условий эксплуатации одежды и назначения швов, к клеевым соединениям предъявляются следующие основные требования.
Прочность клеевых соединений характеризуется двумя показателями – высокой прочностью при сдвиге и небольшой на расслаивание. Такие соединения как: скрепление деталей прокладок по борту, прокладки по низу рукавов, в разрезе спинки, в нижнем воротнике, внутренние края подбортов не испытывают больших нагрузок, для них можно применять нити клея ПА-548, клеевой полиамидный порошок ПА-54 или клеевую паутинку.
Важное значение имеют эластичность и гибкость клеевых соединений. В большинстве случаев для одежды требуются большая гибкость и малая жесткость соединений. Жесткость соединений зависит не только от свойств самого клея, но и от толщины слоя клея, от жесткости самих прокладочных материалов, структуры клеевого соединения одних материалов с другими (сплошное или несплошное клеевое покрытие). При сплошном покрытии соединение приобретает повышенную жесткость. При соединении деталей с материалами, покрытыми клеем в виде порошка, происходит точечное скрепление в местах расположения частичек клея. В результате соединение получается эластичным.
Водостойкость клеевых соединений определяется устойчивостью к воде и кипячению в мыльно-содовом растворе. Большинство синтетических клеев дает водостойкие швы. Устойчивыми к кипячению являются швы, выполненные с применением поливинилхлоридного клея и полиэтиленоа высокого давления. Однако эти соединения дают высокую жесткость. Поэтому полиэтиленовый клей используют только для нанесения на детали прокладок мужских сорочек, а поливинилхлоридный – при изготовлении погон, петлиц и т.п.
Устойчивость к химической чистке. При химической чистке используют хлористые растворители и тяжелый бензин (уайт-спирит). Соединения, выполненные клеевым порошком ПА-54, устойчивы ко всем органическим растворителям. Следовательно в изделиях, подвергающихся химчистке (пальто, костюмы) целесообразно применять клеи марок П-54М, П-548. Клеевые швы, выполненные с использованием прокладочных материалов с полиэтиленовым покрытием, при действии бензина расслаиваются.
Под действием атмосферных условий (солнечный свет, кислород, воздух, влага, изменения температуры) происходит старение клеевых соединений, в результате чего с течением времени они меняют свои свойства, становясь жесткими, хрупкими, теряя эластичность и прочность. Срок старения полиамидных клеев 3-5 лет, что соответствует срока носки верхней одежды.
Все клеевые соединения отличаются хорошей морозостойкостью.
Существует две группы качества клеевых соединений.
1.Показатели внешнего вида: коробление, расслоение, проникание клеевого вещества на лицевую сторону. Этих показателей не должно быть.
2.Показатели физико-механических свойств: сопротивление расслаиванию (не менее 0,3-0,35 дан/см), жесткость, упругость, несминанемость (дифференцированно по видам материалов), усадка (не более 2%), устойчивость к стирке, химчистке, действию светопогоды (не менее 75%)
Важными параметрами при образовании клеевого соединения являются: температура, давление, время прессования и влажность.
Для осуществления процесса склеивания необходимо знать оптимальную температуру процесса, т.е. температуру, при которой происходит переход клея из пластического состояния в вязкотекучее и не наблюдается нарушения структуры и свойств тканей. Следует различать температуру греющих поверхностей и температуру клеевого шва.
Продолжительность воздействия температуры должна быть такой, чтобы клей был доведен до температуры плавления и стал липким. В случае малого времени прессования пленка клея не успевает нагреться до вязкотекучего состояния и склеивания не происходит. При длительном воздействии температуры швы становятся слишком жесткими вследствие глубокой пропитки тканей клеем.
Под действием давления клей, находящийся в вязкотекучем состоянии, заполняет все впадины. Давление должно обеспечивать плотный контакт склеиваемых поверхностей. При очень сильном давлении на ткани появляются большие ласы, которые трудно ликвидировать.
При увлажнении ниже оптимального будет плохой прогрев пакета материалов, т.к. влага является пластификатором. Повышение влажности приводит к увеличению длительности процесса сушки. На некоторые виды клея (полиэтилена) увлажнение оказывает отрицательное воздействие.
При склеивании прокладочных материалов, покрытых порошком клея, происходит точечное скрепление в местах расположения частичек клея. Благодаря этому структурные элементы ткани большей частью остаются свободными и жесткость клеевого соединения, несмотря на большую жесткость самих клеев, мало отличаются от жесткости ниточных соединений. При этом сохраняется сетчатая структура прокладочной ткани, позволяющая формовать клеевые прокладки так же, как и основные детали изделия за счет изменения угла между нитями основы и утка ткани.
Методы обработки деталей при клеевом соединении
Применение клеевых соединений позволяет выполнять ряд операций последовательно (прокладывание клеевой кромки, паутинки, клеевых нитей), а ряд параллельно (соединение клеевой прокладки с нижним воротником, деталей бортовой прокладки и др.)
Обработка срезов деталей для предохранения их от растяжения
Для предохранения от растяжения и сохранения конструктивных линий по пройме, горловине, по низу спинки (со стороны припуска на подгиб спинки) прокладывают кромку или полоску клеевого прокладочного материала, вырезанного по форме срезов (или по долевой). Прокладки должны входить в швы соединения деталей на 1-2 мм. Клеевую кромку прикрепляют с небольшим натяжением, располагая ее на расстоянии 3-5 мм от срезов деталей.
Клеевые прокладки (кромки) используют для обработки шлицы (разреза). Срез правой шлицы закрепляется клеевой кромкой, клеевую прокладку для левой стороны шлицы соединяют с припуском на обработку шлицы, располагая прокладку до линии сгиба припуска шлицы, а внизу до линии сгиба низа изделия (рис. 2.1).

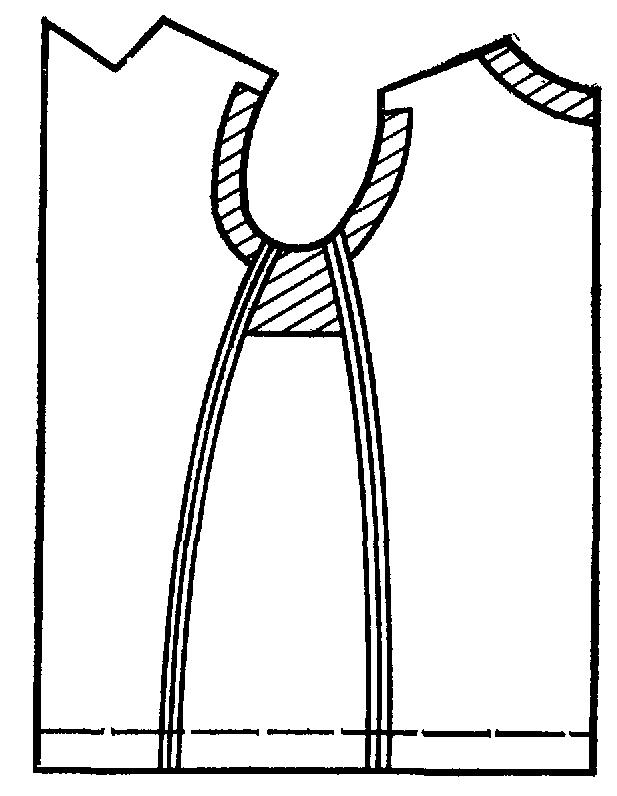
Рис. 2.1 - Расположение клеевых про- Рис.2.2 - Расположение клеевых
кладок на спинке в мужском пальто прокладок по срезам деталей пальто
В отдельных моделях мужских пиджаков и пальто полуприлегающих силуэтов клеевую прокладку прикрепляют к детали отрезной боковой части длиной 100-120 мм вниз от среза проймы (рис.2.2).
Для предохранения края карманов от растяжения в месте разреза входа в карман с изнаночной стороны полочки прокладывают клеевой долевик, так, чтобы линия разреза 1( рис.2.3,а) входа в карман находилась посередине долевика. В некоторых случаях вместо долевика по краям разреза 1(рис.2.3,б) входа в карман прикрепляют кусочки клеевой ткани.
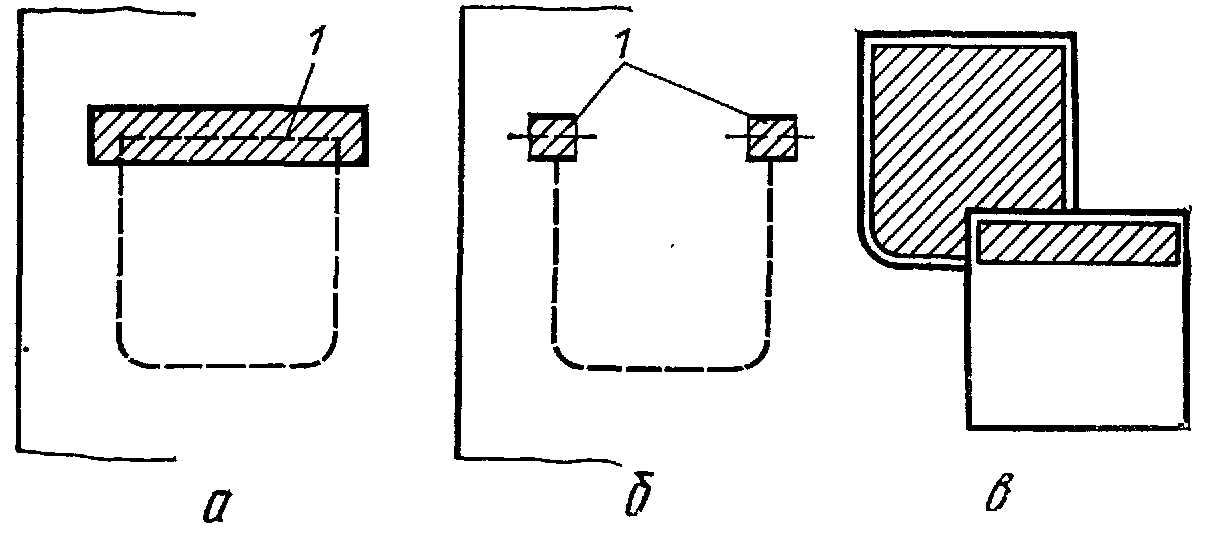
Рис. 2.3 - Закрепление входа в карман
При обработке накладных карманов в одежде, изготавливаемой из тяжелых тканей, прокладка для карманов представляет собой полоску шириной 40-60 мм. Полоску приклеивают к верхней части кармана так, чтобы срез полоски совпадал со срезом верхней части кармана (рис.2.3,в). Если одежда изготавливается из тонких тканей, то клеевую прокладку выкраивают по форме накладного кармана, оставляя припуск на шов по контуру основной ткани.
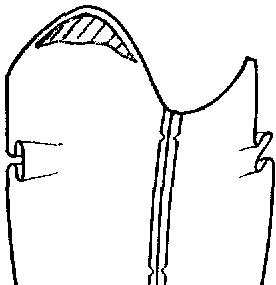
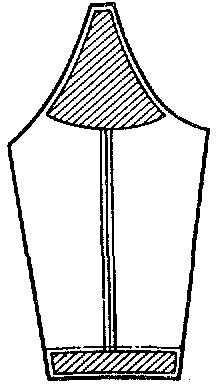
Прокладка с клеевым покрытием, проложенная по участку оката рукава значительно повышает ее несминаемость (рис. 2.4,а). Этот участок выкроенный под углом 450 при втачивании в пройму легко и равномерно насаживается на необходимую величину, имеет красивый внешний вид.
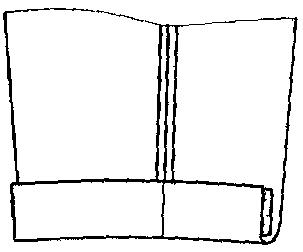
Для придания большей упругости прокладку в низ рукавов располагают со стороны припуска на подгиб по ширине припуска или шире него 5-10 мм. Срезы прокладки могут не доходить до нижнего среза на 10-15 мм, а до линии перегиба низа рукава на 1-2 мм (рис. 2.4,б). В рукавах покроя реглан прокладку приклеивают в верхней части (рис. 2.4,в).
 а
а
 б
б
 в
в
Рис. 2.4- Соединение прокладки с рукавами
Для фиксации подогнутых срезов деталей, особенно при изготовлении пальто и мужских пиджаков применяется клеевая «паутинка».
Для прикрепления края борта пальто и пиджаков, имеющих отрезные или цельнокроенные подборта на первом этапе обработки клеевую «паутинку» прокладывают при выметывании или обтачивании края борта, окончательная фиксация краев борта путем их склеивания происходит при прессовании.
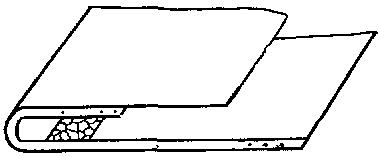
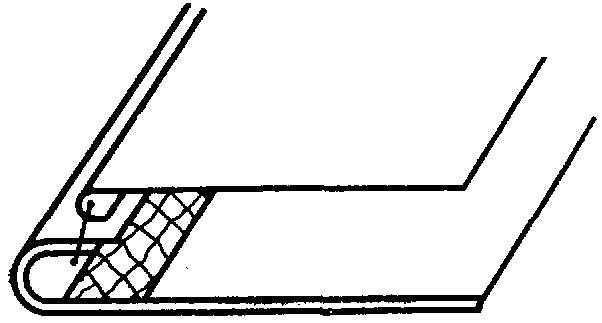
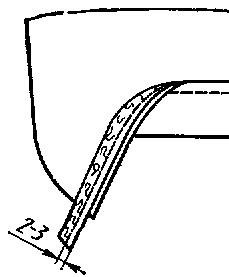
Рис. 2.5- Закрепление клеевой паутинкой а, б - края борта, в - низа
Клеевую «паутинку» шириной 20-25 мм применяют для прикрепления припуска на подгибку низа изделий. «Паутинку» притачивают к припуску на подгиб на стачивающей машине (или обметочной при сыпучих тканях), совмещая срезы «паутинки» и припуска на подгибку и располагая «паутинку» со стороны изнанки припуска. Строчку прокладывают на расстоянии 2-3 мм от среза «паутинки».
Клеевая «паутинка» также используется для прикрепления припуска на подгибку низа рукавов, прикрепления утеплителя к прокладке нижнего воротника, прикрепления концов карманов к полочкам, прикрепление припуска на подгибку в брюках.
Подача «паутинки» для укладывания ее на детали осуществляется из рулона.
Сохранение конфигураций подогнутых краев деталей может осуществляться с помощью клеевой нити, которая применяется для закрепления припусков обтачных швов, при выполнении обтачных швов в «чистый край» и для других операций, связанных с получением потайных швов.
Предварительное прикрепление клеевой нити к детали можно производить двумя способами – ниточным и термоконтактным.
Ниточным способом клеевая нить может быть прикреплена при выполнении строчек на стачивающих, краеобметочных и др. швейных машинах.
Для стачивающих машин клеевая нить может быть заправлена в иглу либо применена в качестве челночной нитки. В обоих случаях необходимо, чтобы х/б нитка имела минимальное натяжение, а клеевая нить – натяжение немного превышающее натяжение х/б нити. Оптимальная частота строчки 2-3 стежка в 10 мм.
Клеевую нить используют на краеобметочных швейных машинах, применяют на операциях, где необходимо обметывание срезов с целью предохранения их от осыпания и прикрепления этих срезов к детали или узлу изделия. В этом случае одна из ниток 3-хниточной цепной обметочной строчки заменяется клеевой нитью, которую заправляют в левый петлитель.
Перед прессованием детали, соединяемые клеевой нитью, «паутинкой» увлажняют до 40-50%, т.е. несколько больше, чем при обычной ВТО.