

3.2 Способ силового вибропроката
Процесс формования изделий на линии осуществляется следующим образом. Смазанные формы подаются с помощью кран-балки на приемный рольганг для укладки нижнего фактурного слоя из цементно-песчаного раствора. После укладки и разравнивании раствора форма движется на виброплощадку под caмоходный арболитоукладчик. В нижней его части имеется разравнивающее устройство, состоящее из скребка и свободно вращающегося валика. В процессе движения арболитоукладчика над формой валик разравнивает насыпаемую смесь и частично уплотняет ее, снижая насыпную высоту, затем укладывается фактурный отделочный слой.
После укладки и разравнивания фактурного раствора и арболитовой смеси заполненная форма подвергается вибрации на виброплощадке в течение 30 с, а затем по рольгангу с помощью цепного механизма подается под калибрующий валик, подвешенный на пружинах и совершающий вибрацию в вертикальной плоскости. Вибрирующий валик укатывает и сжимает смесь по всей ширине изделия в условиях воздействия двусторонней вибрации с вертикально направленными колебаниями, поскольку движущаяся форма с изделием располагается на подпружинном упругом рольганге.
После проработки вибрирующим валиком форма с изделием передается на вибропрокатную секцию. Основной агрегат этой секции гусеничная лента, которая входит внутрь формы и производит плавное, постепенное сжатие и доуплотнение арболитовой смеси под давлением не менее 0,15 МПа в течение 2,5..4 мин при скорости проката 0.67 ... 1,64 м/мин. В результате этой операции снижаются упругие деформации смеси, уменьшается распрессовка до требуемых допусков, фиксация верхней поверхности поверхности проката не требуется. Для регулирования уплотняющего усилия и плавного перехода ленты через торцевые борта и перегородки форм нажимные валики оборудуются специальным контрольно-амортизирующим устройством. Вибрирующий валик и нажимные валики прокатной секции устанавливаются после проверки высоты торцевых бортов.
Ф ормование
изделий данным способом чрезвычайно
сложно, осуществляется оно в три стадии,
требующие сложную регулировку, от
которой зависит качество изделий. [7]
ормование
изделий данным способом чрезвычайно
сложно, осуществляется оно в три стадии,
требующие сложную регулировку, от
которой зависит качество изделий. [7]

Рис. 3.2.1 - Способ силового вибропроката
3 .3 Способ вибропрессования и способ роликового вибропроката
Существуют линии ЛВ-24, ЛВ-125М, ЛВ-129 работающие по способу вибропрессования. Изготовление арболитовых изделий осуществляется в стальных формах с фиксирующими крышками. Форма с уложенными фактурными слоями и арболитом, арматурой и закладными деталями накрывается фиксирующейся крышкой и подается на тележке в вибропрессовальную установку. Под действием вибрации и сжатия гидродомкратов крышка утапливается в форму, уплотняя смесь, и защелкивается. Изделие в форме с зафиксированной крышкой выдерживается в отапливаемом цехе до достижения распалубочной прочности. Недостатки: сложность эксплуатации оборудования, неравномерность укладки фактурного слоя, высокая металлоемкость, ненадежность гидравлических домкратов.
Линия ЛВ-64, работающая по способу роликового вибропроката, разработана с учетом достоинств и недостатков линий ЛВ-24, ЛВ-125М и ЛВ -129. Технология ее работы следующая. Форма с уложенной арматурой и закладными деталями устанавливается на конвейере и перемещается под укладчик нижнего цементно-песчаного раствора. На следующем посту, когда форма располагается под арболитоукладчиком, производится вибрация, в результате которой раствор растекается по днищу формы ровным слоем. После этого форма заполняется арболитовой смесью. Смесь укладывается и первоначально уплотняется вибрацией вровень с бортами формы. Затем форма перемещается по конвейеру на следующий пост, где установлен вибротрамбующий агрегат. Он уплотняет смесь в процессе движения формы на за: данную величину ниже уровня ее бортов. Далее форма перемещается под укладчик верхнего слоя цементно-песчаного раствора. На следующем посту верхний слой раствора с помощью заглаживающего устройства выравнивается до уровня верха бортов формы. На участке между постом заглаживания раствора прессом форма закрывается крышкой, с помощью пресса крышка вдавливается и фиксируется специальными замками. Сформированный пакет с зафиксированной крышкой снимается с конвейера и переносится на пост вызревания и твердения. Уплотнение арболитовой смеси при этом способе осуществляется в три стадии. На первой стадии уплотнение происходит при усадке нижнего слоя раствора и арболитовой массы при помощи вибрации, на второй с помощью вибропрокатного агрегата методом роликового вибропроката (основное уплотнение), на третьей - с помощью пресса (8 форму с изделием впрессовьшается крышка, которая, дополнительно уплотняя арболвтовую массу и верхний слой изделий, фиксирует изделие от распрессовки и обеспечивает получение требуемых геометрических размеров по толщине изделий. Прочность на сжатие изделий, изготавливаемых на такой линии невысока, смесь необходимо доуплотнять в прокатной секции. Также недостаток в ограниченности ширины формуемого изделия длиной самого валка, что затрудняет переход на новую номенклатуру.[7]
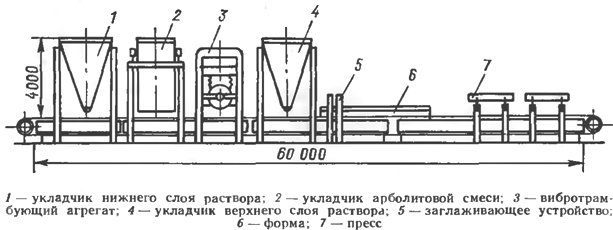
Рис. 3.3.1 Технологическая линия роликового вибропроката