

6.4. Ремонт зубчатых колес.
6.4.1. При ремонте колесных пар у зубчатых колес следует убедиться в отсутствии трещин, предельного износа и других дефектов на зубьях, плотность посадки венцов на ободе и зубчатых колес с пластинчатыми пакетами, кроме того, снять шайбы, проверить износ пазов, перебрать пакеты с заменой негодных пластин и прокладок. Размеры пазов должны соответствовать установленным нормам. Пластинчатые пакеты поставить в пазы с натягом в пределах от 0,4 до 1,0 мм.
Проверить состояние элементов упругих зубчатых колес тепловозов.
6.4.2. При неплановых ремонтах колесных пар в депо боковые шайбы зубчатых колес электровозов следует снять при наличии ослабления пружинных пакетов в том случае, если перемещение венца зубчатых колес по окружности превышает 0,75 мм. При этом, не допускается наличие в пружинных пакетах изломанных пластин. Пружинные пакеты перебрать с заменой негодных пластин и прокладок.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.3. При переборке пластин пакетов соблюдаются следующие условия:
толщина каждого конца прокладки должна быть меньше толщины ее средней части на 1,8 — 2,0 мм:
толщина пластин должна соответствовать нормам допусков:
общая толщина собранного пакета в его средней части должна быть больше полусуммы ширины верхней и нижней части паза центра зубчатого колеса на 0,4 — 1,0 мм. Измерение пакета должно производиться в сжатом состоянии.
6.4.4. Для удобства и быстрого нахождения центра отверстия под заклепку во время сборки шайб на одинаковом расстоянии от центра отверстия под заклепку в обе стороны по диаметру необходимо ставить 2 керна.
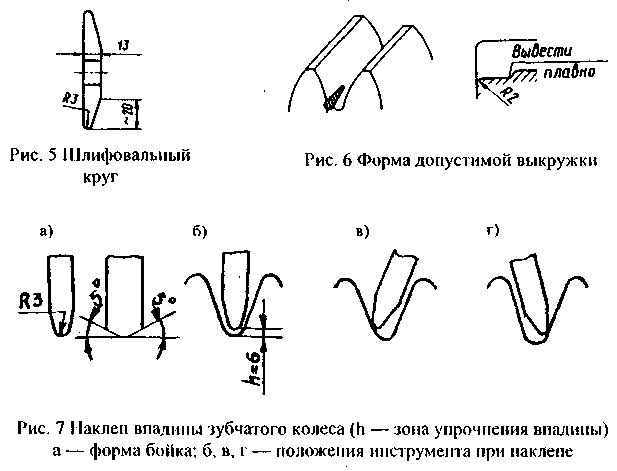
6.4.5. Трещины, которые разрешено устранять согласно п. 5.3.17 настоящей Инструкции, могут выводиться шлифованием вручную абразивным кругом по ГОСТ 2424-83. Абразивные круги следует применять мягкие или средней жесткости (СМ или 2М), зернистостью 20П — 40П. Тип плоский ПП или конический типа 3 ГОСТ 2424-83, заправленный по профилю (рис. 5). Шлифование производить до полного устранения трещин с торца и по длине. Форма выкружки показана на рис. 6. Допускается производить машинную зачистку по всей длине впадины шлифованием или лезвийной обработкой, при этом допустимое уменьшение толщины ножки зуба — не более 3 мм. Переход от обработанной поверхности к впадине должен быть плавным без острых ступенек и заглубления впадины. Допускается обработка всех впадин. После выведения трещин произвести магнитную дефектоскопию зачищенных мест. Допускается обработанные места подвергать упрочнению наклепом с помощью пневматического молотка, оснащенного бойком (рис. 7) или многобойковым наконечником, а также дробенаклепом по технологии, утвержденной в установленном порядке.
6.4.6. При установке зубчатого венца на колесный центр допускается зазор не более 0,1 мм на длине не более 1/3 окружности и увеличение диаметра отверстий под призонные болты не более чем на 2 мм (для электросекций — не более чем на 4 мм).
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.7. При ремонте упругих зубчатых колес тепловозов необходимо проверить диск зубчатого венца магнитным дефектоскопом на наличие трещин. Боковые тарелки проверить методом неразрушающего контроля.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.8. При ремонте разорванные стопорные кольца следует соединить электросваркой.
6.4.9. При ремонте ролики упругих зубчатых колес — проверить на огранку, сколы, трещины.
6.4.10. При разборке упругих зубчатых колес — проверить амортизаторы на наличие перекосов втулок и трещин в резиновом слое.
6.4.11. При наличии других дефектов ремонт элементов упругих зубчатых колес производить в соответствии с требованиями действующих технологических инструкций.