ГБОУ СПО СО «Сухоложский многопрофильный техникум»
ОТЧЁТ по производственной практике
2 курс

Профессия: мастер общестроительных работ
Обучающийся группа 21
______________________________________________________
Сухой Лог 2012г
Оглавление
Введение
1.Технология изготовления центробежно-ударной дробилки.
1.1.Предмет труда.
1.2.Средства труда.
1.3.Технологический процесс сварной конструкции.
1.4.Контроль качества сварных швов.
1.5.Техника безопасности.
Заключение.
Используемая литература.
Введение
Я проходил производственную практику на заводе " Вторичных цветных металлов". Завод организован 1941г, завод занимался выпуском цветных металлов в настоящее время завод выпускает Директор завода: начальник металлургического производства, механик Мой наставником был Первухин Сергей Анотольевич сварщик 6 разряда стаж его работы 20 лет. В свое время он окончил "Сухоложский многопрофильный техникум". Это очень ответственный человек, трудоспособный, понимающий.
Я ………….проходил практику в Сухоложском
Мой цех занимается всевозможным ремонтом автомобилей, к примеру на последней практике я со своим наставником с Чеченовым Эдуардом Валерьевичем ремонтировал ЗИЛ заменяли днище кабины полностью, работы было много но мы её выполнили.
У меня была самая лучшая практика какую можно придумать на ней меня обучили многим технологическим приёмам.
1.Технология изготовления сварной конструкции печи для бани.
1.1.Предмет труда
Моя конструкция называется печь для бани. Она служит для топки бани и нагрева воды.
Название позиций:
1) Гайка
2) Лист 400*600*4
3) Лист 550*600*4
4) Лист 390*550*4
5) Лист 390*550*4
6) Лист 200*390*4
7) Лист 400*600*4
8) Труба 114*3,5
9) Уголок 63*63*5 L=400
10) Труба 25*3,26 L=250
11) Лист 230*258
12) Пятачок 20*150
13) Шарнир 140*24
14) Швеллера 20*2
15) Лист 330*120*3
16) Полоса 20*12*2
17) Полоса 43*12*1
18) Шарнир
19) Лист 450*330
20) Лист 450*90
21) Лист 330*90
Марка стали 14г2аф
Расшифровка стали-
Сталь- 14г2АФ - низколегированная, конструкционная сталь (Гост-1050-74). С содержанием 0.14% углерода, г- марганец содержание легирующей добавки в стали до 0.1% , гелий- Ф-ванадий содержание легирующей добавки в стали до 0.1% , ванадий повышает плотность прочность металла шва, А- с пониженным содержанием серы.
Содержание углерода в стали 0,14 %
Марганца до 0,1% процента углерода
А- с пониженным содержанием фосфора
Ф- ванадий
Класс свариваемости 4
1.2.Средства труда.
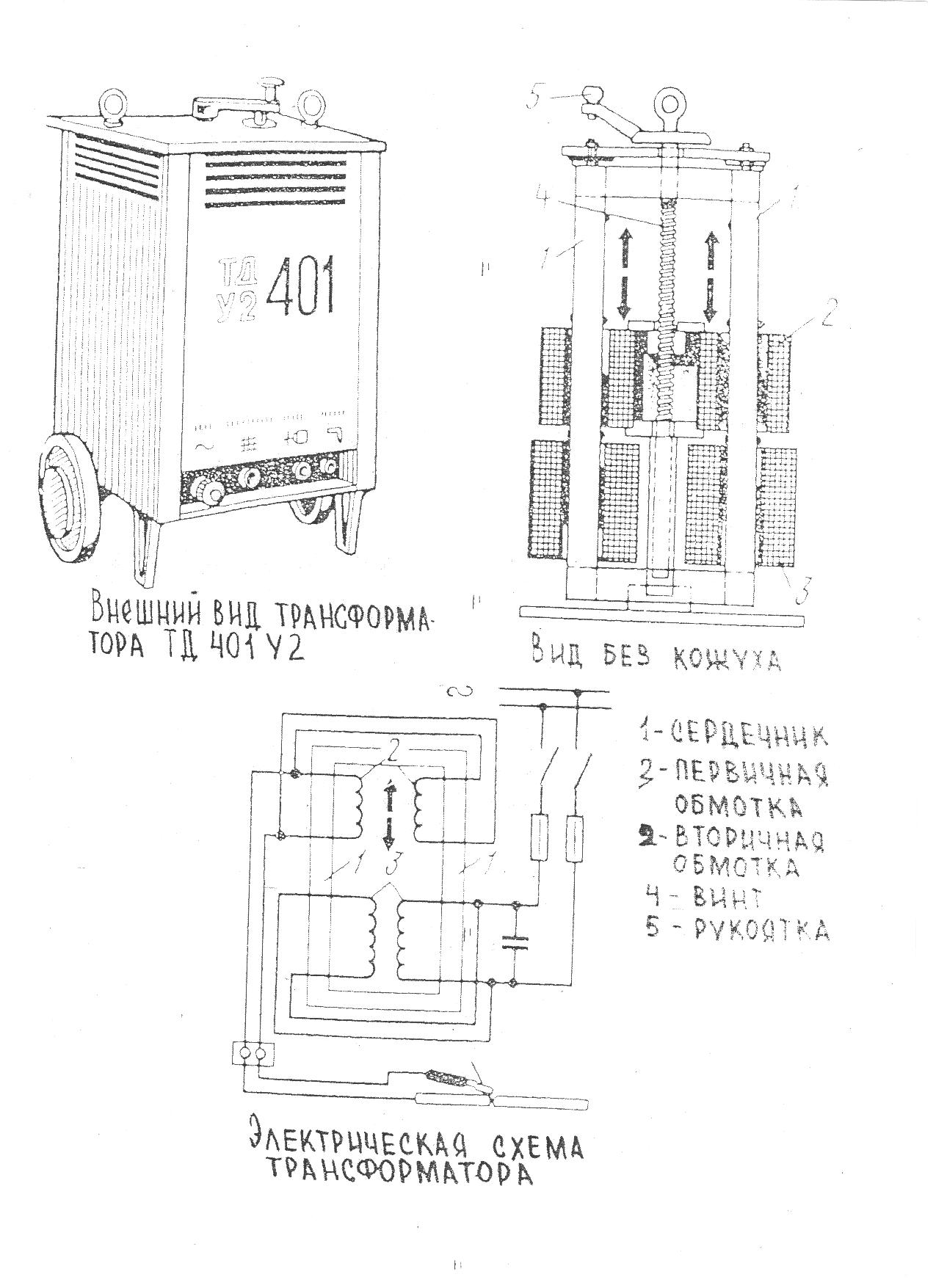
Для выполнения сварочных работ я применил трансформатор ТД-401 У2 и полуавтомат ПДГ-202.
Сварочный трансформатор ТД-401У2
Трансформатор дуговой номинальный ток 400 ампер универсальный 2 модель Вид тока переменный.

Трансформатор ТД -401У2 Состоит
1) Первичной обмотки
2) Вторичной обмотки
3) Корпуса
4) Ручки плавной регулировки тока
5) Ручки грубой регулировки тока
6) Сердечник
7) Клемм низкого напряжения
8) Клемм высокого напряжения
Принцип действия трансформатора
Напряжение из сети подаётся на первичную обмотку вокруг первичной обмотки образуется электромагнитное поле которое воздействует на вторичную обмотку и во вторичной обмотке образуется электрический ток со вторичной обмотки ток поступает на держатель через кабель, при сближении первичной обмотки с вторичной электрический ток во вторичной обмотке увеличивается при удалении друг от друга ток уменьшается.
Применяемые электроды - МТГ- 01К тип электрода Э-50А
Э-50А это удельная прочность на разрыв кг/мм
МТГ-01К Тип Э50А по ГОСТ 9467-75 Аттестованы НИЦ "Мосты", НАКС, сертифицированы Госстандартом России, одобрено Регистром Ллойда (Великобритания) (категория 2YH15) Нормативные документы: ГОСТ 9466-75, ГОСТ 9467-75, ТУ 51-00154325-05-00

Область применения Преимущественно для сварки корневого слоя шва поворотных и неповоротных стыков трубопроводов и других ответственных конструкций из низкоуглеродистых, углеродистых и низколегированных сталей прочностных классов до К60 включительно с нормативным временным сопротивлением разрыву до 589 Н/мм² включительно. Электроды диаметром 3,0 мм предназначаются так же для сварки заполняющих и облицовочного слоёв шва тонкостенных конструкций, включая стыки трубопроводов из сталей прочностных классов до К54 включительно (с нормативным пределом прочности до 539 Н/мм²)
Вид покрытия: |
Основное |
Допустимые пространственные положения: |
Все, кроме вертикального сверху вниз |
Ток и полярность: |
Постоянный (=), прямая или обратная [+/-] |
Рекомендации по сварке (Сила тока, А): |
|
Диаметр, мм |
Положение шва |
||
Нижнее |
Вертикальное |
Потолочное |
|
2,5 |
60-90 |
50-80 |
40-70 |
3,0 |
90-130 |
80-120 |
90-110 |
Химический состав наплавленого металла, %
|
C |
Si |
Mn |
P + S |
минимум |
0,04 |
0,25 |
1,20 |
0,000 |
максимум |
0,08 |
0,50 |
1,45 |
0,035 |
Проволока сварочная 0,8 мм СВ-08Г2С-О (5 кг) Италия предназначен для сварки углеродистых и низкоуглеродистых сталей в СО2 и смеси газов Ar/80%-CO2/20% при этом используются все приимущества сварки в углекислоте и сварочной смеси (отсутствие разбрызгивания, хорошее формирование сварочного шва)
Химический состав: C Si Mn Cr Ni 0,5...0,11 0,70...0,95 1,80...2,10 0,20 0,25
Намотка рядная на пластиковую катушку
Каждая касета (катушка) герметично упакована в полиэтиленовый чехол и картонную каробку.
Вес, кг – 5
Производитель товара "Проволока сварочная 0,8 мм СВ-08Г2С-О (5 кг) ": Италия .
Проволока сварочная СВ-08Г2С-О