

Режим резки
Номер сменного мундштука |
Толщина разрезаемого металла |
Давление кислорода при входе в резак |
Режущего кислорода |
Ацетилена |
Пропан бутана и природного газа |
Ацетилена |
0 |
3-8 |
0,25 (2,5) |
1,3 |
0,6 |
1,25 |
0,4 |
Сварка
Сварка низколегированной стали 14Г2АФ относятся к хорошо свариваемым сталям. Они обладают высокими пластическими свойствами и хорошей сопротивляемостью хрупкому разрушению. Указанные свойства практически не ухудшаются от влияния высоких температур. Поэтому при правильно выбранных сварочных материалах и режиме сварки свойства металла шва и металла около шовной зоны будут одинаковы со свойствами основного металла, т.е. сварное соединение будет равнопрочным со свариваемым металлом. Эти стали можно сваривать практически всеми существующими способами сварки в широком диапазоне режимов, получая высококачественные сварочные швы.
Выбор режима сварки
Толщина металла(мм)
|
d-электрода |
Iсварочное |
U g, в |
Uxx, в |
Род тока |
Тип Электрода |
Марка электродов |
V-сварки |
Lg мм |
Прихватки |
3 |
90-105А |
25-30 |
65-70 |
Переменный |
Э-50А |
МТГ -01к |
3-8м/ч |
2-4,4 |
5-8 |
4 |
160-180А |
25-30 |
65-70 |
Переменный |
Э-50А |
МТГ-01к |
3-8м/ч |
2,5- 5,5 |
Выбор режима сварки на полуавтоматах
Толщина металла |
Диаметр проволоки |
Сварочный ток А |
Напряжение на дуге |
Скорость подачи проволоки м/ч |
Вылет проволоки мм |
Скорость сварки м/ч |
Расход газа м/мин |
Род и полярность тока |
2-3 |
0,8 |
110-130 |
20-25 |
300-350 |
12-15 |
14-16 |
9-12 |
Обратной полярност |
Сварку всех швов производим без предварительного подогрева, катет шва 6мм. В моей конструкции присутствуют угловые , стыковые и нахлёсточные соединения.
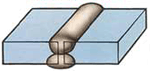
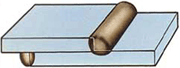
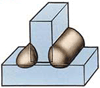
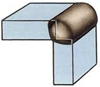
Сварное соединение - неразъемное соединение деталей, выполненное сваркой. В металлических конструкциях встречаются следующие основные типы сварных соединений:
|
|
|
|||||||||||||||
|
|
|
|
|
|
|||||||||||
|
Классификация сварных швов
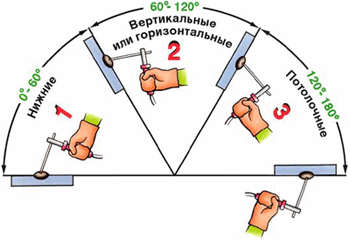
Сварной шов - участок сварного соединения, образовавшийся в результате кристаллизации (затвердевания) расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. Сварные швы подразделяются: - по положению в пространстве - по протяженности - по отношению к направлению действующих усилий - по форме наружной поверхности (выпуклости сварного шва) - по условиям работы сварного узла - по ширине - по числу проходов (слоев) - по характеру выполнения Сварку своего изделия произвожу во всех пространственных положениях. Классификация по положению в пространстве
Сварка швов в нижнем положении по сравнению со сваркой других швов наиболее удобна и экономична (при прочих равных условиях). Печь для бани выполняется короткими , средними и длинными швами. По протяженности швы делятся на короткие (до 300 мм), средней длины (300-1000 мм) и длинные (более 1000 мм). Короткие швы сваривают от начала до конца в одном направлении. Швы средней длины сваривают участками (1-6) от середины к концам шва или обратноступенчатым способом. Длину участков подбирают таким образом, чтобы каждый из них можно было сварить целым числом электродов. Для сварки длинных швов также применяют обратноступенчатый способ, который дает возможность хорошо проплавить начальные участки швов и уменьшить коробление изделия. Для наложения длинных швов большой толщины используют способ сварки «горкой» или «каскадом». При сварке «горкой» на участке длиной 200-300 мм накладывают первый слой шва в середине. Затем, отступив на 200-300 мм от его начала, заваривают этот отрезок до начала первого слоя, перекрывают первый слой и заканчивают сварку на расстоянии 200-300 мм от конца первого слоя.В таком же порядке располагают все последующие слои до достижения одним из них расчетной толщины шва. После этого подваривают уже более короткие отрезки на участках, не имеющих еше расчетной толщины шва.При сварке «каскадом» отрезок первого слоя длиной 200-300 мм накладывается в конце шва. После этого сварка выполняется в последовательности, аналогичной сварке «горкой».
|
|
 в
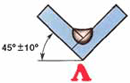
лодочку
в
лодочку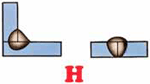 нижнее
нижнее полугоризонтальные
полугоризонтальные горизонтальные
горизонтальные полувертикальные
полувертикальные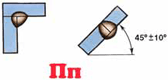 полупотолочные
полупотолочные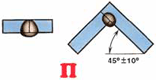 потолочные
потолочные