

CAM. ADEM Руководство пользователя
.pdf06982859.0001.90 02 |
ADEM CAM |
Длина
Длина режущей части инструмента.
Угол
Для пуансона: Угол ориентации пуансона относительно положительного направления оси X. Значение угла должно быть задано с точностью до четвертого знака после запятой.
Для фрезы: Угол конической фрезы. Для задания цилиндрической фрезы необходимо установить данный параметр равным 0. Значение угла должно быть задано с точностью до четвертого знака после запятой.
R Скругл.
Для пуансона: Радиус скругления углов прямоугольного пуансона. Для фрезы: Радиус скругления на торце фрезы.
11.2.6Размер
Для задания размера инструмента используется один из параметров: радиус, диаметр, ширина (для резца) или сечение (для пуансона).
Радиус
Чтобы задать радиус инструмента, выберите тип параметра Радиус и введите соответствующее значение в поле диалога в группе Размер. Для токарного резца задается величина радиуса при вершине.
Диаметр
Чтобы задать диаметр инструмента, выберите тип параметра Диаметр и введите соответствующее значение в поле диалога в группе Размер. Диаметр сверла устанавливается автоматически равным диаметру первой окружности, указанной при задании КЭ Отверстие.
Сечение
Чтобы задать размер сечения прямоугольного пуансона, выберите тип параметра Сечение и введите размер по координате X в левое поле, и размер по координате Y в правое поле в группе
Размер.
Ширина
Чтобы задать ширину прорезного (отрезного) резца, выберите тип параметра Ширина и и введите
ADEM : Руководство пользователя |
241 |

ADEM CAM |
06982859.0001.90 02 |
соответствующее значение в поле диалога в группе Размер. Знак определяет положение настроечной точки резца в соответствии с направлением осей координат.
ADEM CAM позволяет Вам задавать форму режущей кромки токарного резца, используя 2D контур, записанный в библиотеку фрагментов. Чтобы получить дополнительные сведения о задании режущей кромки токарного резца, смотрите раздел «Задание формы режущей кромки».
11.2.7Корректоры
Параметры, расположенные в группе Корректоры, позволяют Вам задавать корректоры по X, Y и Z осям, а также радиусный корректор.
По оси X
Чтобы задать номер линейного корректора по оси Х, введите соответствующее значение в поле По
оси X.
По оси Y
Чтобы задать номер линейного корректора по оси Y, введите соответствующее значение в поле По
оси Y.
По оси Z
Чтобы задать номер линейного корректора по оси Z, введите соответствующее значение в поле По
оси Z.
Радиусный
Чтобы задать номер радиусного корректора, введите соответствующее значение в поле Радиусный. Включение коррекции на радиус инструмента формируется автоматически при выполнении перехода Фрезеровать с включенным параметром Коррекция R.
11.2.8Вылет
Все перемещения система формирует и выдает в управляющую программу для настроечной точки инструмента с учетом вылета. Величина вылета указывается со знаком “+”, если режущая кромка смещена от настроечной точки в положительном направлении соответствующей оси, в противном случае со знаком “-”.
242 |
ADEM : Руководство пользователя |
06982859.0001.90 02 |
ADEM CAM |
По оси X
Чтобы задать величину вылета инструмента по оси Х, введите соответствующее значение в поле
По оси X.
По оси Y
Чтобы задать величину вылета инструмента по оси Y, введите соответствующее значение в поле
По оси Y.
По оси Z
Чтобы задать величину вылета инструмента по оси Z, введите соответствующее значение в поле
По оси Z.
11.3Технологическая команда «Начало цикла»
Технологическая команда «Начало цикла» задает положение начала цикла (настроечной точки инструмента) в пользовательской системе координат. За настроечную точку инструмента принимают либо базовую точку шпинделя или резцедержателя, либо вершину какого-либо участвующего в обработке, или фиктивного инструмента.
Всистеме реализовано три способа задания положения начала цикла (НЦ):
•номером системы координат;
•номерами корректоров с координатами положения инструмента;
•значениями координат по каждой оси.
Первые два способа задают положение инструмента неявно. Способ установки начала цикла детали зависит от типа станка и системы ЧПУ, а также от того, в какой системе координат, абсолютной или относительной, формируются перемещения инструмента. Неявный способ задания положения начала цикла допускается только при перемещениях в абсолютной системе координат станка.
При явном способе установки нуля в управляющую программу (УП) выдаются команда установки нуля и координаты положения инструмента. При неявном способе - только команда установки нуля, а координаты положения инструмента определяются значением корректоров или считываются из памяти.
Технологическая команда «Начало цикла» может задаваться многократно для переопределения координат положения инструмента, например, при обработке корпусных деталей, и должна предшествовать первому перемещению, заданному относительно вновь определяемого начала отсчета.
11.3.1 Задание начала цикла
1. Нажмите кнопку «Начало цикла»  на панели инструментов «Технологические команды». Появиться диалог «Начало цикла».
на панели инструментов «Технологические команды». Появиться диалог «Начало цикла».
2. Задайте начало цикла, используя один из трех методов.
3. Нажмите кнопку OK. Будет создан технологический объект «Начало цикла». Название ТО появится в информационной строке (ТО: # Начало цикла).
11.3.2 Параметры ТК «Начало цикла»
В системе реализовано три способа задания положения начала цикла (НЦ): номером системы координат, номерами корректоров и значениями координат по каждой оси.
ADEM : Руководство пользователя |
243 |
ADEM CAM |
06982859.0001.90 02 |
11.3.2.1 Задание положения начала цикла номером системы координат
Чтобы задать положения начала цикла номером системы координат:
1.Выберите Номер СК.
2.В поле Номер задайте номер системы координат (G53-G59), по которому ЧПУ выбирает из памяти координаты текущего положения настроечной точки инструмента.
11.3.2.2 Задание положения начала цикла номерами корректоров
Для задания положения начала цикла этим способом необходимо задать номера корректоров, в которые заносятся координаты положения инструмента. Чтобы задать положения начала цикла номерами корректоров:
1.Выберите Корректоры.
2.В поле Ось X задайте номер корректора по оси X.
3.В поле Ось Y задайте номер корректора по оси Y.
4.В поле Ось Z задайте номер корректора по оси Z.
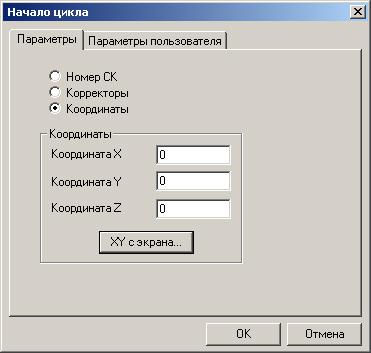
11.3.2.3 Явное задание положения начала цикла
Для задания положения начала цикла этим способом необходимо задать значения координат по каждой оси:
1.Выберите Координаты.
2.Чтобы задать координаты X и Y, выполните одно из действий:
•Введите значение координаты X в поле Координата X и значение координаты
Y в поле Координата Y.
•Нажмите кнопку XY с экрана и укажите точку начала цикла на экране. Система определит X и Y координаты указанной точки и занесет их значения в соответствующие поля.
3.Введите значение координаты Z в поле Координата Z .
244 |
ADEM : Руководство пользователя |
06982859.0001.90 02 |
ADEM CAM |
11.4Технологическая команда «Безопасная позиция»
Безопасная позиция - это точка или плоскость, куда отводится инструмент перед сменой, перед поворотом детали в рабочем пространстве станка, перед сменой стола спутника, а также по команде ОТВОД.
Если безопасная позиция не задана, то за безопасную позицию принимается точка начала цикла.
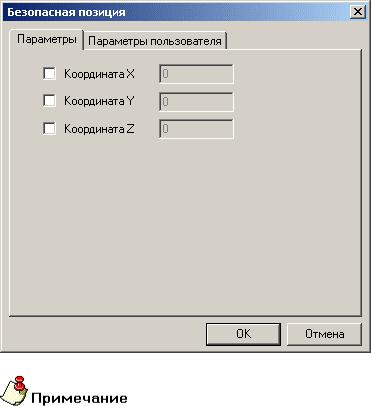
11.4.1Задание Безопасной позиции
1.Нажмите кнопку «Безопасная позиция»  на панели инструментов «Технологические команды». Появиться диалог «Безопасная позиция».
на панели инструментов «Технологические команды». Появиться диалог «Безопасная позиция».
2.Чтобы задать X координату безопасной позиции, поставьте флажок Координата X и введите нужное значение в поле справа.
3.Чтобы задать Y координату безопасной позиции, поставьте флажок Координата Y и введите нужное значение в поле справа.
4.Чтобы задать Z координату безопасной позиции, поставьте флажок Координата Z и введите нужное значение в поле справа.
5.Нажмите кнопку OK. Будет создан технологический объект «Безопасная позиция». Название ТО появится в информационной строке (ТО:# Безопасная позиция).
11.5 Технологическая команда «Плоскость холостых ходов»
Плоскость холостых ходов (ПХХ) - это плоскость, по которой выполняются холостые перемещения инструмента при переходе от одного конструктивного элемента к другому. Перемещение на холостом ходу через действующую ПХХ формируется следующим образом:
 по кратчайшему расстоянию из конечной точки обработки в ПХХ;
по кратчайшему расстоянию из конечной точки обработки в ПХХ;
 по кратчайшему расстоянию в новую точку на ПХХ;
по кратчайшему расстоянию в новую точку на ПХХ;
 по кратчайшему расстоянию из ПХХ в начальную точку обработки следующего КЭ.
по кратчайшему расстоянию из ПХХ в начальную точку обработки следующего КЭ.
ADEM : Руководство пользователя |
245 |

ADEM CAM |
06982859.0001.90 02 |
Если в станке не реализовано перемещение на холостом ходу по двум координатам одновременно, система автоматически разобьет данное перемещение на два.
 Если в станке не реализовано перемещение на холостом ходу по двум координатам одновременно, система автоматически разобьет данное перемещение на два.
Если в станке не реализовано перемещение на холостом ходу по двум координатам одновременно, система автоматически разобьет данное перемещение на два.
 Если ПХХ не задана, инструмент будет перемещаться на холостом ходу от одного конструктивного элемента к другому по кратчайшему расстоянию.
Если ПХХ не задана, инструмент будет перемещаться на холостом ходу от одного конструктивного элемента к другому по кратчайшему расстоянию.
 При смене инструмента происходит автоматическое отключение установленной плоскости холостых ходов.
При смене инструмента происходит автоматическое отключение установленной плоскости холостых ходов.
11.5.1 Задание плоскости холостых ходов
1. |
Нажмите кнопку «Плоскость холостых ходов» |
на панели инструментов |
|
«Технологические команды». Появиться диалог «Плоскость холостых ходов». |
|
2. |
Задайте параметры плоскости холостых ходов. |
|
3. |
Нажмите кнопку OK. Будет создан технологический объект «Плоскость холостых ходов». |
|
|
Название ТО появится в информационной строке (ТО:# Плоскость холостых ходов). |
|
11.5.2 Параметры плоскости холостых ходов
Параметры плоскости холостых ходов задаются в диалоге «Плоскость холостых ходов».
Модальная команда.
Чтобы ПХХ действовала на всех переходах до ее отмены или переопределения, необходимо
установить флажок Модальная команда. Если такой флажок не установлен, то ПХХ будет
246 |
ADEM : Руководство пользователя |
06982859.0001.90 02 |
ADEM CAM |
действовать только до первого перехода.
вкл./выкл.
Чтобы задать положение плоскости холостых ходов, поставьте флажок вкл./выкл. . Если флажок не установлен, то плоскость холостых ходов считается выключенной. В этом случае, инструмент будет перемещаться на холостом ходу от одного КЭ к другому по кратчайшему расстоянию.
параллельно плоскости XY
Плоскость холостых ходов располагается параллельно плоскости XY на заданной Z координате.
параллельно плоскости XZ
Плоскость холостых ходов располагается параллельно плоскости XZ на заданной Y координате.
параллельно плоскости YZ
Плоскость холостых ходов располагается параллельно плоскости YZ на заданной X координате.
Координата Z
Высота плоскости холостых ходов.
11.6Технологическая команда «Перезахват»
Перезахват - команда используется при проектировании обработки для прессов с ЧПУ (если она на них реализована). Команда предназначена для перезахвата крупногабаритной детали, которая выходит за границы рабочей зоны станка по оси X.
11.6.1Формирование технологической команды «Перезахват»
1.Нажмите кнопку «Перезахват»  на панели инструментов «Технологические команды». Появиться диалог «Перезахват».
на панели инструментов «Технологические команды». Появиться диалог «Перезахват».
2.Задайте параметры плоскости холостых ходов.
3.Нажмите кнопку OK. Будет создан технологический объект «Перезахват». Название ТО появится в информационной строке (ТО:# Перезахват).
11.6.2Параметры технологической команды «Перезахват»
Параметры перезахвата задаются в диалоге «Перезахват».
ADEM : Руководство пользователя |
247 |

ADEM CAM |
06982859.0001.90 02 |
Координата X
Чтобы задать X координату точки прижима детали, введите нужное значение в поле Координата X.
Координата Y
Чтобы задать Y координату точки прижима детали, введите нужное значение в поле Координата Y.
XY с экрана
Нажмите кнопку XY с экрана и укажите точку прижима детали на экране. Система определит X и Y координаты указанной точки и занесет их значения в соответствующие поля.
Смещение
Чтобы задать смещение системы координат станка по оси X, введите нужное значение в поле
Смещение.
11.7Технологические команды “Стоп” и “Останов”
Команда Стоп программно останавливает работу станка. При этом происходит выключение шпинделя и СОЖ. Для продолжения работы необходимо вмешательство оператора. При продолжении работы функции шпинделя и СОЖ восстанавливаются.
Команда Останов отличается от команды Стоп тем, что она отрабатывается в зависимости от положения специального переключателя на пульте УЧПУ.
Команды Стоп и Останов могут быть заданы только для тех станков, у которых реализованы данные функции.
11.7.1Формирование технологической команды «Стоп»
1.Нажмите кнопку «Стоп»  на панели инструментов «Технологические команды».
на панели инструментов «Технологические команды».
Появиться запрос «Установить команду Стоп?».
2.Нажмите кнопку Да. Будет создан технологический объект «Стоп». Название ТО появится в информационной строке (ТО:# Стоп).
248 |
ADEM : Руководство пользователя |

06982859.0001.90 02 |
ADEM CAM |
11.7.2Формирование технологической команды «Останов»
1.Нажмите кнопку «Останов»  на панели инструментов «Технологические команды».
на панели инструментов «Технологические команды».
Появиться запрос «Установить команду Останов?».
2.Нажмите кнопку Да. Будет создан технологический объект «Останов». Название ТО появится в информационной строке (ТО:# Останов).
11.8Технологическая команда «Отвод»
При выполнении команды Отвод система формирует в УП последовательность команд перемещения инструмента из текущего положения в безопасную позицию.
11.8.1Формирование технологической команды «Отвод»
1.Нажмите кнопку «Отвод»  на панели инструментов «Технологические команды».
на панели инструментов «Технологические команды».
Появиться запрос «Установить команду Отвод?».
2.Нажмите кнопку Да. Будет создан технологический объект «Отвод». Название ТО появится в информационной строке (ТО:# Отвод).
11.9Технологическая команда «Аппроксимация»
Технологическая команда «Аппроксимация» применяется для задания точности обработки последующих ТО. При этом в текущем проекте создается технологический объект Аппроксимация.
11.9.1 Формирование технологической команды "Аппроксимация"
1.Нажмите кнопку "Аппроксимация"  на панели инструментов "Технологические команды". Появиться диалог "Аппроксимация".
на панели инструментов "Технологические команды". Появиться диалог "Аппроксимация".
2.В поле Значение введите значение аппроксимации.
3.Нажмите кнопку OK.
4.Будет создан технологический объект ”Аппроксимация”. Название ТО появится в информационной строке (ТО:# ”Аппроксимация”).
11.10Технологическая команда «Поворот»
Команда Поворот задает угол поворота оси шпинделя вокруг одной, двух или трех (одновременно) осей вращения текущей системы координат детали.
В зависимости от типа станка поворот обеспечивается, либо за счет поворота детали относительно оси шпинделя, либо за счет поворота оси шпинделя относительно детали.
11.10.1 Формирование технологической команды «Поворот»
1.Нажмите кнопку «Поворот»  на панели инструментов «Технологические команды». Появиться диалог «Поворот».
на панели инструментов «Технологические команды». Появиться диалог «Поворот».
2.Задайте параметры поворота.
ADEM : Руководство пользователя |
249 |

ADEM CAM |
06982859.0001.90 02 |
3.Нажмите кнопку OK. Будет создан технологический объект «Поворот». Название ТО появится в информационной строке (ТО:# Поворот).
11.10.2 Параметры технологической команды «Поворот»
Параметры поворота задаются в диалоге «Поворот».
Абсолютный
Поворот на абсолютный угол.
Относительный
Поворот на заданное угловое приращение.
Ось А
Для поворота вокруг оси А установите флажок Ось А и задайте угол поворота вокруг оси в поле справа.
Ось В
Для поворота вокруг оси В установите флажок Ось В и задайте угол поворота вокруг оси в поле справа.
Ось С
Для поворота вокруг оси С установите флажок Ось С и задайте угол поворота вокруг оси в поле справа.
11.11Технологическая команда «Комментарий»
Технологическая команда «Комментарий» применяется для вставки комментария в маршрут обработки и управляющую программу. При этом в текущем проекте создается технологический объект ”Комментарий”.
250 |
ADEM : Руководство пользователя |