

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТВЕРСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущие станки и инструменты курсовая работа по курсу Режущий инструмент
Автор проекта (работы) Калугин И.В.,
подпись, инициалы, фамилия
Специальность 2101 АТПП(м)
номер, наименование
Обозначение курсовой работы КР-РИ-2101-04
Группа АТПП(М)0301
Руководитель работы Рыков С.П.
подпись, дата инициалы, фамилия
Работа защищена Оценка
Члены комиссии:
подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
Тверь 2004г.
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТВЕРСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра металлорежущие станки и инструменты Задание на курсовую работу
Студенту ______Калугин И.В._____Код____2101___Группа____АТПП(м)0301__
1. Тема работы: "Проектирование специального режущего инструмента".
2. Срок представления работы к защите:___________ __
3. Исходные данные для проектирования:
–– Спроектировать фасонный призматический резец ( Вариант № 5 ).
–– Спроектировать круглую протяжку ( Вариант № 12 ).
–– Спроектировать червячно-модульную фрезу ( Вариант № 11 ).
4. Перечень графического материала: Рабочие чертежи призматического фасонного резца, круглой протяжки, червячно-модульной фрезы.
Руководитель работы: Рыков С.П.
Задание принял к исполнению: Калугин И.В..
Тверь 2004г.
Оглавление
1. Расчет фасонного призматического резца. 4
2. Расчет круглой протяжки 7
3. Расчет червячно-модульной фрезы 11
5. Библиографический список 13
6. Графическая часть 14
Расчет фасонного призматического резца
Фасонные резцы применяются для точения из прутка деталей в виде тел вращения с фасонными профилями. Главное преимущество фасонных резцов – высокая производительность, точность и стабильность размеров и формы обрабатываемых деталей. Наибольшее распространение получили круглые и призматические резцы с осью, или базой крепления, параллельной оси детали. Исходными параметрами при проектировании резцов являются материал, твердость и размеры деталей, допуски и размеры, шероховатость обрабатываемых поверхностей, режимы резания (скорость и подача).
По форме конструирования резцы делятся на:
круглые
призматические
стержневые
Исходные данные:
Заготовка из сортового проката круглого поперечного сечения по ГОСТ 2590-71 диаметром 25 мм, материал заготовки – сталь 40Х с пределом прочности σв = 850 МПа. Деталь обрабатывается с проточной канавкой под отрезание.
Требуется обработать деталь (Рис.1) фасонным призматическим резцом (вид резца задан преподавателем).

Рис.1 Эскиз изготавливаемой детали
Расчет
Режущая часть инструмента выполняется из быстрорежущей стали Р18. Для экономии быстрорежущей стали, резец выполняется составным неразъемным, сваренным с помощью контактной сварки оплавлением. Крепежную часть призматического резца изготавливается из стали 40Х.
Задний угол α для призматических резцов принимают в пределах 120…150, передний угол γ назначают в зависимости от твердости обрабатываемого материала.
В нашем случае принимаем задний угол α = 150, и передний угол γ = 150, т.к. обрабатываемый материал - сталь 40Х с пределом прочности σв = 850 МПа.
Наибольшая глубина профиля детали, т.е. полуразность диаметров:
t = (dmax - dmin)/2 = (22-10)/2 = 6 мм.
Габаритные размеры резца (Рис.2) приведены в Таблице:
Таблица 1
-
t
B
H
E
A
F
d
M
6-10
19
75
6
25
15
6
34,46
где B,H,E,A,F – размеры резца;
d – диаметр ролика;
M – размер хвостовика.
Размер вставки режущей части выведем по формулам:
Ширина вставки G = t + (5…7) = 13мм.
Высота вставки J = H – L/2 = 53мм.
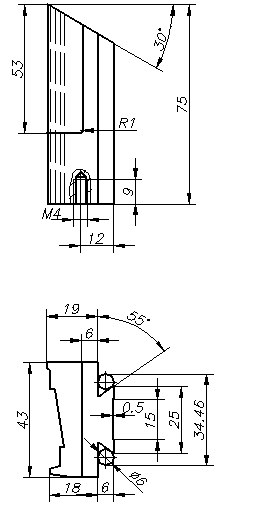
Рис.2 Габаритные размеры резца
Для крепления резца на станке, на тыльной стороне, по центру длины резца необходимо сделать отверстие под винт М4.
Общая длина резца (Рис.3):
L = l + l1 + l2 + l3 + l4 + l5 = 36 + 2+ 1 + 1 + 2+ 1 = 43 мм.
Где l – длина детали, равная l = 1.5D = 36 мм.
l1, l2 – длины технологической кромки. l1 принимаем равным 2 мм, l2 принимаем равным 1мм, т.к. фаска равна 1 мм.
l2, l3, l4 – длины буртика. l2 принимаем равным 1 мм, l3 – 2 мм, l4 – 1мм.
Из-за наличия передних и задних углов профиль резца в его осевом сечении будет отличаться от профиля детали в осевом сечении. Для обеспечения необходимой точности фасонного профиля детали, высотные размеры профиля необходимо корректировать. Осевые размеры не искажаются.
Корректировку профиля производим по характерным точкам 1-4 (Рис.4)
На Рис.4 известны следующие изображенные величины:
Радиусы различных элементов детали: r1 = 5 мм, r2 = 7 мм, r3 = 9 мм, r4 = 11 мм.
Задний угол α = 150
Передний угол γ = 150

Рис.3 Параметры режущей кромки
Из прямоугольного Δ ОдА1 вычислим:
катет ОдА. Очевидно, ОдА = r1*sin γ = 5*sin150 = 1.294 мм.
катет А1. А1= r1*cos γ = 5*cos150 = 4.83 мм.
Рассмотрим прямоугольный Δ ОдА2:
Sin φ1 = ОдА/r2 = 1.294/7 = 0.18487. Отсюда φ1 = 10.6540.
A2 = r2*cosφ1 = 7*cos10.650 = 6.88 мм.
1-2 = A2 – A1 = 6.88 - 4.83 = 2.05 мм.
Рассмотрим прямоугольный Δ ОдА3:
Sin φ2 = ОдА/r3 = 1.29/9 = 0.14379. Отсюда φ2 = 8,2670.
A3 = r3*cosφ2 = 9*cos8.270 = 8.906 мм.
1-3 = A3 – A1 = 8.906 - 4.83 = 4.076 мм.
Рассмотрим прямоугольный Δ ОдА4:
Sin φ3 = ОдА/r3 = 1.29/11 = 0.11765. Отсюда φ3 = 6.7560.
A4 = r2*cos φ3 = 11*cos6.750 = 10.924 мм.
1-4 = A4 – A1 = 10.924 – 4.83 = 6.094 мм.
Очевидно, по построению, угол ε = 900 – α – γ = 900 - 150 - 150 = 600.
Рассмотрим прямоугольный Δ 1Н12
Н12 = 1-2*sinε = 2.05*sin600 = 1.775 мм.
Рассмотрим прямоугольный Δ 1Н23
Н23 = 1-3*sinε = 4.076*sin600 = 3.531 мм.
Рассмотрим прямоугольный Δ 1Н34
Н34 = 1-4*sinε = 6.094*sin600 = 5.278 мм.
Допуски выбираем из [4]
Точка 3” делит отрезок 2’-4’ на равные части (т.к. отрезок 2-3 = 3-4)
На листе 1 представлен чертеж расcчитанного фасонного призматического резца.