

Выдача очков
Очки выдаются заказчику при предъявлении квитанции.
Предварительно проверяется соответствие изготовленных очков записям на пакет-заказе.
Производится проверка положения очков на лице и голове заказчика, при необходимости выполняется выправка рамки, носоу-поров и заушников (рис. 33).
Если возникает дискомфорт при пользовании очками, необходимо выяснить причину.
Вначале проверяют очки на соответствие рецепту (значения задних вершинных рефракций каждой линзы, расстояние между оптическими центрами линз). Отклонение измеренных параметров не должны превышать допустимых значений указанных в государственных стандартах (ГОСТ Р51044-97 «Линзы очковые»; ГОСТ Р51193-98 «Очки корригирующие»).
Для линз высоких рефракций даже установленные стандартами допустимые отклонения могут в ряде случаев оказаться слишком большими.
Недопустимо смещение оптических центров линз по вертикали в разных направлениях, которое приводит к появлению дополнительного призматического действия свыше 0,5 срад.
Необходимо проверить расстояние от вершины роговицы до задней поверхности очковой линзы в оправе. Оно должно быть равно 12 мм. Если очки полностью соответствуют рецепту и занимают правильное положение на лице заказчика, то причины дискомфорта носят физиологический характер. В этом случае для выяснения причин дискомфорта требуется консультация специалиста по подбору очков.
Если у заказчика нет претензий к изготовленным очкам, то при выдаче очков следует ознакомить его с основными правилами пользования очками и гарантийными обязательствами изготовителя.
Правила пользования очками:
очки должны храниться в футляре;
линзы очков должны протираться замшевой или мягкой салфеткой, линзы из полимерных материалов следует протирать салфетками из мягкой ткани, пропитанной специальным составом;
не допускается класть очки линзами вниз на твердую поверхность;
не допускается прикладывать к очкам значительные механические усилия;
надевать и снимать очки следует двумя руками, придерживая за заушники;
в случае значительного загрязнения линз очистку производить на ультразвуковой установке в специализированных ателье «Оптика».
134
Ремонт очков
Ремонт очков в пластмассовых оправах
Ремонт корригирующих очков выполняется с целью восстановления их исправности.
Содержание ремонта определяется внешним осмотром при приеме очков в ремонт.
Основным средством восстановления исправности очков должна служить замена неисправных деталей исправными из ремонтного фонда.
Технология ремонта определяется технологической документацией на типовые технологические процессы ремонта.
В перечень ремонта пластмассовых оправ входят:
а) склейка оправы в случае поломки в области переносицы или ободка;
б) замена заушника и шарнирного соединения;
в) наклейка носовых упоров;
г) установка винтов.
Для проведения ремонтных работ необходимо иметь:
Комплект инструментов и специальных приспособлений.
Настольный сверлильный станок.
Ручной пресс с набором инструментов.
Набор напильников и надфилей.
Шлифовально-полировальную машину.
Отвертки часового типа.
Разнообразные шарнирные соединения.
Винты и запасные детали.
Паяльный аппарат.
Кроме того, необходимы следующие материалы:
а) клей БФ-2 или БФ-4, но чаще применяется клей, приготовлен ный следующим образом: в 100 см3 ацетона растворяют 15 г струж ки из обломков подходящей по цвету оправы;
б) бесцветный цапонлак, а также лак, приготовленный следую щим образом: в 350 см3 ацетона и 150 см3 бутил ацетата растворяют 10 г стружки из материала подходящей по цвету оправы.
Описание ремонтных операций при устранении наиболее часто встречающихся видов поломок пластмассовых оправ.
1. Одним из наиболее часто встречающихся видов поломки пластмассовой оправы является излом в переносице.
Для устранения этой неисправности поступают следующим образом: в торцевых местах излома сверлят по 2 отверстия диаметром 1,0—1,5 мм. Затем место излома промазывают клеем, в отверстия вставляют штифты, и части оправы соединяют (рис. 67).
После этого следует сушка. Когда клей высохнет, необходимо проверить прочность склейки и произвести зачистку. Для этого надфилем снимают остатки клея, а место зачистки протирают ацетоном для восстановления блеска пластмассы.
2. Если необходимо произвести склейку ободка оправы, то поступают следующим образом: торцевые места излома смазывают клеем, устанавливают в ободок линзу и стягивают ободок резинкой, чтобы прижать друг к другу торцевые места излома (рис. 68).
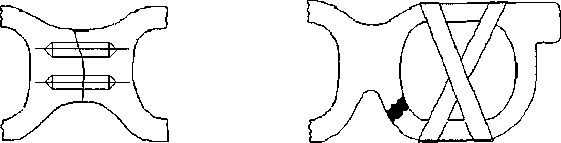
Рис. 67. Склейка переносицы оправы Рис. 68. Ремонт ободка
пластмассовой оправы
Иногда одновременно со склейкой оправы возникает необходимость замены одной или обеих линз. В этом случае подбирают новые линзы в соответствии с рецептом или по результатам измерений старых линз. Очковую линзу обрабатывают в соответствии с размерами и формой ободков оправы. Обработка и установка линз производится в соответствии с техпроцессом изготовления очков. Затем производят склейку. После сушки место склейки зачищают, полируют и покрывают лаком.
В случае поломки или отсутствия носового упора ремонт проводят следующим образом: сломанный носовой упор удаляют кусачками, подбирают новый упор, рамку оправы и носовой упор в месте склейки тщательно зачищают, промазывают клеем и соединяют. Во время сушки носовой упор следует прижать к рамке оправы прессом или с помощью другого специального приспособления. После сушки место склейки зачищают, протирают ацетоном.
Частым видом ремонта является замена заклепок или шарниров; в случае поломки заклепок или накладных шарниров поступают следующим образом: производят запиловку расклепанных кон-
136
цов заклепок заподлицо с поверхностью рамки или шарнира. При этом, если шарнир не подлежит замене, необходимо следить за тем, чтобы поверхность шарнира не повредилась, ремонт производится на ручном прессе (рис. 69) с помощью набора инструментов.
Для этого кладут заушник или рамку оправы на опору со щелью (2) головкой заклепки вниз так, чтобы она расположилась между губками опоры. Затем, нажав на рычаг (4), пробойником (3) выбивают старую заклепку. В освободившееся отверстие устанавливают новую заклепку. Заушник или рамку оправы кладут на наковальню головкой заклепки вниз и с помощью двойной обжимки и молотка осуществляют посадку заклепки заподлицо с поверхностью рамки или заушника.
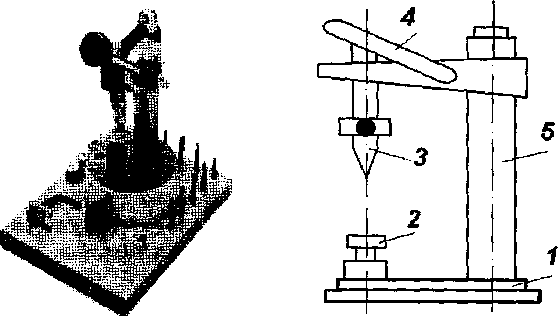
Рис. 69. Ручной пресс
1 — основание; 2 — опора со щелью; 3 — пробойник; 4 — рычаг; 5 — кронштейн
После этого устанавливают шарнир и конец заклепки укорачивают бокорезами таким образом, чтобы после расклепки расклепанный конец выступал над поверхностью шарнира не более чем на 0,8 диаметра стержня заклепки (рис. 70). После окончания ремонта перемещение шарниров не допускается.
5. В случае поломки винта сначала высверливают винт сверлом меньшего диаметра, затем нарезают метчиком резьбу и устанавливают новый винт. Винты шарниров не должны отвинчиваться при качании заушников.
Конец винта должен выступать над поверхностью шарнира на 0,5—1,0 мм.
Допускается раскернивание или развальцовка выступающего конца винта.
137
Заушник должен поворачиваться относительно осей шарниров при приложении усилий до 5,0Н (0,5 кгс).
Отремонтированные очки должны удовлетворять техническим требованиям ГОСТ Р51932-2002 «Оправы корригирующих очков» и ГОСТ Р51193-97 «Очки корригирующие».
Отремонтированные очки подвергаются приемо-сдаточным испытаниям.
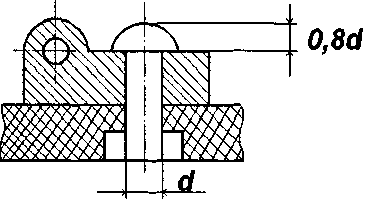
Рис. 70. Замена заклепок
Перед выдачей очков заказчику очки проверяются мастером — контролером на соответствие вышеописанным требованиям.
При ремонте очковых оправ применяется ремонтное устройство ручной пресс.
Ремонт металлических оправ. Пайка
При недостаточном качестве соединений деталей и узлов металлических оправ возможна их поломка.
Сборка металлических оправ осуществляется с помощью разъемных и неразъемных соединений.
К разъемным соединениям — относятся резьбовые соединения, к неразъемным паяные, сварные и клепаные соединения.
При ремонте неразъемных соединений (паяных и сварных) применяется пайка деталей.
При ремонте резьбовых соединений производится сверление отверстий и нарезание новой резьбы под винт.
При ремонте клепаных соединений производится сверление отверстий, установка новой заклепки, определенной конфигурации и расклепывание выступающей части заклепки пуансоном.
Пайку оправ с помощью паяльных аппаратов различных фирм (рис. 71).
138
Рис. 71. Аппарат для пайки металлических оправ
Пайку осуществляют следующим образом:
Перед выполнением всех видов пайки оправу нужно разобрать, т.е. если оправа комбинированная, снять пластмассовые части, которые при пайке могут быть повреждены. Для пайки шарнира к заушнику, снять только заушник.
При ремонте очков с линзами, не подлежащими замене, следует разобрать очки. Для чего нужно отвернуть винты крепления линз в ободках и выставить линзы.
Зачистить надфилем или наждачной бумагой место пайки с целью удаления окислов; не зачищенные места после нагревания покрываются окисной пленкой, которую потом трудно удалить. Обезжирить место пайки тканью, смоченной в бензине или ацетоне.
Установить подготовленную оправу в приспособление «третья рука» (рис. 71), плотно подгоняя спаиваемые детали. Величина зазора должна быть не более 0,4 мм и контролируется щупом. Покрыть поверхности, подвергаемые нагреву, флюсом с помощью кисточки или тонкого прутка диаметром 2—3 мм. При пайке соединения внахлест, например: пайка шарнира к заушнику или к рамке, после нанесения флюса, заложить припой между соединяемыми деталями в виде пластинки. Приготовление флюса: бура — 80%, борная кислота —20%. Прокаленную буру, размолотую до порошкообразного состояния, смешивают с борной кислотой. Смесь тщательно перемешивают. Перед применением флюс замешивают с водой до получения пастообразного состояния.
Соединяемые детали нагревают пламенем газовой горелки. Для пайки оправ серебряным припоем Пер 45, температура плавления
139
которого составляет 730°, следует пользоваться более холодной наружной зоной пламени. Время нагрева определяется несколькими секундами.
Спаиваемые детали нагревают до температуры плавления припоя. Начало пайки лучше всего наблюдать по флюсу, который плавится раньше припоя. Припой должен ложиться тонким слоем. Чем тоньше слой, тем прочнее и аккуратнее шов.
Во время пайки припой не должен растекаться по шву спаиваемых деталей.
В случае растекания припоя необходимо вторично покрывать шов флюсом. При пайке важно, чтобы все части спаиваемых поверхностей были покрыты флюсом, в противном случае незащищенные места окисляются, и прочность пайки значительно снижается. Флюс в виде пасты наносится деревянным или металлическим прутком. Жидкий флюс наносится на детали кисточкой или погружением детали в него. Для лучшего смачивания изделия рекомендуется применять прогретый флюс. Остатки флюса и образовавшиеся при пайке окислы удаляются механическим путем с помощью тонкой шкурки или надфиля. Затем оправу промывают в горячей воде (70-90°С) и в холодной.
Для улучшения внешнего вида отремонтированной оправы, место пайки полируют на станке полировальным кругом с пастой ГОИ.
Контроль внешнего вида производится визуально, без увеличительных средств.
Произвести сборку оправы или очков с помощью часовой отвертки и инструментов для сборки очков.
Контроль очков после ремонта производится в соответствии с ГОСТ Р51193-98 «Очки корригирующие».
I
140
Библиографический список
Модель Д. М. Краткий справочник медицинского оптика — Л.: Медицина, 1970.
Урмахер Л. С, Айзенштат А. И. Очковая оптика;— М.: Медицина, 1982.
Аветисов Э. С, Розенблюм Ю. 3. Оптическая коррекция зрения.— М.:Медицина, 1981.
Урмахер Л. С, Айзенштат А. И. Оптические средства коррекции зрения.— М.:Медицина, 1990.
ГОСТ Р51392—2002 "Оправы корригирующих очков"
ГОСТ Р51044—97. "Линзы очковые".
ГОСТ Р51193—98 "Очки корригирующие"
Технические описания и инструкции по эксплуатации на приборы и станки.
Журналы «Веко».
Журналы «Мир оптики».
Журналы «Оправы и линзы».
Содержание
Предисловие 3
Классификация очковых линз 4
Афокальные линзы 5
Однофокальные линзы 5
Однофокальные стигматические очковые линзы 5
Определение рефракции стигматической очковой линзы 6
Однофокальные астигматические линзы 8
Определение рефракции астигматической очковой линзы 8
Пересчет обозначений астигматических линз 10
Бифокальные линзы 12
Обозначения очковых линз
для коррекции пресбиопии 14
Особенности конструкции бифокальных линз 16
Прогрессивные линзы 18
Децентрированные линзы 20
Призматические линзы 22
Возможность получения призматического действия методом децентрации однофокальных
стигматических линз 24
Лентикулярные линзы 25
Оптические материалы, применяемые для
изготовления очковых линз 27
Оптические свойства материалов, применяемых
для изготовления очковых линз 27
Оптические постоянные 29
Показатель преломления п 29
Дисперсия света 31
Число Аббе, коэффициент дисперсии v 32
Оптическое бесцветное стекло 33
Органические линзы 33
Поликарбонат 35
Trivex 35
Цветное оптическое стекло 36
Основные технологии производства цветных линз 37
Фотохромные материалы 38
Поляризационные линзы 41
Влияние показателя преломления
и средней дисперсии на качество линз 43
Линзы асферического дизайна 46
Покрытия, наносимые на очковые линзы 48
Упрочняющие покрытия 48
Антирефлексное покрытие 49
Гидрофобные покрытия 51
142
Многофункциональные покрытия 52
Оправы корригирующих очков 53
Особенности конструкции и методы изготовления
оправ корригирующих очков 53
Материалы, применяемые для изготовления оправ 60
Организация салона-магазина «Оптика» 64
Производственная структура салона-магазина оптика 64
Операции технологического процесса изготовления очков . . 67
Прием заказа 70
Методика измерения межзрачкового расстояния 76
Пупиллометр 77
Методика определения положения зрачка в проёме ободка .... 78
Участок комплектовки 81
Подбор линз при комплектации заказа 81
Разметка очковых линз 85
Диоптриметры 85
Разметка очковых линз различной сложности 91
Технологический процесс обработки краёв линз
на автоматическом и полуавтоматическом оборудовании ... 95
Центрирование линз различной сложности 96
Изготовление копиров 100
Обработка краев очковых линз на полуавтоматическом
и автоматическом оборудовании 104
Подшлифовка краёв очковых линз 106
Полирование краев очковых линз 107
Сверление отверстий в линзах 109
Фрезерование канавок в линзах 114
Сборка очков 117
Методика сборки очков 117
Выправка очков 120
Контроль очков 123
Контроль очков со стигматическими линзами 123
Контроль очков с астигматическими линзами 123
Контроль очков с призматическими линзами 124
Выписка из ГОСТ Р51193-98 «Очки корригирующие» 124
Определение внутренних напряжений в линзах готовых очков .... 125
Особенности изготовления и контроля очков
с бифокальными линзами 127
Особенности изготовления и контроля очков
с прогрессивными линзами 129
Особенности изготовления и контроля очков
с асферическими линзами 133
Выдача очков 134
Ремонт очков 135
Ремонт очков в пластмассовых оправах 135
Ремонт металлических оправ. Пайка 138
Библиографический список 141
Корректор Т. М. Иванова Компьютерная верстка С.А.Долбнин
Сдано в набор 19.11.07. Подписано в печать 02.12.07
Формат 60x90 1/16. Печать офсетная. Гарнитура Myriad. Усл. печ. л. 9.
Тираж 500 экз. Заказ № 2489.
Отпечатано с готовых диапозитивов
в ОАО «Издательско-полиграфическое предприятие „Искусство России":