

7.4.Случайные погрешности обработки
Случайные погрешности – это погрешность, которая для разных заготовок рассматриваемой партии имеет различные значения, причем ее появление не подчиняется никакой видимой закономерности.
В результате возникновения случайных погрешностей происходит рассеяние размеров заготовок, обработанных при одних и тех же условиях. Рассеяние размеров вызвано совокупностью многих случайных причин: колебание твердости обрабатываемого материала и величины снимаемого припуска; изменения положение заготовки в приспособлениях, связанное с погрешностью ее базирования и закрепления или обусловленные неточностью приспособления; неточность установки положения суппортов по упорам и лимбам; т.д.
Для выявления и анализа закономерностей распределения размеров деталей при их рассеянии применяются методы математической статистики.
4.3.1. Кривые распределения и оценка точности обработки
Математическая статистика была точной научной базой, на которой начали проводить первые исследования точности технологических процессов. Первым шагом в этом направлении было изучение и анализ кривых распределения. Построение кривых распределения производится следующим образом. Всю совокупность измерений (точность измерения должно быть не ниже 0.1 допуска (разброса значений) исследуемой величины) интересующей нас величины ( например, какого-либо размера в партии заготовок, обработанных при определенных условиях) разбивают на ряд групп: в каждую группу входят величины, результаты измерения которых находятся в пределах установленного интервала. Интервалы, число которых обычно берут в пределах 7-11, откладывают по оси абсцисс, а количество размеров, присоединяющиеся на каждый интервал, по оси ординат.
После соединение нанесенных на график точек получают ломаную линию, называемую полигоном распределения.
В место абсолютного количества m деталей в каждом интервале по оси ординат откладывают отношение этого количества к общему количеству n, деталей в партии; данное отношение называется относительной частотой или частостью.
На рисунке показан полигон распределения диаметральных размеров колец, подвергнутых предварительному обтачиванию; из него видно, что на средние интервалы размеров приходится большее количество колец. При увеличении количества деталей в партии, сужение интервалов и увеличения их числа ломаная линия приближается к плавной кривой.
В качестве самой приближенной меры точности исследуемого процесса обработки может служить поле рассеяния размеров. Величину поля рассеяния можно брать по полигону распределения или по таблице измерения исследуемых значений. Чем уже поле рассеяния, тем точнее исследуемый технологический метод.
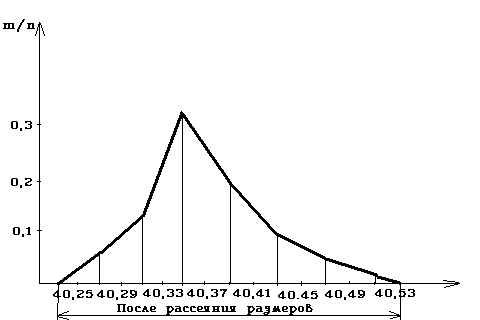
Рис.3.7. Построение поля рассеяния случайных величин
4.3.2.Числовые характеристики случайных величин
При решении практических вопросов определения случайных погрешностей, зачастую достаточно указать только числовые характеристики (параметры) распределения случайных величин.
Они в сжатой форме выражают наиболее существенные особенности распределения, значительно облегчаются решение многих вероятностных задач.
Характеристики положения: математическое ожидание, мода, медиана.
Эти характеристики указывают некоторое среднее ориентировочное значение около которого группируются все возможные значения случайные величины.
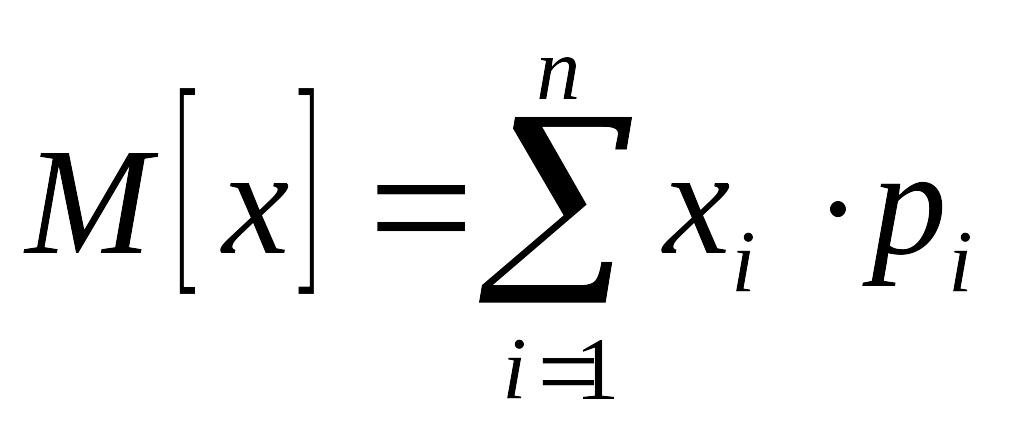
Пусть имеются набор случайных величин хi соответствующей некоторому процессу и их вероятности рi. Средневзвешенное значение этих величин называют математическим ожиданием которое определяют по формуле.
![]()
Так как
![]() то
то
 (4.5)
(4.5)
Наглядное
представление. Пусть по оси абсцисс
расположены материальные точки с
координатами х1,
х2,
…, хn
с массами
р1,р2,
…,рn,
причем суммарная масса = 1, то
![]() - есть абсцисса центра тяжести.
- есть абсцисса центра тяжести.
При уменьшении
интервалов
![]() до
нуля.
до
нуля.
Сумма (1) стремится к интегралу. Поэтому математическое ожидание непрерывной случайной величины равна
![]() , (4.6)
, (4.6)
где f (x) – плотность распределения случайной величины.
Математическое ожидание для упрощения обозначают еще и Мх.