

4.3. Нормирование точности шлицевых и шпоночных
соединений
4.3.1. Понятия о шпоночных соединениях
Шпоночным соединением вала с установленным на нем отверстием с помощью шпонки, т.е. с помощью детали, представляющей собой призматический или клинообразный, или сегментный брусок.
В шпоночных соединениях имеются, в принципе, вал и отверстие, как в гладких соединениях. На валу и во втулке этого соединения имеются пазы, расположенные вдоль оси. В эти пазы и втулки вставляется шпонка, которая дает возможность валу и втулке вращаться вместе. В зависимости от геометрической формы шпонки и способов установки, в основном, используют шпоночные соединения с призматическими шпонками, сегментными шпонками и клиновыми шпонками.
Помимо перечисленных шпоночных соединений в машиностроении используются и нормируются точность других шпоночных соединений, представляющих, в определенном роде, разновидность перечисленных: соединения с призматическими направляющими шпонками, с призматическими высокими шпонками, соединения со шпонками клиновыми низкими с головкой и без головки, соединения с тангенциальными нормальными шпонками и с тангенциальными усиленными. Однако принципиальный подход к нормированию точности этих шпоночных соединений такой же, как и в перечисленных ранее трех видах шпоночных соединений.
Иногда шпоночные соединения разделяют на затяжные, когда шпонка устанавливается с затяжкой вдоль оси, т.е. с натягом на валу и во втулке (клиновые) и незатяжные (призматические и сегментные), которые устанавливаются относительно свободно на валу и во втулке (чаще всего с зазором). Затяжные шпонки предназначаются для передачи не только вращающегося момента, но и осевой нагрузки. Наибольшее применение имеют призматические и сегментные шпонки.
Есть специфическая особенность в образовании шпоночных сопряжений. Она заключается в том, что в сопряжении участвуют три элемента - поверхность паза во втулке, поверхность паза на валу и поверхность шпонки. Ну, а если быть более строгим, то к этому сопряжению надо добавить еще и сопряжение по основным цилиндрическим поверхностям вала и втулки, на которых делаются пазы под шпонку.
Шпоночное сопряжение образуется сочетанием размеров, характеризующих ширины пазов и шпонок.
При нормировании точности шпоночного соединения возникает необходимость нормировать точность размеров всех элементов, участвующих в сопряжении. Нормирование точности этих размеров, в принципе, не отличается от ранее рассмотренных приемов, используются те же нормативные документы единой системы допусков и посадок, но отобраны некоторые поля допусков.
4.3.2. Соединения призматическими шпонками
Эти соединения (рис. 48) используются обычно для установки на валах диаметром от 6 до 500 мм.
А. Размеры элементов шпоночного соединения Размеры шпонок (ГОСТ 23360-78)-от 2x2 до 100x50 мм (ширина х высота) и длиной от 6 до 500 мм. Конкретные сочетания этих параметров нормируются в стандарте. В условном обозначении шпонки также указываются ее размеры (b х b х l). Например, шпонка 18 х 11 х 100 ГОСТ 23360-78.
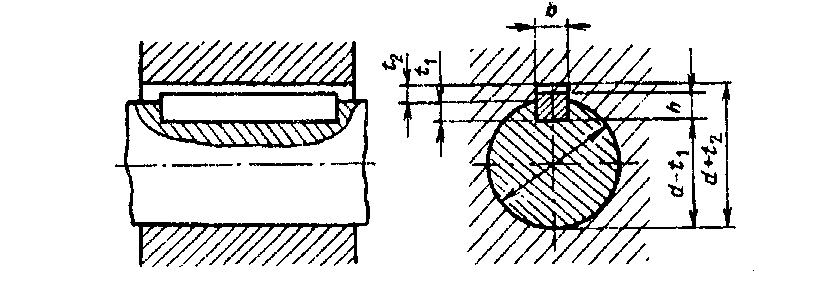
Рис. 48. Шпоночное соединение призматическими шпонками
Глубина пазов под шпонку у валов (t1)-от 1.2 до 3 мм, у втулок (t2)-от 1 до 19,5 мм. Для всех шпоночных соединений нормируются значение и точность размера (t1 и t2), но допускается на чертежах задавать размер с учетом диаметра, т.е. d- t1 для вала и d + t2 для отверстия.
Допускаемые отклонения на размер глубины пазов вала и втулки нормируются одинаковыми с плюсовым отклонением, а при нормировании с учетом диаметра отклонение для вала берется со знаком минус.
Б. Нормирование точности размеров элементов шпоночного соединения аналогично гладким сопряжениям в виде полей допусков на сопрягаемые элементы. Эти поля допусков взяты из ГОСТ 25347-82 соответственно для отверстий и валов.
1. Нормирование точности шпонок (валов) производится в зависимости от их габаритных размеров. Для ширины шпонки (b) нормируется одно поле допуска h9, для высоты (h) — обычно поле допуска h11 и h9 (для шпонок высотой от 2 до 6 мм соответственно и для длины (l) — поле допуска h14. (Обратите внимание, что дается одно поле допуска и обозначение поля допуска как для основного вала, так как деталь (шпонка) с наружной — (охватываемой) поверхностью.) Приведенные поля допуска относятся к клиновым и сигментным шпонкам с тем отличием, что у сегментных шпонок не дается поле допуска на длину (см. ниже).
2. Нормирование точности шпоночных пазов на валу и во втулке (отверстия) задаются в зависимости от вида соединений, которые разделяются на три группы с различными требованиями к точности ширины пазов (рис. 49).
Свободное соединение — соединение с гарантированным зазором. Для этих соединений нормируется поле допуска Н9 для ширины паза на валу и D10 для втулки.
Нормальное соединение — соединение с переходной посадкой с большей вероятностью получения зазора. Для этих соединений поле допуска N9 задается для паза на валу и JS9 — на втулке.
Плотное соединение — соединение с переходной посадкой с приблизительно равной вероятностью зазоров и натягов. В этих соединениях для паза вала и втулки нормируется одно поле допуска Р9.
(Обратите внимание, что поле допуска для пазов дается как для отверстия, т.е. детали с внутренней поверхностью.)
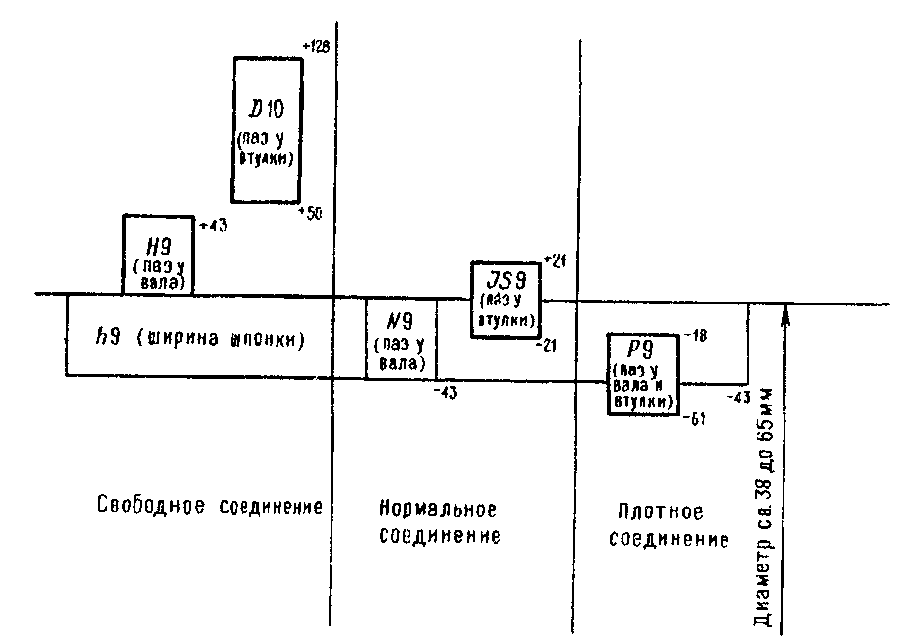
Рис. 49. Поля допусков соединения призматическими
шпонками для валов от 38 до 65 мм и сечения шпонки (b х h) 12x8; 14x9; 16x10; 18x11
Как видно из приведенных полей допусков, в соединении призматической шпонкой используется всего пять полей допусков на сопрягаемые размеры пазов и одно поле допуска для ширины шпонки.
Требования к глубине пазов на валу и во втулке установлены от +0.1 до +0.3 в зависимости от номинального размера. На длину паза установлено одно поле допуска Н15.
В. Посадки шпоночного соединения так же как и для гладких сопряжений не нормируются, а могут быть образованы сочетанием любых полей допусков ширины паза на валу и втулке. Исходя из приведенных ранее полей допусков на ширину шпонок и на ширину пазов у валов и втулок можно сказать, что сопряжения шпонок с валом и втулкой производится в системе вала, т.е. дается одно поле допуска для шпонки (вала) (h9) и пять полей допусков для ширины паза у втулок и вала (рис. 49).
В сопряжении участвуют одновременно три элемента, два из которых — это пазы на валу и втулке (т.е. отверстия), а один — шпонка (т.е. вал). Естественно, что система образования посадок должна иметь один основной элемент и в данном случае это вал, и, следовательно, посадки образуются в системе вала. В связи с необходимостью использовать посадки в системе вала металлургическая промышленность выпускает специальный прокат для призматических шпонок (сталь чистотянутая для шпонок) и поэтому и экономически целесообразно использовать систему вала, поскольку малы затраты на обработку шпонок.