

9. Опережение и отставание
Опережение (отставание) — увеличение (уменьшение) скорости металла, отнесенное к окружной скорости валков:
 или
или

где V1 — скорость полосы толщиной h1 на выходе из валков; Vв—окружная скорость валков.
Экспериментально опережение определяют, нанося на поверхность валков керны, которые оставляют отпечатки на прокатываемом металле.
На опережение влияет ряд факторов: величина обжатия, диаметр валков, коэффициент трения, температура прокатки, род материала, переднее и заднее натяжение полосы.
Опережение возрастает с увеличением радиуса валков, критического угла, угла захвата (до определенного предела), коэффициента трения и обжатия и с уменьшением конечной толщины и конечной ширины прокатываемой полосы, а также уширения. Обычно уширение составляет 2-6%. С падение температуры прокатки опережение увеличивается.
Опережение — положительный фактор, так как увеличивает скорость выхода металла из валков, а, следовательно, способствует повышению производительности.
В зоне опережения на поверхности контакта скорость металла больше скорости валков, в зоне отставания на поверхности контакта скорость металла меньше скорости валков.
Скольжение металла относительно поверхности валков, при котором скорость металла больше окружной скорости валков, называют опережением. Если при скольжении металла относительно валков скорость металла меньше окружной скорости валков, то это явление называют отставанием. Скорость металла по высоте в очаге деформации неравномерна
На рис. 32, а показано распределение скоростей металла. Выравнивание скорости течения металла по высоте происходит во внеконтактных зонах деформации.
В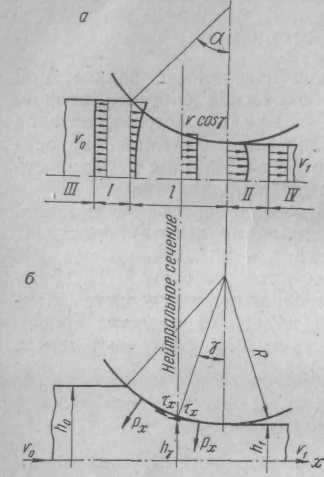 самом общем случае по длине дуги захвата
могут
располагаться зоны (начиная от входа в
очаг деформации): отставания,
прилипания и опережения. В зоне прилипания
отсутствует
перемещение металла относительно валков
и движение полосы происходит со
скоростью, равной окружной скорости
валков.
самом общем случае по длине дуги захвата
могут
располагаться зоны (начиная от входа в
очаг деформации): отставания,
прилипания и опережения. В зоне прилипания
отсутствует
перемещение металла относительно валков
и движение полосы происходит со
скоростью, равной окружной скорости
валков.
В средней части зоны прилипания вблизи нейтрального сечения (рис. 32, а) имеется участок заторможенной пластической деформации, который называют участком застоя. Граничное сечение, разделяющее зоны опережения и отставания, называют критическим или нейтральным и определяют нейтральным углом у (рис. 32, б).
Опережение и отставание являются результатом осадки полосы то высоте.
10. Трение в процессах омд
В основном при обработке давлением действуют силы трения скольжения на поверхности контакта инструмента с металлом. Обработка давлением создает некоторые специфические условия, которые и приводят к различию между трением пластической деформации и обычным трением скольжения. В основном эти условия сводятся к следующим:
а) высокие удельные давления на поверхности контакта инструмента с металлом, превышающие иногда 2500 Мн/м2 (250 кГ/мм2),в то же время даже в самых тяжело нагруженных подшипниках прокатных станов удельные давления в 5—10 раз ниже;
б) высокая температура (при горячей обработке), вызывающая изменение физико-химического состояния контактной поверхности металла (образование окалины, окислов и т. д.);
в) постоянное обновление поверхности деформируемого металла в связи с его пластическим течением.
Контактное трение 1 препятствует течению (скольжению) металла по поверхности соприкосновения с инструментом и вызывает неравномерность деформации, повышение деформирующего усилия, интенсивный износ рабочего инструмента, ухудшение качества поверхности получаемого изделия и другие отрицательные явления
Трение скольжения характеризуют коэффициентом трения /, который чаще всего понимают как отношение силы сопротивления скольжению (силы трения) Т к нормальному давлению на поверхности скольжения Р, т. е. по закону Амонтона—Кулона: f=T/P
Gри обработке металлов давлением следует различать трение с гидродинамической, с адсорбционной смазками и сухое трение.
Трение с гидродинамической смазкой (жидкостное трение) имеется тогда, когда между трущимися поверхностями постоянно существует слой смазки, толщиной до нескольких десятков тысяч атомных слоев. В этом случае один относительно другого скользят слои смазки.
Трение с адсорбционной смазкой, характерное для большинства процессов холодной пластической деформации, возможно тогда, когда в зазоре между трущимися поверхностями не существует сплошного слоя смазки, в отдельных местах контактные поверхности соприкасаются и идет скольжение металла по металлу. Смазка должна образовывать на поверхности трения прочную пленку, способную не разрушаться при больших давлениях деформации.
Основной эффект применения смазки — снижение коэффициента трения.
Сухое трение — это трение при скольжении металла по металлу. Чем ближе по химическому составу деформируемый металл и рабочий инструмент, тем больше коэффициент трения.
П ри
деформации с нагревом химический состав
металла влияет на
свойства образующейся окалины, которая
в одних случаях играет
роль смазки, а в других повышает
коэффициент трения. Температура.
Считается,
что в наиболее общем виде зависимость
коэффициента трения от температуры
может быть представлена
кривой рис. имеющей максимум в интервале
500—800°
ри
деформации с нагревом химический состав
металла влияет на
свойства образующейся окалины, которая
в одних случаях играет
роль смазки, а в других повышает
коэффициент трения. Температура.
Считается,
что в наиболее общем виде зависимость
коэффициента трения от температуры
может быть представлена
кривой рис. имеющей максимум в интервале
500—800°
Как правило с увеличением скорости деформации коэффициент трения уменьшается.