

Содержание
Введение………………………………………………………………….…..
Заключение………………………………………………………………….. |
1 2 9 12 13 14 16 17 18 21 |
Введение
Разработка маршрутного технологического процесса механической обработки заготовки является основой, без которой нельзя обойтись, т.к. он является своим родом документом. От правильности и полноты разработки маршрутного технологического процесса во многом зависит организация производства и дальнейшие технико-экономические расчеты курсового проекта.
В технологической части необходимо дать анализ и обоснование разрабатываемого технологического процесса. Прежде всего, необходимо выделить все операции, в которых применяется прогрессивное станочное оборудование, быстродействующее приспособление, специальный режущий и измерительный инструмент. Характер технологического процесса в курсовом проекте определяется типом производства и особыми условиями проектирования, указанными в задании.
Разработка технологического процесса должна быть основана на использовании научно-технических достижений во всех отраслях промышленности и направлена на повышение технологического уровня производства, качества продукции и производительности труда.
Маршрут обработки заготовки
Разработка операционной технологии изготовления (название детали).
Исходные данные: чертёж детали, тип производства (единичный), материал.
Обрабатываемые поверхности детали:
Размер
Центровые отверстия
Последовательность обработки.
Расположение детали в пространстве.
Указать квалитет и шероховатость.
Исходные данные: чертёж.
Тип производства: единичное.
Материал: Сталь 40Х ГОСТ 4543.
Поверхности детали:
Размер 108h14; Ra 5
Точение однократное
Ø25h6; Ra 5;
Точение черновое
Точение чистовое
Шлифование предварительное
Шлифование окончательное
Ø32×36; Ra 5;
Точение однократное
Ø25×54; Ra 0,63;
Точение однократное
Выбранный маршрут обработки
005 Токарная
010 Токарная
015 Фрезерная
020 Фрезерная
025 Шлифовальная

Рисунок 1- Чертёж детали
005 Токарная
А. Установить заготовку;
1. Подрезать торец. To1=0,012;
2.Сверлить центровое отверстие, выдерживая размеры диам. To2=0,0163;
3. Точить поверхность предварительно, выдерживая размеры 1, 2. To3=0,054;
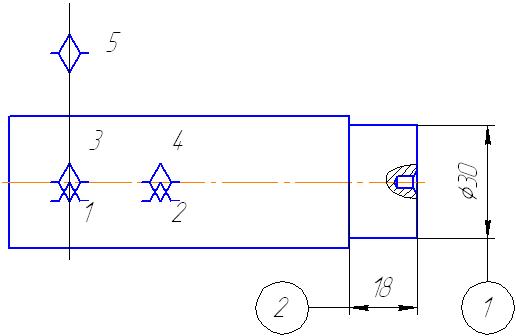
Рисунок 2. Токарная 005 А
Б. Переустановить заготовку;
4. Подрезать торец выдерживая размер 3. To4=0,012;
5. Сверлить центровое отверстие, выдерживая размеры диам. To5=0,0163;
6. Точить поверхность предварительно, выдерживая размеры 1,2. To6=0,2754;
Станок токарно-винторезный модель 16K20;
ПР: трёх кулачковый патрон;
РИ: Сверло центровочное диам. Р6М5 ГОСТ; Резец Т15К6 ГОСТ 18879-73;
СИ: Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166.
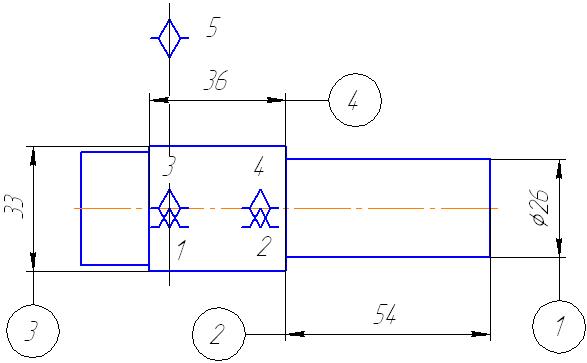
Рисунок 3- Токарная 005 Б
010 Токарная
А. Установить заготовку;
1.Точить поверхность начисто, выдерживая размеры 1,2. To7=0,2386;
2.Точить поверхность начисто, выдерживая размеры 3,4. To8=0,2019;
3. Точить канавку 24,5x3. To9=0,0068;
4. Точить фаску 2x45. To10=0,0009;
Станок токарно-винторезный модель 16K20;
ПР: трёх кулачковый патрон;
РИ: резец подрезной Т15К6 ГОСТ;
СИ: Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166.
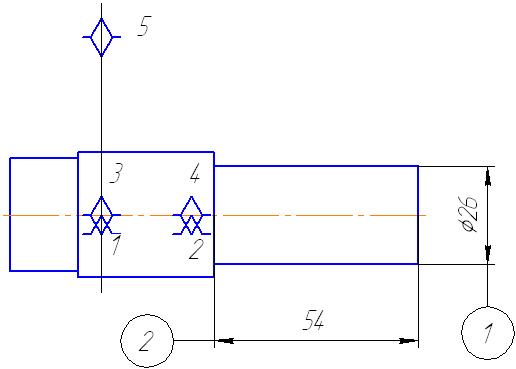
Рисунок 4- Токарная 010 А
Б. Переустановить заготовку; 1.Точить поверхность на чисто, выдерживая размеры 1, 2. T11=0,0489;
2. Точить канавку 24,5x3. To12=0,0068;
3. Точить фаску 2x45. To13=0,0009;
Станок токарно-винторезный модель 16K20;
ПР: трёх кулачковый патрон;
РИ: резец подрезной Т15К6 ГОСТ;
СИ: Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166.

Рисунок 5- Токарная 010 Б
015 Фрезерная
А. Установить заготовку;
1. Фрезеровать шлицы, выдерживая размер Ø25js6×54. T14=1,728;
Станок шлицефрезерный станок модели 5350А;
ПР: Призма;
РИ: Червячная фреза 2520-0703;
СИ: Калибр кольцо ГОСТ 24969-81.

Рисунок 6- Фрезерная 015 А
020 Фрезерная
А. Установить заготовку;
1. Фрезеровать шлицы, выдерживая размер Ø28js6×36. T15=1,728;
Станок шлицефрезерный модели 5350А;
ПР: Центра;
РИ: Червячная фреза 2520-0703;
СИ: Калибр кольцо ГОСТ 24969-81.
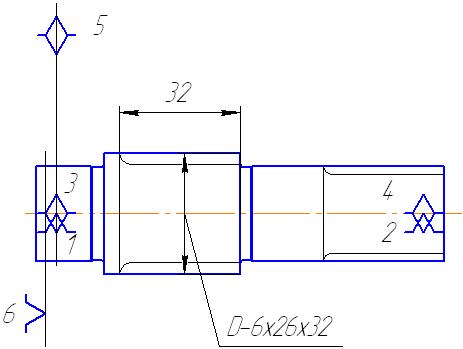
Рисунок 7- Фрезерная 020 А
020 Шлифовальная
А. Установить заготовку;
1. Шлифовать поверхность 1, выдерживая Ø25h7. T16=0,8832;
2. Шлифовать поверхность 2, выдерживая Ø32k5. T17=0,1728;
3. Шлифовать поверхность 3, выдерживая Ø25k5. T18=0,0825;
4. Шлифовать поверхность 4, выдерживая Ø25k5. T19=0,0675;
Станок шлифовальный модели 3М174;
ПР: Центра;
РИ: Шлифовальный круг;
СИ: Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166.

Рисунок 8- Шлифовальная 020 А