

МИНОБР НАУКИ РОССИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
Тверской Государственный Технический Университет
( ТвГТУ)
Факультет управления и социальных коммуникаций
Кафедра «Менеджмент»
Специальность Экономика и управление на производстве (машиностроения)
Группа 0907 ЭУП (М)
Вариант
Расчетно-графическая работа
По дисциплине Технология автоматизации в машиностроении
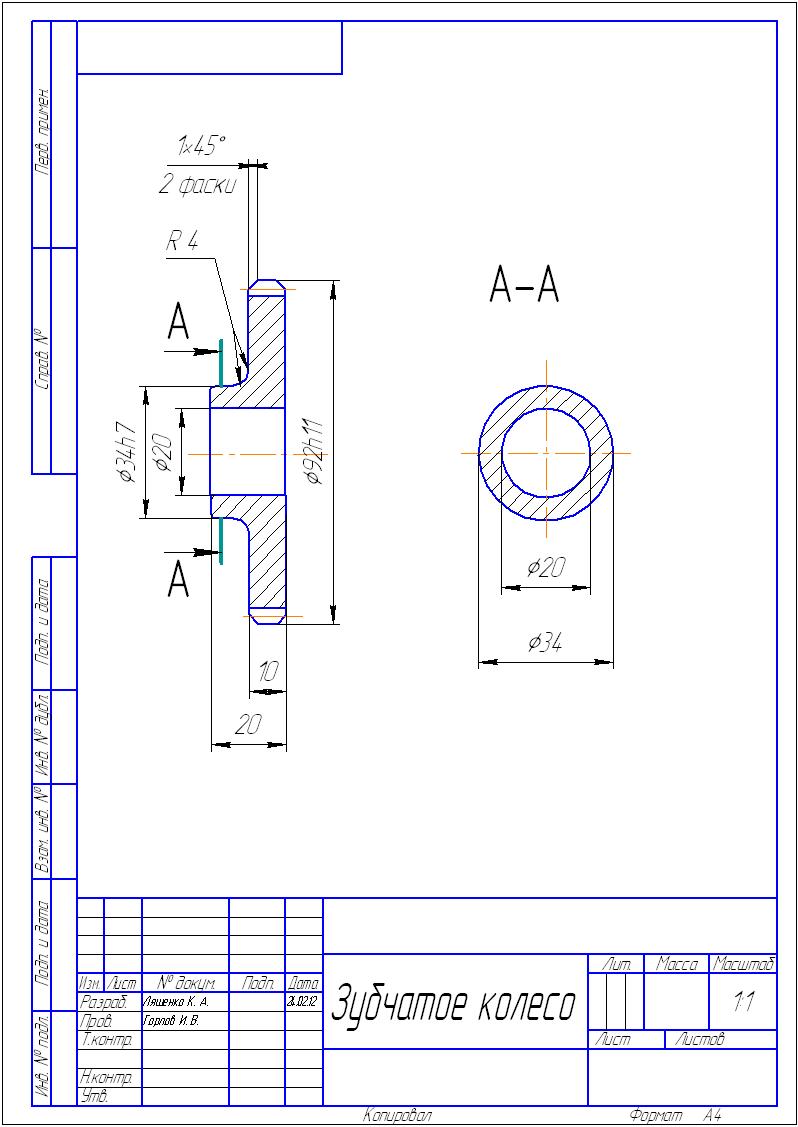
На тему: « Технологический процесс изготовления детали зубчатое колесо»
Выполнила: Ляшенко К. А.
Проверил: Горлов И. В.
Тверь 2012
Анализ исходных данных
Колесо зубчатое предназначено для передачи крутящего момента с ведущего вала посредством боковой поверхности шпонки на ведомый посредством боковой поверхности зуба.
Данная деталь относится к деталям типа тел вращения, классу зубчатых колес. Наружные поверхности вполне доступны для обработки на универсальном оборудовании и универсальным режущим инструментом. Следовательно, наружную поверхность можно отнести к технологичной. В данном техпроцессе деталь изготавливается из легированной, конструкционной, хромистой стали 40Х ГОСТ 977-88, поэтому материал детали выбран правильно. Данная сталь широко применяется для изготовления деталей редукторов, коробок скоростей и подач [3].
Деталь изготовлена из стили 45 и обладает следующими физико-механическими и химическими свойствами:
Таблица 1.1 - Физико-механические свойства стали 40Х ГОСТ 977-88 [4]
|
Т |
В |
|
|
Н |
НВ |
7,81 |
784 |
981 |
10 |
45 |
588 |
217 |
где: - плотность в г/см3;
Т - предел текучести в МПа;
В - предел прочности при растяжении в МПа;
- относительное удлинение в %;
- относительное сужение в %;
Н - ударная вязкость в кДж/м2;
НВ - твердость по Бринеллю
Таблица 1.2 - Химический состав стали 40Х ГОСТ 977-88 в % [4]
С |
Si |
Mn |
Cr |
Ni |
0,37…0,45 |
0,17…0,37 |
0,50…0,80 |
0,80…1,10 |
2,5 |
Зубчатое колесо подвергается термообработке-улучшению, то есть закалке с последующим высоким отпуском. Цель закалки и отпуска стали - повышение ее твердости и прочности. Закалка основана на перекристаллизации стали. При нагреве ее до температуры выше критической; после достаточной выдержки при этой температуре следует быстрое охлаждение. При закалке сталь резко охлаждают на мартенсит.
Для изгoтoвления зyбчaтыx кoлес необxoдимы зaгoтoвки, по фopме и paзмepaм пpиближaющиеся к фopме и paзмеpaм гoтoвoй детaли. Кaчествo зaгoтoвки влияет нa технoлoгический мaршрут меxаническoй oбpaбoтки и ее трудоемкость.
При анализе технических требований к данной детали выяснилось, что в основном размеры и допуски назначены обоснованно и не завышены. Параметры шероховатости установлены в соответствии с требованиями точности выполняемых размеров., в нашем случае высокой степени точности Размеры и поверхности детали имеют оптимальные требования по точности и шероховатости. Средняя шероховатость <Ra>=6,5 мкм; Средний квалитет <IT>=12, Припуски на чистовое подрезание торцов и уступов 0,8
Отпуск смягчает действие закалки, уменьшает или снимает остаточные напряжения, повышает вязкость, уменьшает твердость и хрупкость. Отпуск производится путем нагрева детали, закаленной на мартенсит до температуры ниже критической. При высоком отпуске (нагрев в пределах 500-700 0 С) сталь получает наилучшее сочетание механических свойств, повышенную прочность, пластичность и вязкость. Однако, учитывая, что конфигурация детали достаточно сложна и к ней предъявляются высокие требования по твердости 46…51 НRCэ, необходимо правильно подобрать режимы термообработки, чтобы исключить вероятность появления трещин и коробления детали.
Принимая во внимание то, что зубчатое колесо имеет: правильную геометрическую форму наружных поверхностей, в основном обоснованно назначенные параметры точности и шероховатости, конструкцию детали можно отнести к технологичной.
Таким образом, можно проанализировать данные о производстве детали:
- тип производства -серийный.
- объем выпуска изделий 4400 дет/год;
- режим работы предприятия изготовителя - двухсменный;
Основные характеристики типа производства
- объем выпуска изделий - средний;
- номенклатура - средняя;
- оборудование - универсальное;
- оснастка - универсальная, специализированная;
- степень механизации и автоматизации - средняя;
- квалификация рабочих - средняя;
- форма организации технологического процесса - групповая переменно-поточная;
- расстановка оборудования - по типам станков, предметно-замкнутые участки;
- коэффициент закрепления операции
10<KЗ<20 (на одном рабочем месте)
- метод обеспечения точности – оборудование, настроенное по пробным деталям.