

Расчет размеров опок, массы груза
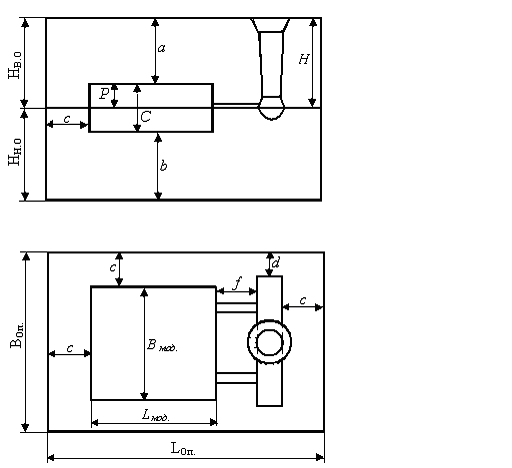
Рисунок 3 - Расстояние между отливкой и отдельными элементами формы
Таблица 3 – исходные данные для определения размеров опок
Масса отливки, кг |
а, мм |
b,мм |
с,мм |
d,мм |
е,мм |
f,мм |
С,мм |
Р,мм |
329,88 |
150 |
150 |
90 |
100 |
100 |
90 |
40 |
23 |
Длина опоки:
Lо= lм +2*с+f+dст (35)
где Lм – длина модели, Lм = 708+70*2=848мм;
с – расстояние между моделью и стенкой опоки, с = 80мм 10, с.44, табл.5.2;
dст
– диаметр стояка, мм.
![]()
Lо=848+2*90+90+40=1158мм
По ГОСТ 15002-69 длина опоки Lo = 1200мм 9, с.4-5, табл.3.
Ширина опоки:
Во=
b![]() *1
+ 2*с , (37)
*1
+ 2*с , (37)
где Bм – ширина модели, Bм = 708+70*2=848мм мм;
с – расстояние между моделью и стенкой опоки, с = 90мм 10, с.44, табл.5.2;
Bo = 848 + 2*90 = 1028мм.
По ГОСТ 15002-69 при длине опоки Lo = 1200мм Bo = 1000 мм 9, с.4-5, табл.3.
Высота нижней опоки:
Hн.о. = hм.н. + b , (38)
где hм.н. – высота модели низа, hм.н.= 180+70=250мм;
b – расстояние между низом модели и низом формы, b = 120мм 10, с.44, табл.5.2.
Hн.о. = 180+70+120=370мм.
По ГОСТ 15002-69 высота нижней опоки Нн.о. = 350мм 9, с.6, табл.4.
Высота верхней опоки:
Hв.о. = hм.в. + a, (39)
где hм.в. – высота модели верха, hм.в.= 140мм;
b – расстояние между верхом модели и верхом формы, b = 120мм 10, с.44, табл.5.2.
Hв.о. = 140 + 120 = 260мм.
По ГОСТ 15002-69 высота верхней опоки Hв.о. = 250мм 9, с.6, табл.4.
Расчет нагрузки формы
При заливке формы металлом на верхнюю полуформу действует подъемная сила, стремящаяся ее приподнять. Поскольку во время заливки уровень металла в литниковой системе выше, чем в форме, он стремится подняться до уровня металла в литниковой системе.[1]
Величину подъемной силы можно определить по формуле:
Р = V*γж +Pст,
где V – объем пространства над отливкой и литниковой системой в верхней
полуформе;
ρ ж ρ=0,00785 кг/см3 – плотность жидкого металла.
Pcт=V*cт( jм-jст )-ύзн*jст
где Vст-объем стержня на который действует подъемная сила,
jм,ст- плотность жидкого металла и стержня,
ύ*зн –объем знак на который не действует подъемная сила.
Pст= 0
V=3,14*354*354*250=9837,5 см3
Р = 9837,5 *0,00785=77,2кг.
Так как металл в полости формы во время заливки поднимается с какой-то определенной скоростью, то при остановке потока в момент соприкосновения с верхней поверхностью («потолком») формы возникает гидравлический удар, при расчете массы груза, удерживающего верхнюю полуформу от подъема, предусматривают коэффициент запаса К=1,3-1,5. Тогда:
Ргр =К*Р-Q-Qоп ,
где Ргр – масса груза;
К=1,4;
Q – масса верхней полуформы;
Qоп =150 кг - масса верхней опоки.
Q=(Vоп – Vмод )* γсм ,
где Vоп =300000 см3 - объем верхней опоки;
Vмод =96000 см3 – объем модели в верхней полуформе;
ρ см =0,0165 кг/см3 – плотность смеси.
Q = (300000-96000)*0,00165=336,6 кг
Ргр =1,4*77,2– 150 – 336,6= -378,52 кг.
Из расчета видно, что груз устанавливать не надо .