

5.3. Система автоматизации тп прокалочного и котельного отделений цеха анодной массы оао "БрАз" г.Братск Иркутской обл.
А СУ
ТП предназначена для обеспечения
эффективного контроля, управления и
противоаварийной автоматической защиты
технологического процесса прокалки
кокса и утилизации отходящих с прокалочных
печей газов.
СУ
ТП предназначена для обеспечения
эффективного контроля, управления и
противоаварийной автоматической защиты
технологического процесса прокалки
кокса и утилизации отходящих с прокалочных
печей газов.
Описание объекта автоматизации
Целью процесса прокалки кокса для производства анодной массы является удаление из него влаги, летучих веществ и улучшение физико-химических свойств.
В прокалочном отделении расположены четыре технологические линии прокаливания кокса. Процесс прокалки осуществляется в трубчатых вращающихся печах диаметром 3 метра и длиной 45 метров. Производительность печи от 8 до 16 т/час в зависимости от вида прокаливаемых коксов. Термообработка коксов производится в противотоке материала и газового потока, который образуется в результате сгорания топлива (мазута), части летучих и углерода кокса. Для обеспечения процесса сгорания топлива осуществляется организованная подача воздуха в топку с помощью дутьевых вентиляторов. Питание прокалочных печей производится с помощью ленточных весовых дозаторов непрерывного действия, управляемых в дистанционном или автоматическом режиме.
Утилизация отходящих с прокалочных печей газов осуществляется в котельном отделении, где расположены 4 котельных агрегата БГМ-35М (по одному на каждую прокалочную печь). Котлы могут работать как в чисто утилизационном режиме, т.е. только на отходящих газах, так и в режиме утилизации с подсветкой мазутом. Утилизационная котельная относится к категории производств по ОНТП-24 86 - "Г", класс помещения по ПУЭ - "П-2", степень огнестойкости - "II".
В состав автоматизируемого объекта входит
следующее технологическое оборудование:
прокалочные печи, холодильники,
вентиляторы, дымососы, питатели, ленточные
весовые дозаторы, задвижки, насосы,
питательные электронасосы,
редукционно-охладительные установки
и т.д.
состав автоматизируемого объекта входит
следующее технологическое оборудование:
прокалочные печи, холодильники,
вентиляторы, дымососы, питатели, ленточные
весовые дозаторы, задвижки, насосы,
питательные электронасосы,
редукционно-охладительные установки
и т.д.
Для реализации АСУ ТП использован программно-аппаратный комплекс PCS7 v5.1.
Структура асу тп и выполняемые функции:
 Структура
АСУ ТП
Структура
АСУ ТП
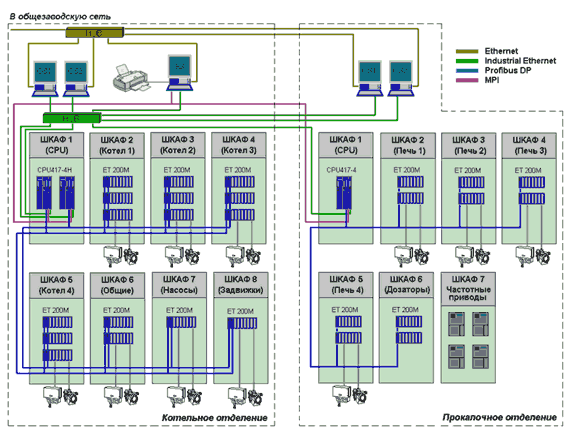
В качестве аппаратной базы для системы автоматизации прокалочного отделения выбран контроллер SIMATIC S7-400 на основе CPU 417-4H с децентрализованной периферией ET200M. Автоматизация котельного отделения выполнена на базе резервированного контроллера SIMATIC S7-400H на основе CPU 417-4H с переключаемой децентрализованной периферией на базе ET200M.
С инжиниринговой станции (ES) выполняется программирование контроллеров всех стадий, а также сопровождение проектов станций операторов.
Все контроллеры системы управления и операторские станции объединены локальной одноранговой электрической сетью Industrial Ethernet.
Общее количество обрабатываемых сигналов АСУ ТП:
|
АСУ ТП ВХ обеспечивает циклический опрос контроллерами всех датчиков с периодом опроса: 300 мс для дискретных датчиков, 600 мс для аналоговых датчиков расхода, давления, уровня и 1200 мс для аналоговых датчиков температур. Максимальное время обновления информации на рабочих местах операторов - 2 с.
В системе предусмотрены устройства бесперебойного питания для аппаратных средств нижнего уровня, а также для операторских станций верхнего уровня. Время работы контроллеров при полном отключении сетевого электропитания - не менее 2 часов.
Система отображения информации
Система
отображения информации обеспечивает
выполнение следующих функций:
1.
Представление технологической информации
на экранах мониторов в следующих форматах
по выбору оператора:
![]() в
виде мнемосхем с различной детализацией,
на которых воспроизводится информация
о текущем состоянии технологического
процесса и значения технологических
параметров;
в
виде мнемосхем с различной детализацией,
на которых воспроизводится информация
о текущем состоянии технологического
процесса и значения технологических
параметров;![]() в
виде обобщенных и детализированных
кадров аварийных состояний, как
технологического процесса, так и
технических средств АСУ ТП;
в
виде обобщенных и детализированных
кадров аварийных состояний, как
технологического процесса, так и
технических средств АСУ ТП;![]() в
виде операторских рапортов (за час,
смену, сутки, месяц).
2. Автоматическую
сигнализацию и регистрацию достижения
параметром аварийной и предупредительной
границ;
3. Управление оператором
механизмами в соответствии с технологическим
регламентом. Система управления
обеспечивает защиту от неправильных
действий операторов;
4. Формирование
и вывод на экран монитора протокола
сообщений (событий), например, срабатывание
предупредительной и аварийной
сигнализаций, неисправность датчиков,
сообщения о действиях оператора по
квитированию, снятию с опроса и изменению
состояния исполнительных механизмов
и др;
5. Формирование и отображение
на дисплее различных групп графиков
изменения технологических параметров.
в
виде операторских рапортов (за час,
смену, сутки, месяц).
2. Автоматическую
сигнализацию и регистрацию достижения
параметром аварийной и предупредительной
границ;
3. Управление оператором
механизмами в соответствии с технологическим
регламентом. Система управления
обеспечивает защиту от неправильных
действий операторов;
4. Формирование
и вывод на экран монитора протокола
сообщений (событий), например, срабатывание
предупредительной и аварийной
сигнализаций, неисправность датчиков,
сообщения о действиях оператора по
квитированию, снятию с опроса и изменению
состояния исполнительных механизмов
и др;
5. Формирование и отображение
на дисплее различных групп графиков
изменения технологических параметров.
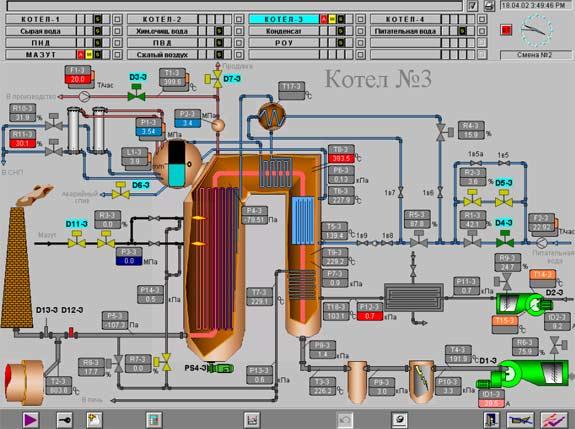 Мнемосхема
"Котел №3"
Мнемосхема
"Котел №3"
Подсистема регулирования
Для
поддержания параметров технологического
процесса в заданных диапазонах
используется регуляторы со стандартными
ПИД-алгоритмами. Основные контуры
регулирования:
![]() Поддержание
температуры в горячей головке печи
путем регулирования расхода мазута на
печь
Поддержание
температуры в горячей головке печи
путем регулирования расхода мазута на
печь![]() Поддержание
расхода воздуха и пара на печь
пропорционально расходу мазута
Поддержание
расхода воздуха и пара на печь
пропорционально расходу мазута![]() Регулятор
разряжения за котлом - регулятор управляет
направляющими аппаратами дымосоcа,
вследствие чего происходит регулирование
разрежения за котлом и в тоже время
регулируется температура газов в
холодной головке печи
Регулятор
разряжения за котлом - регулятор управляет
направляющими аппаратами дымосоcа,
вследствие чего происходит регулирование
разрежения за котлом и в тоже время
регулируется температура газов в
холодной головке печи![]() Регулятор
питания утилизационного котла -
поддержание уровня в барабане котла
регулированием расхода питательной
воды в барабан, с коррекцией по текущему
расходу перегретого пара
Регулятор
питания утилизационного котла -
поддержание уровня в барабане котла
регулированием расхода питательной
воды в барабан, с коррекцией по текущему
расходу перегретого пара
![]() Регулирование
температуры перегретого пара с опережающей
коррекцией по скорости изменения
температуры в промежуточной точке,
расположенной непосредственно за
впрыскивающим пароохладителем
Регулирование
температуры перегретого пара с опережающей
коррекцией по скорости изменения
температуры в промежуточной точке,
расположенной непосредственно за
впрыскивающим пароохладителем![]() Поддержание
давления перегретого пара
Поддержание
давления перегретого пара![]() Регулирование
тепловой нагрузки котла - поддержание
давления пара в барабане котла подачей
мазута на форсунки
Регулирование
тепловой нагрузки котла - поддержание
давления пара в барабане котла подачей
мазута на форсунки![]() Регулирование
температуры и давления на выходе
редукционно-охладительных
установок
Регулирование
температуры и давления на выходе
редукционно-охладительных
установок![]() Регулятор
уровня и давления в деаэраторе
Регулятор
уровня и давления в деаэраторе![]() Регулятор
уровня в баках ХОВ
Регулятор
уровня в баках ХОВ
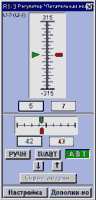
Окно регулятора питания
Подсистема дозирования кокса
 Д
Д озирование
кокса в прокалочные печи выполняется
ленточными весовыми дозаторами
непрерывного действия. Функции
дозаторов:
озирование
кокса в прокалочные печи выполняется
ленточными весовыми дозаторами
непрерывного действия. Функции
дозаторов:![]() Измерение
веса материала, корректировка веса с
учетом веса ленты и шва
Измерение
веса материала, корректировка веса с
учетом веса ленты и шва![]() Измерение
скорости транспортерной ленты с учетом
"проскальзывания" по сигналам
датчиков вращения ведомого и ведущего
валов транспортера
Измерение
скорости транспортерной ленты с учетом
"проскальзывания" по сигналам
датчиков вращения ведомого и ведущего
валов транспортера![]() Управление
скоростью движения ленты в соответствии
с заданной производительностью
Управление
скоростью движения ленты в соответствии
с заданной производительностью![]() Настройка
параметров системы и параметров
регулирования производительности
Настройка
параметров системы и параметров
регулирования производительности![]() Контроль
аварийных ситуаций (блокировки)
Контроль
аварийных ситуаций (блокировки)
Подсистема диагностики
Для обеспечения требуемого уровня надежности, упрощения поиска и устранения неисправностей АСУ ТП имеет в своем составе программные и аппаратные средства диагностики работоспособности системы. Выход из строя оборудования и возникновение программных сбоев фиксируются в архиве сообщений (событий) и отображаются на специальном экране диагностики.
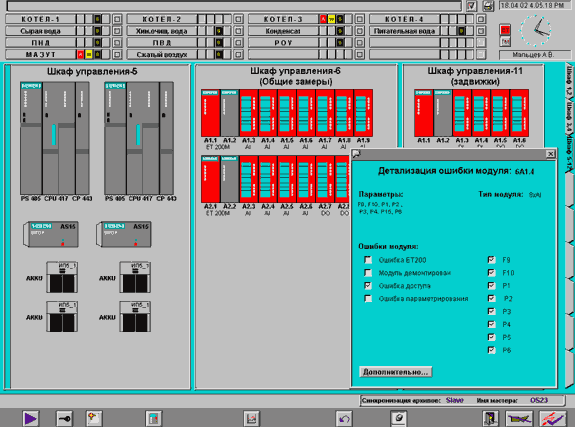 Мнемосхема
"Экран диагностики" с окном
детализации ошибки модуля
Мнемосхема
"Экран диагностики" с окном
детализации ошибки модуля
Результаты:
Внедрение новой АСУ ТП позволило:
- расширить функции автоматического и автоматизированного контроля и управления;
- повысить качество работы регулятора питания;
- повысить надежность функционирования системы противоаварийной защиты;
- повысить качество управления технологическим процессом;
 -
сократить количество и время локализации
аварийных ситуаций и отказов оборудования;
-
сократить количество и время локализации
аварийных ситуаций и отказов оборудования;
- упростить работу операторов;
- улучшить контроль за работой операторов.
Внедрение АСУ ТП: котельное отделение - 04/2002, прокалочное отделение - 10/2002.