

Раскрой листового проката.
Раскрой бывает безотходным (отрезка) и с отходами материала (вырубка в штампах). При вырубке контура вырубаемых заготовок должны быть удалены друг от друга на величину технологической перемычки. Основное назначение перемычки – компенсировать погрешности подачи материала и фиксации его в штампе. Перемычка между контурами деталей называется межконтурной «а1». Перемычка между контуром детали и краем полосы называется боковой «а».

Расчет норм расхода материала при вырубке круглых деталей.
Вырубку можно производить из листа, полосы, ленты, рулона в один, два и более рядов, при параллельном или шахматном расположении.
При раскрое листа на полосы в однорядной вырубке из полосы.
Шаг подачи: t=D+a1
Расчетная ширина полосы: bр=D+2а
1. Поперечный раскрой листа.
Число полос из
листа:
![]()
bH –номинальная ширина полосы.
Число деталей из
полосы:
![]()
Число деталей из
листа:
![]()
Коэффициент
использования листа:
![]()
Площадь детали:
![]()
2. Продольный раскрой листа.
;
;
![]() ;
;
коэффициент использования материала:
![]() в килограммах на 1000 деталей.
в килограммах на 1000 деталей.
где: -плотность материала
S –толщина листа.
При параллельном расположении деталей на полосе
t =D+a1,
bр=n·D+2·a+(n-1)·a1
=D+a1,
bр=n·D+2·a+(n-1)·a1
где: n –число рядов.
![]() или
или
![]()
При шахматном расположении деталей на полосе
t=D+a1, bр=(D+2·a)+(n-1)·(D+a1)·cos
где: n –число рядов.
или
Для четных рядов
полученный результат уменьшают на
единицу, если остаток по длине полосы
![]()
Расчет других параметров проводят как при однорядном раскрое.
При вырубке деталей непосредственно из листа:
Число рядов
![]()
где:
![]()
число деталей в
нечетных рядах
![]()
в четных рядах nд уменьшают на единицу, если
Остальные показатели также как и при однорядной вырубке.
Расчет норм расхода металла при вырубке деталей произвольной конфигурации. При однорядном раскрое:
Шаг подачи t равен расстоянию между центрами деталей
Вр=lн+le+2a
Для поперечного
раскроя:
![]()
Для продольного
раскроя:
![]()
При многорядном раскрое:
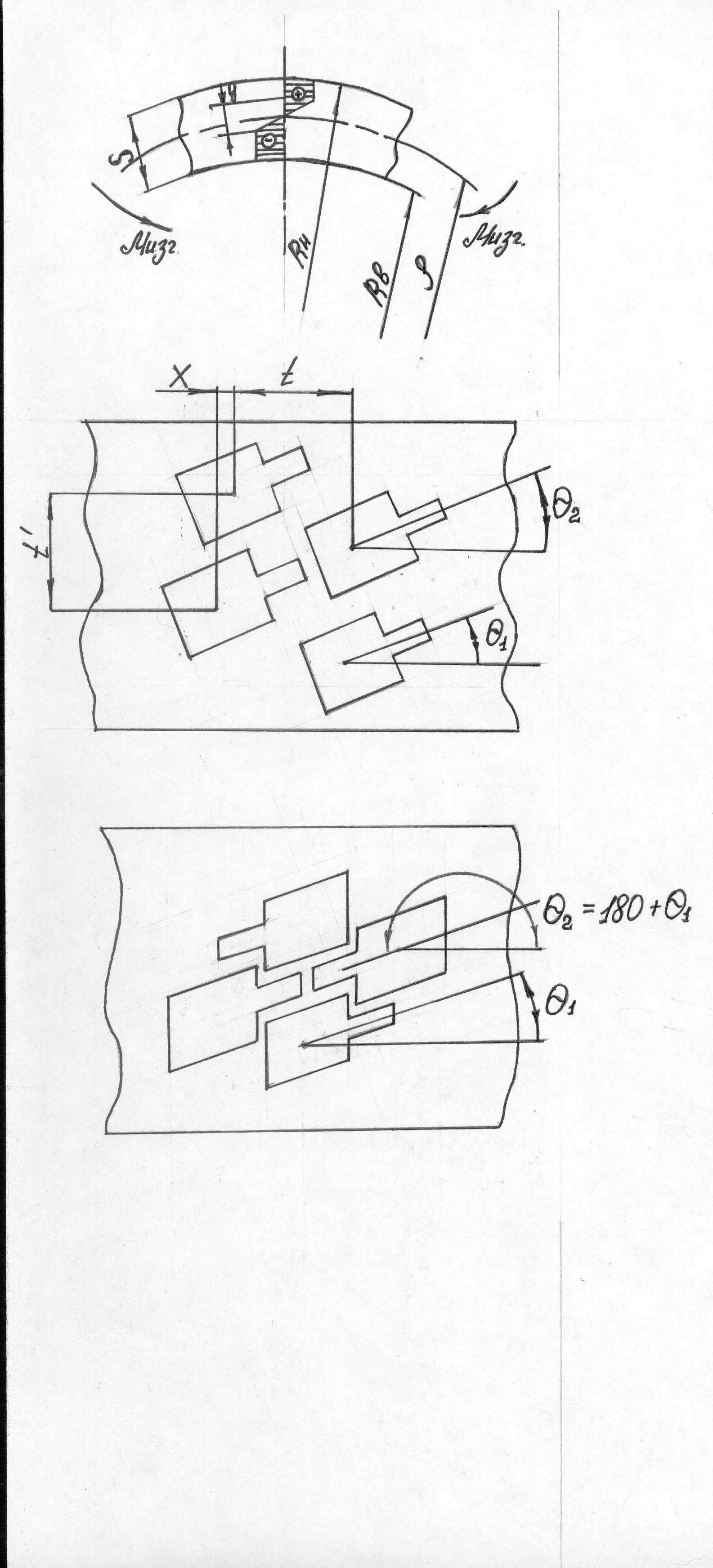
При 1=2=…=n
Вр=lн+lв+(n-1)·t’+2a
Число деталей в нечетных рядах:
П оперечный раскрой:
Продольный раскрой:
![]()
Число деталей в четных рядах:
Поперечный раскрой:
![]()
Продольный раскрой:
![]()
При 2,4,6=1,3,5+180
Вр=2·lн+(n-1)·t’+2a
Число деталей в нечетных рядах:
Поперечный раскрой:
![]()
Продольный раскрой:
Число деталей в четных рядах:
Поперечный раскрой:
![]()
Продольный раскрой:
![]()
Остальные показатели рассчитываются как для круглых деталей.
Формоизменяющие операции листовой штамповки. Гибка.
Гибка выполняется на кривошипных и гидравлических прессах, валковых листогибочных машинах, специальных профилегибочных машинах для гибки с растяжением.
Наиболее распространена гибка в штампах на кривошипных прессах. Гибку в штампах осуществляют одновременным действием на заготовку матрицы и пуансона. При этом силы Р и Q создают изгибающий момент, необходимый для формоизменения.
Н апряженное состояние зоны деформации при гибке характеризуется нормальными напряжениями в окружном направлении, нормальными напряжениями в радиальном направлении, нормальными напряжениями а в аксиальном (осевом) направлении.
При гибке широкой заготовки присутствуют все три составляющие напряжений. Поэтому напряженное состояние - объемное. В зоне растяжения аксиальные напряжения растягивающие, в зоне сжатия – сжимающие.
При гибке узкой полосы на ребро аксиальные напряжения малы по сравнению с напряжениями текучести, по этому ими можно пренебречь (а0). Поэтому можно считать, что напряженное состояние плоское. Первоначально прямоугольное сечение полосы превращается в трапецеидальное.
Значение и характер распределения напряжений при гибке зависят от радиуса кривизны изгибаемой заготовки. В начальной стадии (радиус кривизны велик) деформация упругая. По мере уменьшения радиуса изгиба периферийные слои начинают деформироваться пластически, поскольку значение окружных напряжений достигают напряжений текучести. Эту стадию деформации называют упруго-пластической.
При дальнейшем уменьшении радиуса изгиба пластическая зона растет и при Rв/S5 почти все сечение заготовки находится в стадии пластического состояния. Начинается чисто пластическая стадия изгиба. На этой стадии происходит заметное смещение нейтральной поверхности в сторону сжатых волокон заготовки. Поскольку пластический изгиб сопровождается упругими деформациями, после снятия нагрузки происходит «пружинение», т.е. изменение радиуса кривизны и угла между прямолинейными участками заготовки. Это следует учитывать при проектировании штампа.