

Цель: закрепление теоретических знаний, полученных в процессе обучения и приобретение практических знаний и навыков работы на станках; приобретение знаний о структуре рабочего коллектива и о руководстве первичными структурными подразделениями; приобретение навыков ведения общественной работы в рабочем коллективе.
Задачи:
- изучение работы основных типов металлорежущих станков, в особенности специальных, применяемых в отрасли;
- изучение работы основных видов специальных приспособлений;
- ознакомление с основными видами режущих инструментов;
 -
ознакомление с приемами контроля деталей
специальными измерительными инструментами
и приборами;
-
ознакомление с приемами контроля деталей
специальными измерительными инструментами
и приборами;
- получение навыков практической работы на станках различных типов.
 Поршень —
деталь цилиндрической формы, совершающая
возвратно поступательное движение
внутри цилиндра и служащая для превращения
изменения давления газа, пара или
жидкости в механическую работу, или
наоборот — возвратно-поступательного
движения в изменение давления. В поршневом
механизме, в отличие от плунжерного,
уплотнение располагается на цилиндрической
поверхности поршня, обычно в виде одного
или нескольких поршневых колец.
Поршень —
деталь цилиндрической формы, совершающая
возвратно поступательное движение
внутри цилиндра и служащая для превращения
изменения давления газа, пара или
жидкости в механическую работу, или
наоборот — возвратно-поступательного
движения в изменение давления. В поршневом
механизме, в отличие от плунжерного,
уплотнение располагается на цилиндрической
поверхности поршня, обычно в виде одного
или нескольких поршневых колец.
Поршень подразделяется на три части, выполняющие различные функции:
днище
уплотняющая часть
направляющая часть (юбка)
Для передачи усилия от поршня (или наоборот) может использоваться шток, либо кривошип, который соединяется с поршнем с помощью пальца. Другие способы передачи усилия используются реже. В некоторых случаях шток может играть роль направляющего устройства, в этом случае юбка не нужна.
Использование:
в машиностроении, в частности при
обработке поршней двигателя внутреннего
сгорания, устанавливаемых в цилиндр
(гильзу цилиндра) двигателя с рабочим
зазором. Сущность способа заключается
в том, что при обработке поршня последний
подвергают механической и антифрикционной
обработкам до формирования на его
поверхности рельефа с высотой R = 10 - 50
мкм и величиной относительной площади,
занимаемой регулярными неровностями
70 - 90%. Обработку ведут до получения
диаметра поршня, выбираемого по формуле
D = D1 + (3 - 3,5)R•10-3, где D1 - номинальный
диаметр поршня по чертежу. Такая обработка
дает возможность уменьшить рабочий
зазор между поршнем и цилиндром и тем
самым уменьшить угар масла.
Описание
изобретения: Изобретение относится к
машиностроению, в частности к обработке
поршней двигателя внутреннего сгорания,
устанавливаемых в цилиндр (гильзу
цилиндра) двигателя с рабочим
зазором.
Известен способ обработки
поршня двигателя внутреннего сгорания,
при  котором
поршень подвергают механической и
антифрикционной обработке до получения
на обработанной поверхности микрорельефа
с высотой Pa 2,5 10 мкм и величиной опорной
поверхности на уровне 1 2 мкм в пределах
20 30% (1). В известном способе поверхность
поршня вначале протачивают резцом,
получая частично регулярный рельеф, а
затем натирают антифрикционными
брусками, получая окончательную
микрогеометрию. Частично регулярный
рельеф характеризуется глубиной
неровностей и относительной площадью,
занимаемой регулярными неровностями
(ГОСТ 24773-81 "Поверхности с регулярным
микрорельефом". Классификация,
параметры и характеристики). Такая
обработка поршня снижает силы трения
поршня по цилиндру (гильзе цилиндра) в
зоне юбки поршня и исключает возможность
задиров при трении.
Обработанный
поршень устанавливается в цилиндр с
рабочим зазором, величина которого
зависит от множества факторов, в частности
от состояния обработанной поверхности
поршня. Одним из способов повышения
эффективности работы двигателя
внутреннего сгорания является уменьшение
рабочего зазора. При этом в первую
очередь снижается расход масла на угар.
Однако уменьшение рабочего зазора в
паре поршень-цилиндр (гильза) может
привести к задирам и заклиниванию
поршня. Использование известного
способа, взятого за прототип, может
снизить вероятность задиров в паре
поршень-цилиндр, однако приведенные
параметры поверхности выбраны из условия
работы двигателя в обычных условиях и
не отражают требований к рельефу
поверхности при изменении зазора в
паре.
Целью изобретения является
создание способа обработки поршня,
обеспечивающего геометрические
параметры, при которых возможно уменьшение
зазора между поршнем и цилиндром,
исключая задиры при работе двигателя.
Цель
достигается тем, что в способе обработки
поршня, устанавливаемого в цилиндр
(гильзу) с зазором, включающем механическую
обработку с получением частично
регулярного профиля и антифрикционную
обработку
котором
поршень подвергают механической и
антифрикционной обработке до получения
на обработанной поверхности микрорельефа
с высотой Pa 2,5 10 мкм и величиной опорной
поверхности на уровне 1 2 мкм в пределах
20 30% (1). В известном способе поверхность
поршня вначале протачивают резцом,
получая частично регулярный рельеф, а
затем натирают антифрикционными
брусками, получая окончательную
микрогеометрию. Частично регулярный
рельеф характеризуется глубиной
неровностей и относительной площадью,
занимаемой регулярными неровностями
(ГОСТ 24773-81 "Поверхности с регулярным
микрорельефом". Классификация,
параметры и характеристики). Такая
обработка поршня снижает силы трения
поршня по цилиндру (гильзе цилиндра) в
зоне юбки поршня и исключает возможность
задиров при трении.
Обработанный
поршень устанавливается в цилиндр с
рабочим зазором, величина которого
зависит от множества факторов, в частности
от состояния обработанной поверхности
поршня. Одним из способов повышения
эффективности работы двигателя
внутреннего сгорания является уменьшение
рабочего зазора. При этом в первую
очередь снижается расход масла на угар.
Однако уменьшение рабочего зазора в
паре поршень-цилиндр (гильза) может
привести к задирам и заклиниванию
поршня. Использование известного
способа, взятого за прототип, может
снизить вероятность задиров в паре
поршень-цилиндр, однако приведенные
параметры поверхности выбраны из условия
работы двигателя в обычных условиях и
не отражают требований к рельефу
поверхности при изменении зазора в
паре.
Целью изобретения является
создание способа обработки поршня,
обеспечивающего геометрические
параметры, при которых возможно уменьшение
зазора между поршнем и цилиндром,
исключая задиры при работе двигателя.
Цель
достигается тем, что в способе обработки
поршня, устанавливаемого в цилиндр
(гильзу) с зазором, включающем механическую
обработку с получением частично
регулярного профиля и антифрикционную
обработку  до
получения на поверхности микрорельефа,
при механической и антифрикционной
обработках формируют рельеф с высотой
R 10 50 мкм и величиной относительной
площади, занимаемой регулярными
неровностями 70 90% при этом обработку
ведут до получения диаметра поршня,
выбираемого по формуле D D1 + (3 - 3,5)•10-3R,
где D1 номинальный диаметр поршня по
чертежу, мм.
Обработанный с указанными
параметрами профиль рабочей поверхности
дает возможность уменьшить зазор между
поршнем и цилиндром за счет того, что
профиль хорошо прирабатывается, имеет
масляные карманы, улучшающие смазывание
контактирующих поверхностей и при
необходимости размещение материала
выступов неровностей при возможном
переформировании выступов в процессе
приработки. Антифрикционное покрытие
позволяет повысить несущую нагрузку,
возникающую в контакте пары поршень-цилиндр
(гильза). Коэффициент 3 3,5 определяет
максимальный диаметр поршня, до которого
последний может быть увеличен. Уменьшение
коэффициента менее 3 не даст ощутимых
результатов, а увеличение коэффициента
больше 3,5 может привести к задирам и
заклинив
до
получения на поверхности микрорельефа,
при механической и антифрикционной
обработках формируют рельеф с высотой
R 10 50 мкм и величиной относительной
площади, занимаемой регулярными
неровностями 70 90% при этом обработку
ведут до получения диаметра поршня,
выбираемого по формуле D D1 + (3 - 3,5)•10-3R,
где D1 номинальный диаметр поршня по
чертежу, мм.
Обработанный с указанными
параметрами профиль рабочей поверхности
дает возможность уменьшить зазор между
поршнем и цилиндром за счет того, что
профиль хорошо прирабатывается, имеет
масляные карманы, улучшающие смазывание
контактирующих поверхностей и при
необходимости размещение материала
выступов неровностей при возможном
переформировании выступов в процессе
приработки. Антифрикционное покрытие
позволяет повысить несущую нагрузку,
возникающую в контакте пары поршень-цилиндр
(гильза). Коэффициент 3 3,5 определяет
максимальный диаметр поршня, до которого
последний может быть увеличен. Уменьшение
коэффициента менее 3 не даст ощутимых
результатов, а увеличение коэффициента
больше 3,5 может привести к задирам и
заклинив
 .
Операция 005 Станок
ток.винт 16К20
.
Операция 005 Станок
ток.винт 16К20
База ø250 (диаметр заготовки)
С упором в торец
Переход 1 Точить ø 129 (припуск на ø 13*)
Резец проходной упорный
Переход 2 Сверлить ø 90 (припуск под расточку ø 90Р7 и ø 90К7)
Инструмент – сверло
Переход 3 Развальцевать 1*45
Инструмент сверло
Переход 4 Сверлить 2 отв ø 40
Инструмент сверло
Переход 5 развальцевать отв.2*45
Операция 010 Станок ток.винт 16К20
База ø 125 с упором в торец
Переход 1 Точить ø 225
С подрезкой торца
Резец проходной упорный
Переход 2 Точить ø 294,8 (припуск на ø 204,8с11)
С подрезкой торца
Резец подрезной
Переход 3 развальцевать отв.1*50
Операция 015 Станок ток.винт. 16К20
База ø 125 с упором в торец
Переход 3 Расточить 90 на 185
резец расточной
Переход 4 Точить канавку 5,12 Н11
Резец канавочный отогнутый
Переход 5 Сверлить ø5
Инструмент - сверло
Операция 020 Ток.винт.станок 16К20
База ø 204,8 с упором в торец
Переход 1 Точить канавку глебиной 9
Резец канавочный отогнутый
Токарно-винторезный станок 16к20
Токарно-винторезные станки предназначены для выполнения разнообразных работ. На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические и конические отверстия, обрабатывать торцевые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции. Используются в условиях единичного (индивидуального) и мелкосерийного производства и на ремонтных работах. Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка.Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие - до 500 кг (D = 100 - 200 мм), средние - до 4 т (D = 250 - 500 мм), крупные - до 15 т (D = 630 - 1250 мм) и тяжелые - до 400 т (D = 1600 - 4000 мм).
На базе станка 16К20 (рис.1) созданы специализированные токарные станки различных видов. Станки оснащают копировальными устройствами, что позволяет обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента и значительно упрощает накладку и подналадку станков.

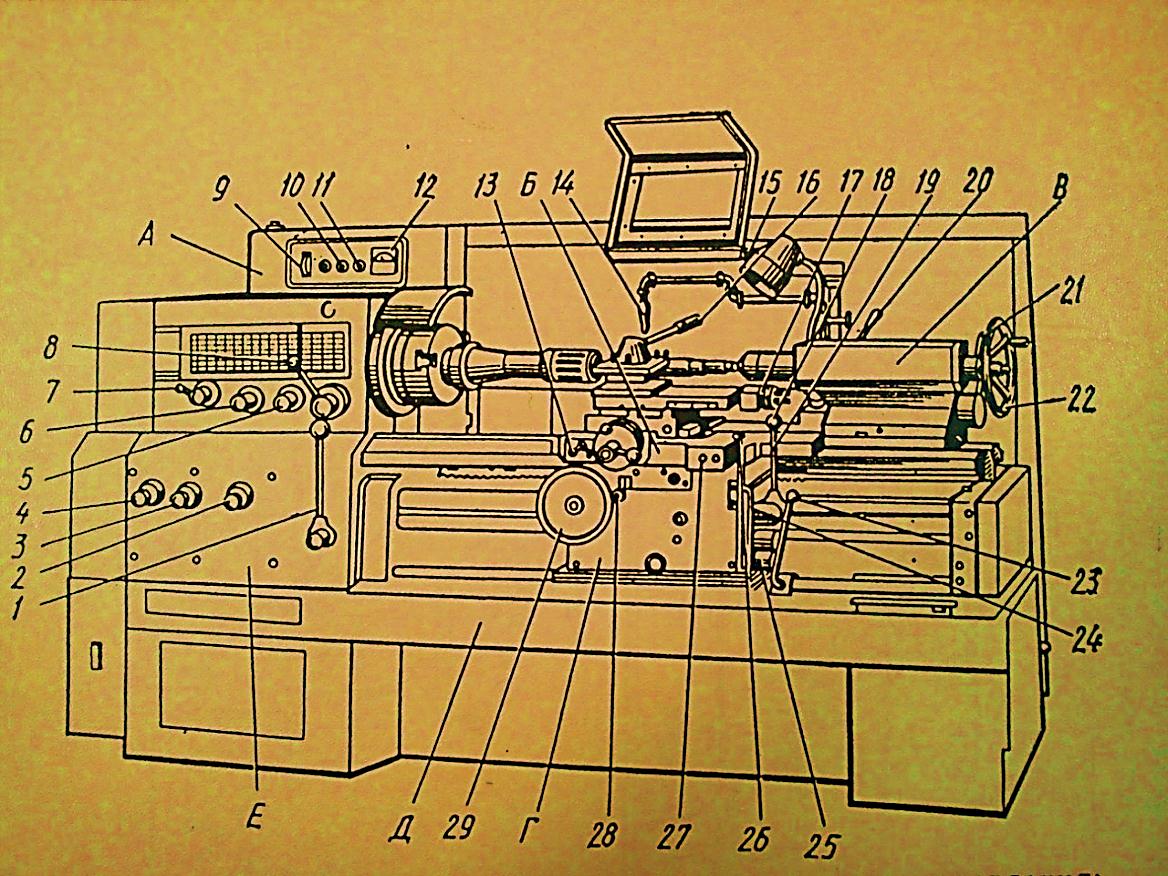
Рис.1 Токарно винторезный станок 16К20
А-передняя (шпиндельная) бабка; Б-суппорт; В-задняя бабка; Г-фартук; Д-станина; Е-коробка подач; 1-рукоятка управления фрикционной муфтой главного привода; 2-вариатор подачи, шага резьбы и отклонения механизма подачи; 3-вариатор подачи и типа нарезаемой резьбы; 4- вариатор подачи и шага резьбы; 5-переключатель на левую или правую резьбу; 6-рукоятка установки нормального или увеличенного шага резьбы и положения при делении на заходы резьбы (многозаходной); 7 и 8-рукоятки установки частоты вращения шпинделя; 9-вводный автоматический выключатель; 10-лампа сигнальная; 11-включение насоса СОЖ; 12-указатель нагрузки станка; 13-ручное перемещение поперечных салазок суппорта; 14-регулируемое сопло СОЖ; 15-местное освещение; 16-рукоятка поворота и зажима резцедержателя; 17- рукоятка перемещения верхних салазок суппорта; 18-рукоятка включения двигателя ускоренного хода; 19-рукоятка управления перемещениями каретки и салазок суппорта; 20-зажим пиноли задней бабки; 21-рукотка закрепления задней бабки на станине; 22-моховичок перемещения пиноли задней бабки; 23-рукоятка включения и отключения муфты главного привода; 24-рукотка включения и отключения разъемной гайки ходового винта; 25-включение подачи; 26-винт закрепления каретки на станине; 27-кнопочная станция двигателя главного привода; 28-рукоятка включения и выключения реечной шестерни; 29-маховичок ручного перемещения каретки суппотра.
Основными
узлами токарно-винторезного станка
16К20 (рис. 1) являются: станина; передняя
(шпиндельная) бабка, в которой может
быть размещена коробка скоростей;
коробка подач; суппорт с резцедержателем
и фартуком; задняя бабка.
Задняя бабка
служит для поддержания обрабатываемой
заготовки при работе в центрах, а
также для закрепления инструментов при
обработке отверстий (сверл, зенкеров,
разверток) и нареза ния
резьбы (метчиков, плашек). Коробка
подач
служит для передачи вращения от шпинделя
или от отдельного привода ходовому валу
или ходовому винту,
а также для изменения их частоты вращения
для получения необходимых подач или
определенного шага при нарезании резьбы.
Фартук
предназначен для преобразования
вращательного движения ходового вала
и ходового винта в прямолинейное
поступательное движение суппорта.
Суппорт
служит для закрепления режущего
инструмента и сообщения ему движений
подачи.
ния
резьбы (метчиков, плашек). Коробка
подач
служит для передачи вращения от шпинделя
или от отдельного привода ходовому валу
или ходовому винту,
а также для изменения их частоты вращения
для получения необходимых подач или
определенного шага при нарезании резьбы.
Фартук
предназначен для преобразования
вращательного движения ходового вала
и ходового винта в прямолинейное
поступательное движение суппорта.
Суппорт
служит для закрепления режущего
инструмента и сообщения ему движений
подачи.
Главное движение - вращение шпинделя с заготовкой;
движения подач -перемещение каретки в продольном и салазок в поперечном направлениях;
вспомогательные движения - быстрые перемещения каретки в продольном и салазок в поперечном направлениях от отдельного привода и др.
Техническая характеристика станка:
Класс точности………………………………….Н
Наибольший диаметр обрабатываемой заготовки, мм:
над станиной………………….400
над суппортом…………….220
Наибольшая длина обрабатываемой заготовки, мм………………..750-1500
Наибольшая масса устанавливаемой заготовки, кг:
закрепленного в патроне………………..300
закрепленного в центрах……………..1300
Число скоростей шпинделя……………22
Пределы частот вращения шпинделя, мин……………12,5-1600
Предельная подача, мм/об:
продольная…….0,05-2,8
поперечная………………….0,025-1,4
Шаг нарезаемой резьбы:
метрической, мм…………0,5-112
дюймовой………….56-05
Габаритные размеры станка, мм:
длина…………..2812
ширина…………………………..1166
высота………………….1324
Масса станка, кг…………………2140
Мощность электродвигателя, кВт…………10