

Розділ ІХ. ОБРОБКА МЕТАЛІВ ТИСКОМ
9.1. Загальні відомості про обробку металів тиском
Обробка металів тиском (ОМТ) — це один з прогресивних способів формоутворення деталей, який ба- зується на пластичній деформації металів.
Процеси ОМТ відрізняються від ливарного виробництва і особливо обробки різанням високою продуктивністю, еко- номною витратою матеріалу та покращенням механічних вла- стивостей металу.
Тиском виготовляють профільні вироби (рейки, кутни-
ки, двутаври, швелери тощо) та листовий метал.
В основі обробки металів тиском лежить три закони:
1. Об’єм заготовки до обробки тиском дорівнює об’єму виготовленого виробу (закон рівності об’ємів).
2. При пластичній деформації кожна точка в металі переміщується в сторону найменшого опору (закон наймен- шого опору).
3. Пластична деформація настає тоді, коли прикла- дена напруга рівна або більша напруги межі текучості ме- талу.
Кожний з перелічених законів на перший погляд є оче- видним, проте має суттєве значення при розрахунках на прак- тиці. Закон рівності об’ємів дозволяє брати необхідну кіль- кість матеріалу для виготовлення того чи іншого виробу. Хоча на практиці треба враховувати незначну втрату металу на ока- лину (1 — 2 %). Знання закону найменшого опору дозволяє орієнтуватись, куди буде переважно деформуватись метал при прикладенні зовнішнього тиску. Наприклад, якщо взяти з ме- талу заготовку кубічної форми і наносити по ній удари моло- том, то, користуючись цим законом, не важко відповісти, як буде змінюватись форма заготовки і чому в кінцевому резуль- таті буде точний круг.
Третій закон ОМТ пов’язаний з силовою характеристи- кою деформації. Найкращі умови зміни форми заготовки у форму виробу виникають, коли метал тече, тобто тоді, коли прикладене зусилля не тільки більше за необхідне для пруж-
182
ної деформації, а й здатне викликати явище текучості металу.
Пластична деформація металу може відбуватись ковзан-
ням і двойникуванням (рис. 77).
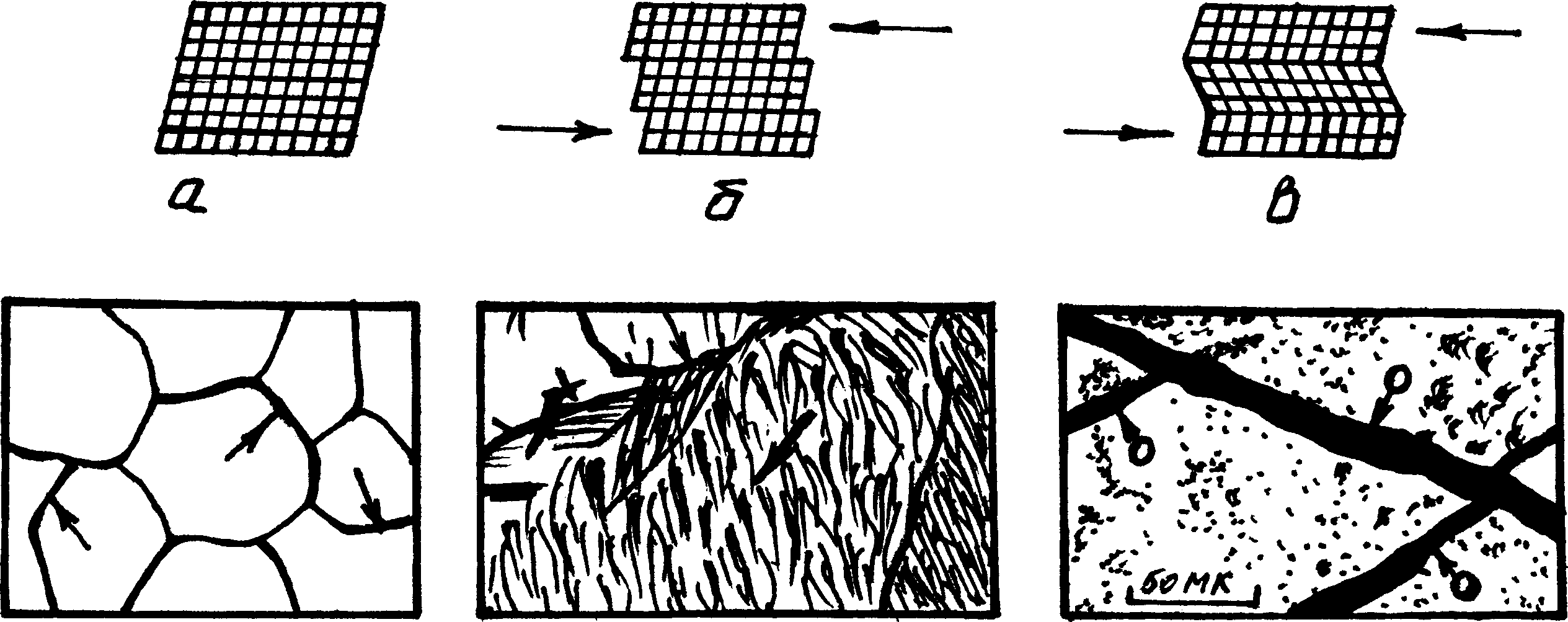
Рис. 77.
Ковзання являє собою зсув однієї частини металу віднос- но іншої вздовж певних кристалографічних площин і на- прямків. Зсув відбувається, як правило, по найбільш щільно- упакованим атомним площинам і напрямкам.
При двойникуванні деформація зосереджується в неве- ликому об’ємі металу, причому частина, яка змішується, є ніби дзеркальним відображенням частини, яка не деформувалась.
Якщо металам з решітками ГЦК і ОЦК більш властива деформація ковзанням, то з ГЩУ решіткою — двойникуван- ня. Деформація двойникуванням в металах з решітками ГЦК і ОЦК може проявитись лише при низьких температурах і високих швидкостях деформації.
Металографічне вивчення механізму деформації показа- ло, що по мірі деформації зерна повертаються і витягуються в напрямку діючого навантаження і поступово набувають однакову або близьку кристалічну орієнтацію (текстуру), структура стає волокнистою, а квазіізотропний метал — ані- зотропним. Це явище називається наклепом.
При цьому метал має найбільшу міцність. Коли ж перей- ти межу наклепу, то виникають тріщини, розшарування ме- талу. Тому подальша деформація можлива лише при віднов- ленні (рекристалізації) структури спеціальним відпалом.
Деформування металу в значній мірі залежить від тем- ператури. Нагрів металу сприяє зменшенню опору деформації та підвищенню його пластичності.
183
Розрізняють холодну та гарячу деформації, які здійсню- ються відповідно при температурах нижче і вище температу- ри рекристалізації. При гарячій обробці метал практично не наклепується, а при холодній зміцнення росте в залежності від степені деформації. Тому при холодній обробці для отри- мання великої зміни форми застосовують проміжний рекрис- талізаційний відпал.
Гарячій обробці підлягає більшість металів та сплавів, тому що це сприяє зменшенню енергетичних витрат. Проте при гарячій обробці на поверхні металу утворюється окали- на, яка при деформації вдавлюється в середину металу і при- водить до надривів, тріщин.
Вибір холодної і гарячої ОМТ залежить від багатьом фак- торів. Він здійснюється в кожному конкретному випадку ок- ремо.
Зміна механічних властивостей металу залежить від швидкості деформації. Збільшення швидкості деформації частіше приводить до росту зміцнення і зсуву гарячої оброб- ки в бік більш високих температур. Пластичність змінюється не однозначно — можливе як її підвищення, так і зниження.
Наприклад, сама по собі пластична мідь при малих швид- костях деформації в області температур 300 — 600 °С стає дуже крихкою, а підвищення швидкості деформування при- водить до усунення провалу пластичності. Аналогічно відбу- вається і в латуней, нікелю, алюмінію та ін.
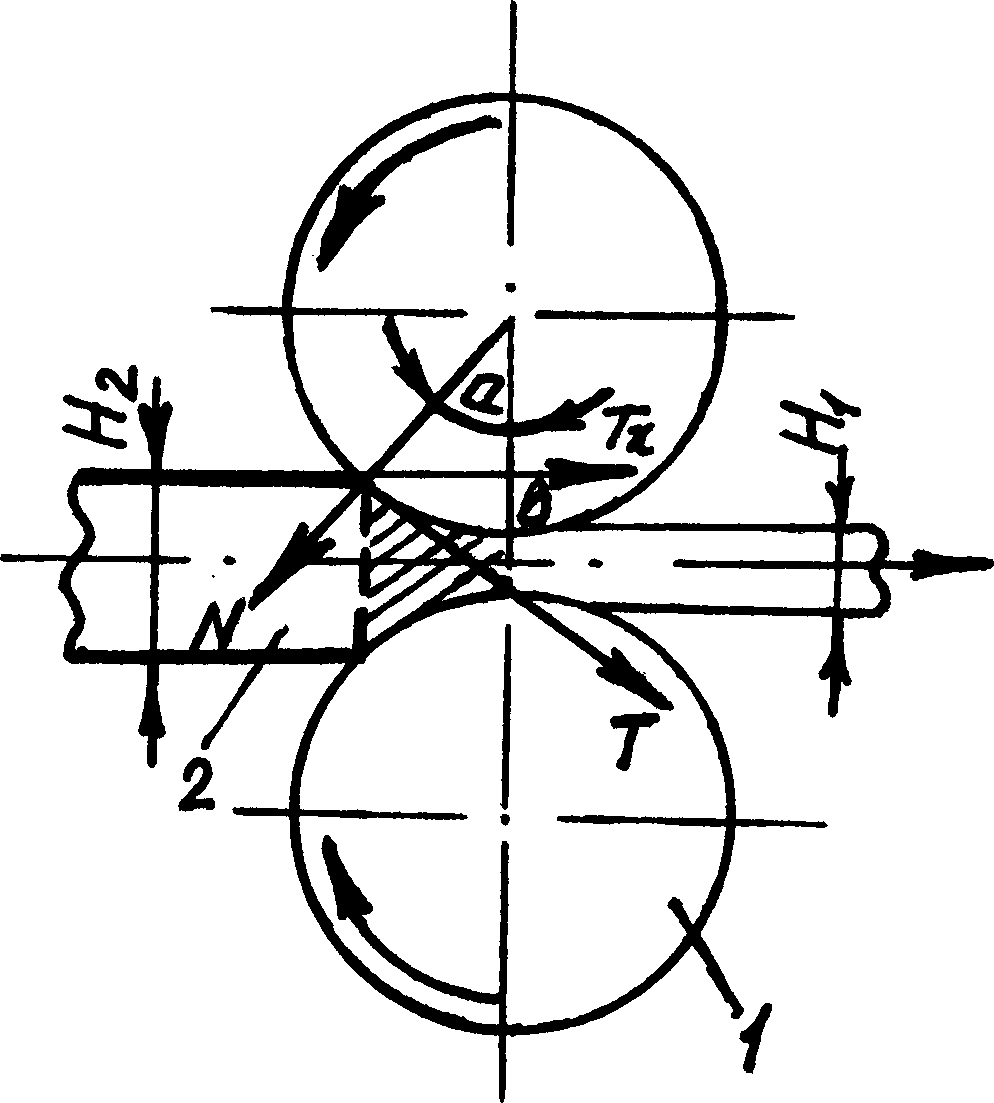
Будь-який процес ОМТ характеризується осередком де- формації та коефіцієнтом дефор- мації.
Розглянемо для прикладу осе- редок деформації і його парамет- ри при повздовжній прокатці між двома валками (рис. 78).
В Осередок деформації (на ри-
А сунку заштрихована ділянка) ха-
рактеризується дугою захвату АВ і кутом захвату . Зміну висоти H 2 H1 , ширини B1 B0 і довжи-
Рис. 78.
ни L L0
після деформації нази-
вають відповідно абсолютним
184
стисненням, уширенням та витяжкою. Значно зручніше ви- сотну, поперечну та поздовжню деформармацію заготовки ха- рактеризувати відповідними коефіцієнтами:
стиснення H 2
H1
, уширення B1
B0
і витяжки L .
L0
Ці коефіцієнти зв’язані між собою, оскільки об’єм заго-
товки до деформації рівний об’єму після деформації.
V0 H 2 B0 L0 ;
H 2 B1L1 ;
.
V1 H1B1L1
H1 B0 L0
Виходячи з характеру обробки виділяють такі види ОМТ:
прокатку, пресування, ковку, штамповку та волочіння.