

3 Общие вопросы технологии сварки в со2.
СО2 является наиболее распространенным защитным газом, применяемым при сварке плавящимся электродом. В зоне сварки при высокой температуре СО2 диссоциирует:
Выделяющийся при диссоциации СО2 кислород окисляет жидкий металл с образованием закиси железа FeO, растворимой в жидком металле и ряда нерастворимых оксидов элементов, входящих в состав металла- SiO2, MnO, AI2O3 и др.
При взаимодействии FeO с углеродом образуется нерастворимая в металле окись углерода СО, вызывающая образование пористости при сварке.
Окислительная способность углекислого газа растет с повышением температуры. Однако реакцию окисления углерода можно затормозить за счет введения в сварочную ванну элементов-раскислителей (Si, Mn, Тi, АI и др.).
В связи с этим при сварке сталей применяют сварочные проволоки, легированные элементами - раскислителями. Некоторые марки сварочных проволок, применяемых для сварки конструкционных сталей приведены в таблице 1.
Достаточно широкое распространение при производстве сварных конструкций получила механизированная сварка в смеси газов. Смесь 80% СО2+20%О2 обеспечивает более лучшее формирование шва, уменьшает несколько разбрызгивание и повышает плотность металла шва. Обычно такие смеси применяют для сварки низкоуглеродистых и низколегированных сталей. Для сварки низкоуглеродистых и легированных сталей находит применение смесь 75%Аr + 25%CO2, что повышает стабильность горения дуги, снижает пористость металла шва и улучшает формирование швов.
Таблица1- Марки сварочных проволок для сварки в СО2
Свариваемый металл |
Марка сварочной проволоки (ГОСТ 2246-70) |
1. Низкоуглеродистые стали Ст1, Ст2, Ст3 |
СВ-08ГС, СВ-08Г2С
|
2. Легированные
стали средней прочности ( 25ХГСА, 30ХГСА |
СВ-18ХГСА, СВ-10ГСМ
|
3. Низколегированные стали 10ХСНД, 15ХСНД, 14ХСНД, 09Г2, 14Г2
|
СВ-08Г2С (при одно- или двухслойной сварке) СВ-08ХГ2С |
4. Теплоустойчивые стали 20ХМЛ, 15Х1Мф |
СВ-08ХГСМФ
|
5. Высокохромистые стали 12Х13, 20Х13 |
СВ-08Х14ГНТ
|
6.Аустенитные стали 12Х18Н10Т, 12Х18Н12Т |
СВ-08Х25Н13БТЮ |
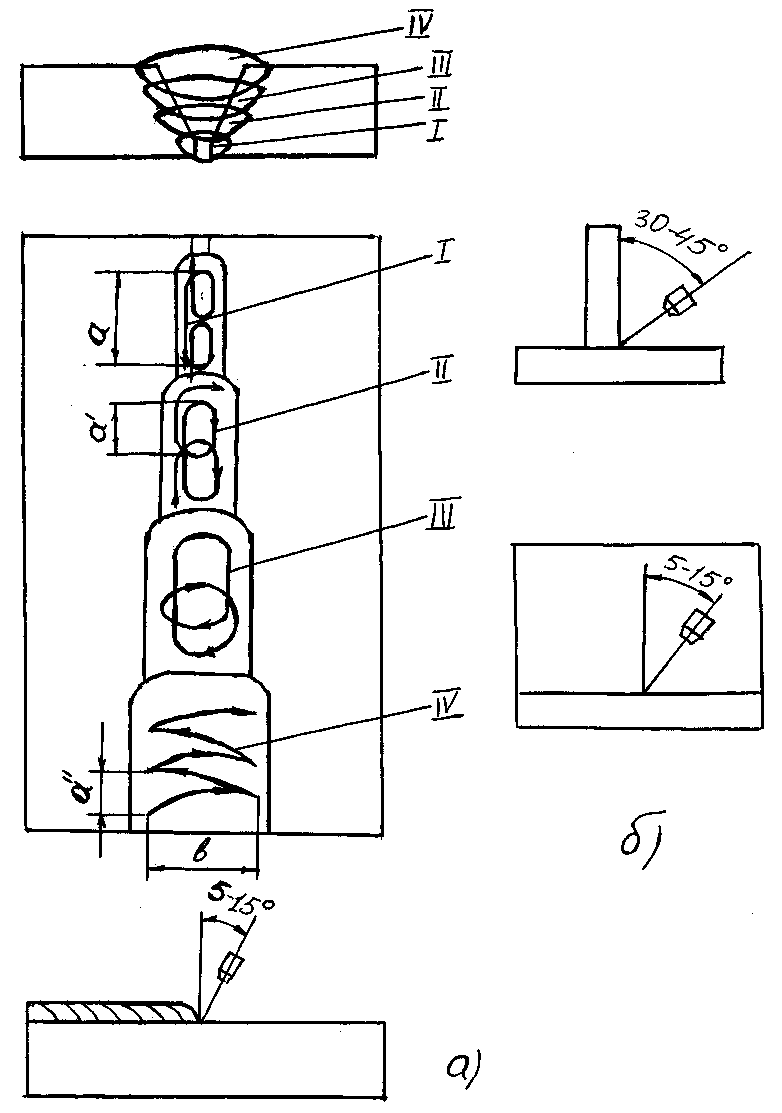
Техника сварки. Металл толщиной 1-2 мм сваривают при равномерном поступательном перемещении электрода без поперечных перемещений электрода, за исключением мест, имеющих зазоры. При сварке в нижнем положении стыковых соединений с V-образной или Х –образной разделками кромок (ГОСТ 14771-76) первый слой (корень) шва выполняют равномерным поступательным или возвратно-поступательным перемещением электрода с шагом «а», равным 3-10 мм (рисунок 1а). Средние слои многослойного шва выполняют при перемещении электрода по вытянутой спирали с шагом «а!» равным 4-20 мм при амплитуде поперечных колебаний в=4…15 мм. Верхние слои выполняют змейкой, при этом шаг продольных перемещений «а!!» равен примерно 3-6 мм, а амплитуда поперечных колебаний в=10…30 мм. Шаг перемещений и амплитуда поперечных колебаний зависят от ширины разделки, которая связана с углом разделки, толщиной свариваемого металла и номером слоя шва.
Нахлесточные соединения из металла толщиной до 1,5 мм сваривают вертикальным электродом, перемещая дугу по кромке верхнего листа. При толщине свариваемого металла 2 мм и более наклон электрода и смещение дуги должно быть таким же, как и при сварке тавровых соединений. Сварку угловых швов тавровых соединений производят с наклоном горелки от вертикальной стенки на 30-450 и наклоном горелки к оси шва «углом назад» на 5-150 (рисунок 1б).
Механизированной сваркой в СО2 соединения различного типа можно сваривать во всех пространственных положениях. Обычно применяется электродная проволока диаметром 0,5-1,2 мм. Сварка в положениях, отличных от нижнего, производится, как правило, на пониженном напряжении (17-19 В).
Сварка металла толщиной до 6 мм стыковых соединений, а также угловых швов с катетом до 5-6 мм в вертикальном положении выполняется сверху вниз. В начале процесса сварки электрод располагают перпендикулярно к свариваемым кромкам с целью обеспечения хорошего провара начала шва. После образования сварочной ванны электрод располагается под углом 10-150 к горизонтали (сваркой «углом назад»). При этом давление дуги способствует удержанию металла сварочной ванны от стекания. При сварке металла толщиной до 3 мм поперечные колебания не производят, при большей толщине сварку ведут с поперечными колебаниями электрода. Сталь толщиной более 6 мм производят с поперечными колебаниями электрода.
Сварка в горизонтальном положении производится проволоками диаметром 0,8-1,4 мм. Металл толщиной до 3 мм сваривается без скоса кромок. Электрод наклоняется вниз, сварка производится «углом назад» без поперечных колебаний. Металл большей толщины сваривается при скошенной кромке верхнего листа, электрод в этом случае наклоняется вверх.
Швы в потолочном положении свариваются на пониженных сварочных токах и напряжении, при увеличенном расходе углекислого газа. Применяются электроды диаметром 0,5-1,4 мм. Для лучшего удержания жидкого металла от стекания электрод располагается с небольшим наклоном «углом назад».
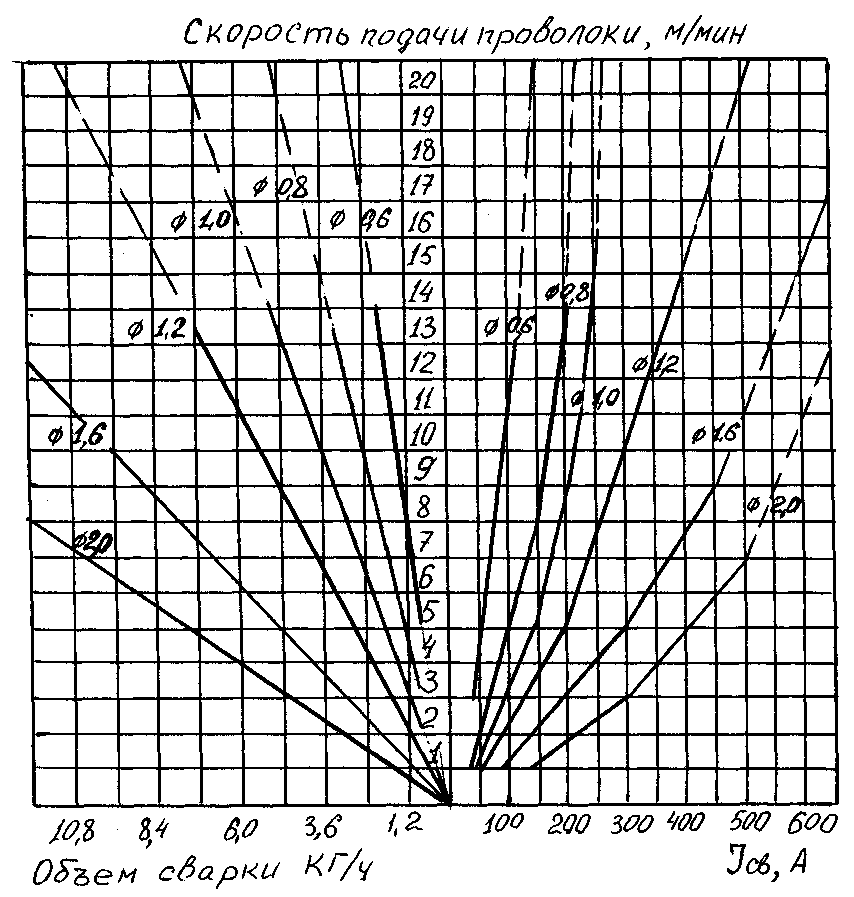
Параметры режима сварки. К основным параметрам режима сварки относятся: скорость подачи проволоки, диаметр электрода, величина сварочного тока, напряжение на дуге, скорость сварки, вылет электрода, расход защитного газа, полярность постоянного тока. На рисунке 2 представлены ориентировочные параметры режима сварки в среде СО2. Параметры сварочного тока, скорость подачи проволоки и коэффициент наплавки на номограмме считаются стандартными, при сварке в стандартных условиях.
Оборудование и материалы, применяемые при
выполнении лабораторной работы
Работа выполняется на посту механизированной сварки, включающем полуавтомат типа ПДГО-510 с источником питания ВД-506ДК. Сварка образцов осуществляется на сварочном столе.
Используется сварочная проволока марки СВ-08Г2С по ГОСТ 2246-70 диаметром 1,6 мм-2мм.
Сварка осуществляется на пластинах толщиной 6…12 мм из стали Ст.3 по ГОСТ 380-71.
Сварочный полуавтомат ПДГ0-510
Полуавтомат типа ПДГ0-510 предназначен для дуговой сварки сталей толщиной от 1 мм и выше в среде защитных газов. Сварка производится плавящимся электродом на постоянном токе. Управление полуавтоматом осуществляется с помощью органов управления, расположенных на механизме подачи, и кнопки на горелке.
Полуавтомат имеет независимое, плавное регулирование скорости подачи электродной проволоки, которое регулируется ручкой потенциометра, расположенной на механизме подачи.
Основные технические данные полуавтомата приведены в таблице 2.
Таблица 2- Технические данные полуавтомата ПДГО-510
Наименование параметра |
Значения |
Напряжение питания, В Частота тока, Гц Номинальный сварочный ток, А Номинальное сварочное напряжение, В Пределы регулирования сварочного тока, А Диаметр стальной сплошной электродной проволоки, мм Диаметр порошковой проволоки, мм Мощность электродвигателя подающего механизма, Вт Пределы регулирования скорости подачи электродной проволоки, м/ч |
36 и 24 50 500 40 50-500 1,2-2,0 1,6-2,8 145
120-1100 |
Для питания поста механизированной сварки газом применяется сварочная углекислота, поставляемая в баллонах. Полуавтомат состоит из сварочной горелки, механизма подачи электродной проволоки, органов управления, сварочного выпрямителя типа ВД-506ДК, подогревателя, комплекта проводов и шлангов.
Полуавтомат обеспечивает подачу электродной проволоки, сварочного напряжения и защитного газа в зону сварки, и последовательное выполнение операций сварочного цикла.
Управление полуавтоматом осуществляется с помощью органов управления расположенных на лицевой панели механизма подачи, а также на панели, размещенной в открываемой нише механизма подачи.
Электрическая схема полуавтомата обеспечивает:
- работу в двух режимах сварки: "Длинными" и "Короткими" швами (переключение режимов осуществляется переключателем, расположенным на лицевой панели механизма подачи);
- управление работой полуавтомата с помощью кнопки, расположенной на сварочной горелке;
- плавное регулирование скорости подачи электродной проволоки (регулирование осуществляется потенциометром, обозначенным "I" и расположенным на лицевой панели механизма подачи);
- плавное регулирование напряжения на дуге (регулирование осуществляется потенциометром, обозначенным "U" и расположенным на лицевой панели механизма подачи);
- регулировку времени продувки газового тракта до включения сварочного выпрямителя и привода подачи сварочной проволоки;
- регулировку времени задержки отключения сварочного выпрямителя ("Вылет проволоки") после остановки привода подачи электродной проволоки в конце сварки;
- регулировку времени продувки газового тракта ("Газ после сварки") после остановки привода подачи электродной проволоки, отключения сварочного выпрямителя в конце сварки.
Потенциометры регулировки временных параметров цикла сварки расположены на панели в открываемой нише механизма подачи.
Порядок работы схемы.
При подаче сигнала с кнопки на горелке (начало сварки) происходит включение газового клапана, а после отработки временной выдержки "Продувка газа до сварки" включение сварочного выпрямителя и привода подачи электродной проволоки.
При подаче команды с кнопки на горелке (окончание сварки) происходит остановка привода подачи электродной проволоки, отключение сварочного выпрямителя после отработки временной выдержки "Вылет проволоки" и последующее отключение газового клапана после отработки временной выдержки "Продувка газа после сварки".
Режим работы "Короткими" швами выбирается тумблером SA1. Процесс сварки осуществляется после нажатия и удержания в нажатом состоянии кнопки на горелке. Процесс сварки прекращается при отпускании кнопки на горелке.
Режим сварки длинными швами выбирается тумблером SA1. Процесс сварки осуществляется после кратковременного нажатия и последующего отпускания кнопки на горелке. Процесс сварки прекращается после повторного нажатия и отпускания кнопки на горелке. Таким образом, сварка осуществляется при отпущенной кнопки на горелке. Команда с кнопки на горелке подается сварщиком лишь в начале и в конце сварки.
Газовая аппаратура полуавтомата состоит из редуктора расходомера, снабженного подогревателем газа и газового клапана. Подогреватель газа предназначен для подогрева углекислого газа, поступающего в редуктор, с целью предупреждения замерзания клапанов При переходе на сварку со сварочной проволокой другого диаметра необходимо установить в горелке соответствующий наконечник и спиральный канал, а на механизме подачи ролики под устанавливаемую проволоку.
Порядок работы полуавтомата.
Сварка полуавтоматом может производиться на постоянном токе обратной и прямой полярности.
Регулировка сварочного тока во время наладки и сварки осуществляется с помощью изменения скорости подачи электродной проволоки потенциометром "I", расположенным на передней панели механизма подачи. Регулировка напряжения на дуге производится потенциометром "U", расположенным на передней панели механизма подачи.
Регулировка расхода защитного газа производится вращением регулировочного винта на регуляторе расхода газа. Расход защитного газа контролируется расходомером, смонтированным на регуляторе расхода газа.
Пуск полуавтомата производится в следующей последовательности:
- подайте напряжение на выпрямитель;
- включите выпрямитель;
- откройте баллон с защитным газом;
- установите ориентировочные значения скорости подачи электродной проволоки, рабочего напряжения, расхода защитного газа;
- выберите режим "Короткие" или "Длинные" швы;
- приступите к выполнению сварочных работ;
- в процессе сварки следите за устойчивостью горения дуги, за стабильностью подачи и плавления электродной проволоки, за подачей защитного газа.
Ориентировочные режимы сварки конструкций из углеродистых и низколегированных сталей проволоками сплошного сечения указаны в таблице 3 и на рисунке 2.
Таблица 3- Ориентировочные режимы сварки стальных конструкций
Положение шва в пространстве
|
Диаметр сварочной проволоки, мм |
|||||||
1,2 |
1,4 |
1,6 |
2,0 |
|||||
Сва- роч- ный ток, А |
Нап- ряже- ние, В |
Сва- роч- ный ток, А |
Нап- ряже- ние, В
|
Сва- роч- ный ток, А |
Нап- ряже- ние, В
|
Сва- роч- ный ток, А |
Нап- ряже- ние, В
|
|
Нижнее
|
100- 220 |
19- 25 |
160- 300 |
24- 30 |
260- 320 |
25- 34 |
290- 500 |
28- 40 |
Горизонталь- ное |
100- 200
|
19- 23
|
160- 260
|
24- 28
|
|
|
|
|
Вертикаль- ное |
100- 190 |
19- 22 |
|
|
|
|
|
|
Потолочное |
100- 180 |
19- 25 |
|
|
|
|
|
|
Полуавтомат ПДГО-510 комплектуется выпрямителем ВД-506ДК, технические данные и характеристики которого приведена в таблице 4.
Таблица 4- Технические данные и характеристики полуавтомата
ВД-506ДК
Технические данные |
Значение |
Номинальный сварочный ток, А Пределы регулирования сварочного тока, А Режим работы, ПР % Продолжительность цикла сварки, мин Напряжение холостого хода, В Пределы регулирования рабочего напряжения, В Номинальное напряжение на дуге, В Максимальная потребляемая мощность, кВА, не более Коэффициент полезного действия, не менее Масса, не более, кг |
500 50-500 60% 10 95 15-40 34 29 0,7 175 |
Последовательность выполнения лабораторной работы
Ознакомиться с общими сведениями о процессе механизированной сварки в СО2 и применяемом оборудовании.
Изучить оборудование поста для механизированной сварки в СО2. Изучение вести в следующей последовательности:
1. рассмотреть общую компоновку поста для сварки в СО2, схему внешних соединений (рисунок 3);
2. рассмотреть отдельные элементы поста:
Источник питания сварочной дуги, его ВАХ, техническую характеристику, настройку на выбранный режим сварки.
Сварочная горелка. Рассмотреть подвод тока к электроду, подачу и распределение газа, общую компоновку с направляющим каналом и сварочным кабелем.
Подающий механизм. Рассмотреть конструкцию механизма, регулирование скорости подачи.
3. Изучить систему подачи газа в сварочную горелку.
В соответствии с толщиной свариваемого метала и других условий сварки (например, положение шва в пространстве) выбрать параметры режима сварки – величину сварочного тока, напряжение на дуге, скорость сварки, расход защитного газа, расстояние от сопла до изделия. Выбор параметров режима сварки можно производить, пользуясь данными, приведенными на рисунке 2.
Выполнением пробных швов установить выбранные параметры режима сварки.
Выполнить контрольные швы на установленных режимах. При выполнении сварки руководствоваться данными по технике сварки, изложенными в настоящих методических указаниях и на рисунке 1.
Составить отчет по выполненной работе.
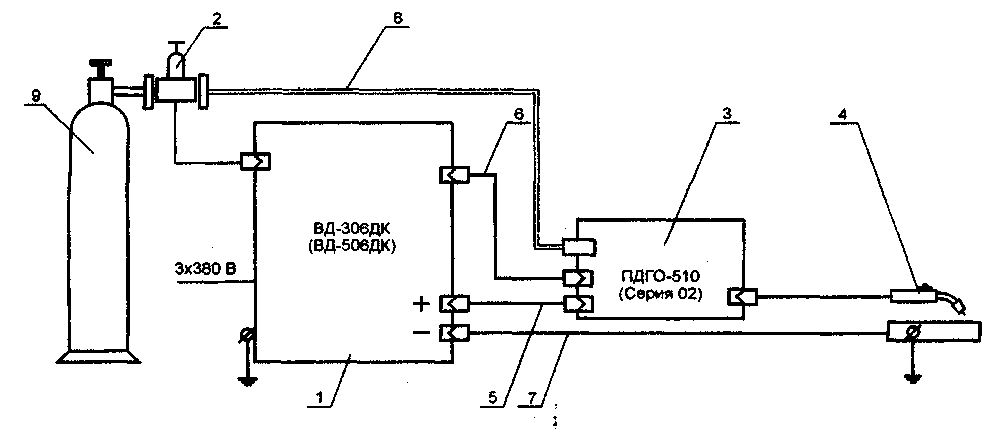
2. Редуктор газовый с подогревателем. 7. Кабель сварочный.
3. Механизм подачи. 8.Шланг газовый.
4. Горелка. 9. Газовый баллон.
5. Кабель сварочный.
Рисунок 3 – Общая схема полуавтомата ПДГО-510
Требования к составлению отчета
Отчет по лабораторной работе должен включать следующие разделы.
1. Общие сведения о механизированной сварке в СО2.
2. Сведения об оборудовании поста для механизированной сварке в СО2.
3. Порядок выбор параметров режима сварки в СО2.
4. Сведения по настройке оборудования на выбранный режим сварки.
5. Сведения по технологии сварки сварного образца (подготовки элементов под сварку, сварочные материалы, режим сварки, техника сварки, последующая обработка).
6. Анализ результатов сварки образца.
Техника безопасности при проведении лабораторной работы
При проведении лабораторной работы руководствоваться инструкцией по технике безопасности по курсу «Технология и оборудование сварки плавлением».
Перед проведением студентами сварки образцов учебный мастер должен самостоятельно проверить исправность полуавтомата на холостом ходу и выполнить пробный шов.
При процессе сварки студенты должны находиться в специальной одежде или халатах, в головном уборе. Для защиты лица и глаз применять защитные щитки или маски. Включение полуавтомата студентами возможно с согласия учебного мастера или преподавателя, ведущего занятия. Не разрешается прикасаться к оголенным проводам полуавтомата без его полного отключения от сети.
При аварийной обстановке каждый студент имеет право отключить все цепи питания полуавтомата рубильником общей сборки в ауд.146.
Лабораторная работа № 3
Аргоно – дуговая сварка неплавящимся электродом