

8.1.2. Волочение
Волочение заключается в протягивании заготовки с усилием Р (рис.27, л) через сужающееся отверстие в инструменте, называемом волокой. Конфигурация отверстия определяет форму получаемого профиля. Исходными заготовками служат прокатанные или прессованные прутки и трубы. Волочением получают проволоку диаметром 0,002÷10 мм, фасонные профили; калибруют трубы диаметром 0,3÷200 мм и прутки диаметром 3÷150 мм. Волочение производят в холодном состоянии, что обеспечивает высокую точность размеров и хорошее качество поверхности.
8.1.3. Прессование
Прессование – это выдавливание усилием Q заготовки 1 (рис. 27, м) из контейнера 2 через отверстие в матрице, соответствующее сечению выдавливаемого профиля. Исходной заготовкой является слиток или прокат. Прессованием получают прутки диаметром 3÷250 мм, трубы диаметром 20÷400 мм со стенкой толщиной 1,5÷12 мм и другие профили, сплошные и полые, с постоянным или переменным поперечным сечением. Точность и возможная сложность получаемых профилей больше, чем при прокатке.
8.1.4. Ковка
Ковка – это деформирование усилием N нагретой заготовки 1 (рис. 27, н) рабочими поверхностями 2 универсального инструмента (бойка) при свободном течении металла в стороны. Исходными заготовками могут быть слитки, блюмы, сортовой прокат. Ковкой получают разнообразные по форме и размерам поковки массой до 300 т, которые служат заготовками для последующей обработки резанием.
8.1.5. Штамповка
Штамповка – это обработка заготовок из сортового и листового проката давлением с помощью специального инструмента – штампа. Ее широко применяют для серийного и массового производства заготовок и деталей в машиностроительной, приборостроительной, электротехнической и других отраслях промышленности. Многообразие машин для обработки давлением можно свести к нескольким основным типам в зависимости от характера воздействия рабочих частей машины на деформируемую заготовку.
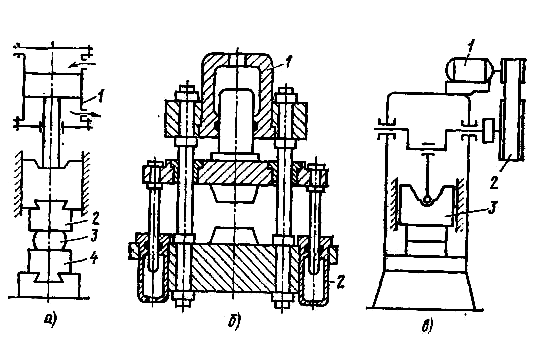
Рис. 28. Машины для обработки давлением
Молоты – машины ударного действия со скоростью деформирования уд до 9 м/с. Сжатый пар или воздух поступает поочередно в верхнюю полость рабочего цилиндра 1 (рис. 28, а) для нанесения удара верхним бойком или штампом 2 по заготовке 3, находящейся на нижнем бойке или штампе 4, и затем в нижнюю полость для подъема рабочих (падающих) частей молота.
Гидравлические прессы – машины статического действия (уд до 0,3 м/с). Усилие для деформирования заготовки создается рабочей жидкостью высокого давления (20÷30 Мн/м2), поочередно поступающей в рабочие 1 и возвратные 2 цилиндры прессов для опускания и подъема рабочих частей пресса (рис. 28, б).
Механические прессы – машины статического действия (0Д до 0,5 м/с). Деформируют заготовку (рис. 28, в), используя энергию, накопленную массивным маховиком 2, который вращается электродвигателем. Преобразование вращательного движения в возвратно-поступательное движение ползуна 3 осуществляется кривошипно-шатунным механизмом.
Ротационные машины деформируют заготовку вращающимся инструментом. К таким машинам относятся, например, прокатные станы. В зависимости от технологического назначения машины имеют характерные конструктивные особенности и, соответственно, их можно разделить на машины для холодной, горячей объемной штамповки, листовой штамповки и т. п. Машины должны иметь достаточно жесткую станину, развивать большие рабочие усилия, обеспечивать высокую производительность. Применяют высокоскоростные машины и установки (va до 300 м/с), использующие энергию гидравлического удара, взрыва, электрического разряда в жидкости и импульсного электромагнитного поля.
Машины для обработки давлением бывают как вертикального исполнения (молоты, большинство прессов), так и горизонтального (горизонтально-ковочные машины и др.). Машины для обработки давлением оснащают различными средствами механизации и автоматизации, программным управлением и телевизионным контролем параметров технологических процессов.