

1.4. Механические свойства материалов
При выборе материала для конструкции исходят из комплекса свойств, которые подразделяют на механические, физико-химические, технологические и эксплуатационные. К основным механическим свойствам относят прочность, пластичность, ударную вязкость, усталостную прочность, ползучесть, твердость и износостойкость. Под прочностью понимают способность материала сопротивляться деформации или разрушению под действием статических или динамических нагрузок. При статических нагрузках производят испытания на растяжение, сжатие, изгиб и кручение. Показателем прочности является предел прочности образца испытуемого металла, приведенного на рис. 9, а.
![]() ,
,
где Р – нагрузка, необходимая для разрушения стандартного образца, МН м;
F0
— площадь поперечного
сечения образца в мм![]() .
.
Упругая пластическая деформация. Деформацией называется изменение размеров и формы металла под действием приложенных сил. Деформация металла бывает упругой, устраняющейся после прекращения действия внешних сил, и пластической, остающейся после прекращения действия внешних сил.
При упругой деформации под действием приложенной нагрузки расстояние между атомами в кристаллической решетке изменяется. При растяжении атомы удаляются, а при сжатии сближаются. Изменение межатомного расстояния очень мало и после снятия нагрузки, смещенные атомы под действием сил притяжения (после растяжения) и отталкивания (после сжатия) становятся на свои места.
При пластической деформации происходит скольжение (сдвиг) одной части кристалла относительно другой как результат перемещения атомов по определенным плоскостям кристаллической решетки. Для того чтобы сдвиг произошел путем одновременного смещения одной части кристалла относительно другой, потребовалось бы усилие, в сотни раз превышающее затрачиваемое при деформации реального металла. Как было указано выше, кристалл реального металла имеет ряд дефектов – дислокаций, и пластический сдвиг в реальном кристалле есть процесс перемещения дислокаций. В реальном металле число дислокаций очень велико. Образование дислокаций требует значительной энергии, но они легко перемещаются. Таким образом, процесс скольжения в кристалле реального металла происходит не путем одновременного сдвига всей атомной плоскости, а путем перемещения дислокаций вдоль плоскости скольжения. Следовательно, если в кристалле нет дислокаций, то он обладает весьма высокой прочностью, равной теоретической. Это доказано созданием и исследованием без дислокационных кристаллов.
1.4.1. Методы испытания механических свойств металлов
В зависимости от способа приложения нагрузки методы испытания механических свойств металлов делят на три группы:
статические – когда нагрузка возрастает медленно и плавно (испытания на растяжение, сжатие, изгиб, кручение, срез, твердость);
динамические – когда нагрузка возрастает с большой скоростью, ударные (испытание на удар);
испытания при повторно-переменных нагрузках – когда она в процессе испытания многократно изменяется по величине или по величине и знаку (испытание на усталость).
Необходимость проведения испытания в различных условиях определяется различием в условиях работы деталей машин, инструментов и других металлических изделий.
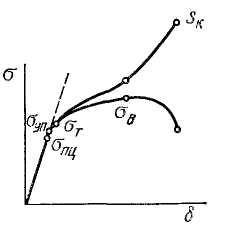
Рис. 8. Диаграмма растяжения
Учитывая, что на характер диаграммы растяжения влияет размер образца, диаграмму строят (рис. 8) в координатах напряжение σ (в Н/м2) – относительное удлинение δ (в %). При испытании на растяжение определяют следующие характеристики механических свойств: пределы пропорциональности, упругости, текучести, прочности, истинного сопротивления разрыву, относительное удлинение и сужение.
Пределом пропорциональности (условным) σпц называется такое напряжение, когда отступление от линейной зависимости между нагрузкой и удлинением достигает такой величины, при которой тангенс угла, образуемого касательной к кривой нагрузка – деформация с осью нагрузок, увеличивается, например, на 25 или 50% по сравнению с первоначальным значением:
![]() ,
,
где: Рпр— нагрузка, соответствующая пределу пропорциональности (условному).
Пределом упругости (условным) σуп называется напряжение, при котором остаточное удлинение достигает 0,05% от расчетной величины образца и определяется по формуле:
![]() ,
,
где: Р0,05 — нагрузка, соответствующая пределу упругости (условному).
Пределом текучести (физическим) σТ называется наименьшее напряжение, при котором образец деформируется (течет) без заметного увеличения нагрузки:
![]() ,
,
где: РТ – нагрузка, соответствующая пределу текучести (физическому).
Пределом текучести (условным) σ0,02 называется напряжение, при котором остаточное удлинение достигает 0,2% от расчетной длины образца:
![]() ,
,
где:
![]() Р0,2
– нагрузка,
соответствующая пределу текучести
(условному).
Р0,2
– нагрузка,
соответствующая пределу текучести
(условному).
Пределом прочности (временным сопротивлением) σв называется напряжение, отвечающее наибольшей нагрузке Рв, предшествующей разрушению образца:
![]() .
.
Истинным сопротивлением разрушению SК называется напряжение, определяемое отношением нагрузки Рк в момент разрыва образца к площади поперечного сечения FK образца в шейке после разрыва:
![]() .
.
Относительным удлинением δ называется отношение абсолютного удлинения, то есть приращения расчетной длины образца после разрыва к его первоначальной расчетной длине выражается в процентах:
![]() ,
,
где: l и l0 – длина образца до и после разрыва соответственно.
Относительным удлинением характеризуется пластичность металла – это свойство твердых материалов изменять без разрушения форму и размеры под влиянием нагрузки или напряжений, устойчиво сохраняя образовавшуюся форму и размеры после прекращения этого влияния.
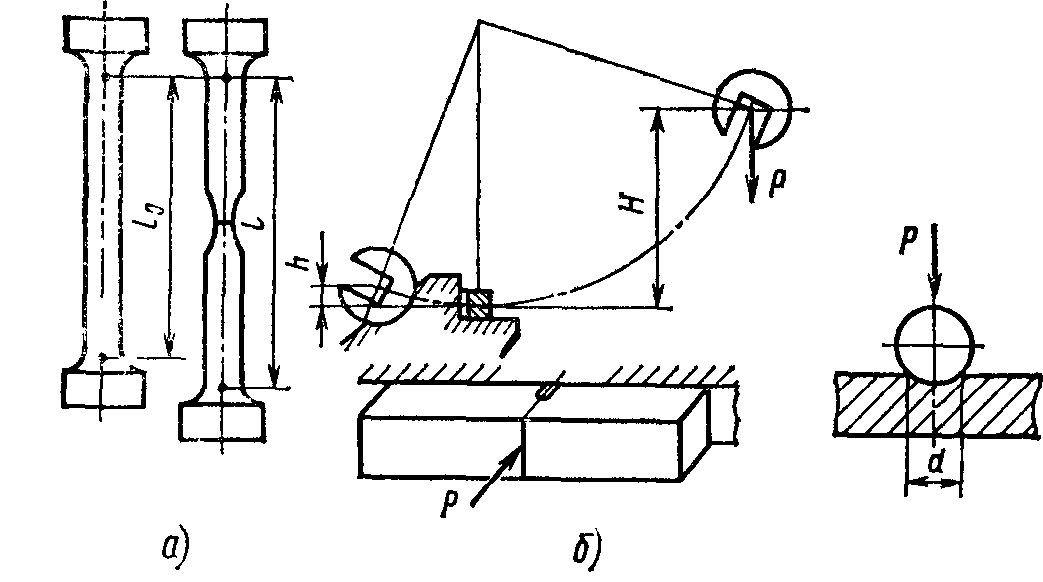
Рис. 9. Испытания для определения механических характеристик:
а – предела прочности и пластических характеристик; б – ударной вязкости;
в – твердости (по Бринеллю).
Прочность при динамических нагрузках определяют по данным испытаний: на ударную вязкость – (ударом разрушают стандартный образец на копре (рис.9, б) на копре); на усталостную прочность – определяют способность материала выдерживать, не разрушаясь, большое число повторно-переменных нагрузок, на ползучесть – определяя способность нагретого материала медленно и непрерывно деформироваться при постоянных нагрузках. Наиболее часто применяют испытания на ударную вязкость, показателем которой является работа, затраченная на разрушение стандартного образца.
![]() ,
,
где: А – работа, затраченная на разрушение образца, МНм;
F – площадь поперечного сечения разрушаемого образца, м2.
А=РН–Ph,
где: Р– вес маятника, МН;
H и h – высота подъема маятника до и после разрушения образца соответственно.