

8.3.3.Объемная холодная формовка
Объемная формовка это – формообразование деталей вследствие заполнения металлом полости штампа. Производится в открытых штампах с вытеканием излишка металла в специальную полость для образования заусенца (рис. 32, а) и в закрытых штампах без образования заусенца (рис. 32, б). После штамповки в открытом штампе заусенец обрезают в специальном обрезном штампе. Заусенец имеет толщину h3 в среднем 1,5÷2 мм и его объем возрастает с увеличением различия между конфигурацией исходной заготовки и полости ручья штампа. Следовательно, форма и размеры заготовок должны быть выбраны с учетом наименьшего расхода и наилучшего течения металла при заполнении им полости штампа. Возможность вытекания металла в заусенец позволяет снизить требования к точности размеров заготовок, а также облегчает деформирование. Вследствие чего удельные усилия, при открытой штамповке меньше, чем при закрытой.
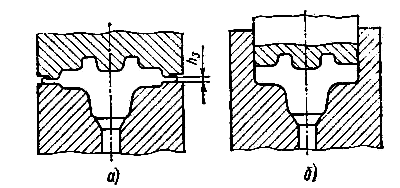
Рис. 32. Схемы холодной формовки
При закрытой штамповке объем заготовки должен быть точно равен объему поковки. Это дает экономию металла, уменьшает последующую обработку деталей, прочность которых выше, чем при открытой штамповке вследствие устранения перерезания волокон, неизбежного при обрезке заусенца. Однако закрытую штамповку применяют реже, чем открытую, из-за большей стоимости заготовок точного объема, потребности в более мощном оборудовании и меньшей стойкости штампов. В закрытых штампах штампуют в основном детали из цветных металлов.
Холодной формовкойизготовляют пространственные детали сложных форм, сплошные и с отверстиями. Детали обычно получают за несколько переходов, последовательно изменяющих форму заготовки, с промежуточным отжигом для снятия наклепа.
Холодной объемной штамповкойполучают готовые детали или близкие к ним заготовки, требующие минимальной обработки резанием. В массовом и крупносерийном производствах следует шире применять холодную штамповку, заменяя, ею обработку резанием, или комбинировать эти методы изготовления. При холодной штамповке коэффициент использования металла достигает 95%, вместо 30÷40% при обработке резанием. Трудоемкость изготовления болтов на холодновысадочных автоматах в 200÷400 раз меньше, чем на токарно-револьверных станках. Внедрение холодной объемной штамповки приводит к устранению операций предварительной обработки резанием, связанных с большими потерями металла в стружку и к возрастанию роли точных, отделочных методов (точению, шлифованию и др.). Отмечается также более высокое качество штампованных деталей по сравнению с качеством деталей, полученных обработкой резанием. В зависимости от степени деформации у среднеуглеродистых сталей прочность штампованных деталей увеличивается на 30÷120% по сравнению с прочностью деталей, полученных обработкой резанием, что в некоторых случаях позволяет отказаться от термообработки и использовать более дешевые исходные материалы: углеродистую или малолегированную сталь, вместо термически обработанной, высоколегированной, дорогостоящей стали. Деформируя различные участки заготовки с разными степенями деформации, можно целенаправленно управлять распределением механических характеристик в детали.
При холодном деформировании устраняется совсем или частично пористость металла, формируется благоприятно ориентированная волокнистая структура металла, что придает деталям высокую усталостную прочность при динамических нагрузках. Это позволяет конструкторам уменьшать размеры деталей и их металлоемкость, по сравнению с полученными обработкой резанием, не снижая при этом их надежность.
Холодной объемной штамповкой можно получать цельные детали из одной заготовки (например, зубчатые колеса и кулачки за одно целое с валом) взамен деталей, которые раньше собирали сваркой, клепкой и т. п. из двух или более частей. Это не только исключает расходы на сборку, удешевляет продукцию, но и улучшает ее качество, так как цельные детали прочнее и точнее, чем собранные из отдельных частей. Однако для холодной объемной штамповки требуется дорогостоящий специальный инструмент, что позволяет применять ее только в массовом и крупносерийном производствах.