

Глава 14 Обработка заготовок на фрезерных станках
14.1. Типы фрезерных станков
Фрезерование – это высокопроизводительный и широко распространенный способ формообразования поверхностей деталей многолезвийным режущим инструментом – фрезами. Для фрезерования характерно непрерывное вращательное главное движение инструмента и поступательное движение подачи заготовки. В некоторых случаях заготовка совершает круговое или винтовое движение подачи.
Горизонтально- (рис. 69, а) и вертикально-фрезерные (рис. 69, б) станки, а также консольные станки относят к универсальному виду оборудования. Их выпускают как с ручным управлением, так и с ЧПУ. Станки одного типоразмера имеют много унифицированных частей, например, столы, салазки, консоли, коробки скоростей и т. д. Станки используют для выполнения широкого круга фрезерных работ на заготовках небольших габаритных размеров и массы в единичном и мелкосерийном производствах.
В станине 1 (см. рис. 69, а) универсального горизонтально-фрезерного станка с ЧПУ смонтирован шпиндель 2, в котором закрепляют инструменты. На направляющих хобота 3 устанавливают подвески 4, являющиеся дополнительными опорами для длинной оправки с инструментом. Фреза со шпинделем совершает вращательное главное движение. Заготовку устанавливают на столе 5. Вместе со столом она совершает продольное (перемещение стола по направляющим поперечных салазок 6), поперечное СП (перемещение поперечных салазок по направляющим консоли 7) и вертикальное (перемещение консоли по вертикальным направляющим станины) движения подачи.
Универсальный вертикально-фрезерный станок с ЧПУ отличается от горизонтально-фрезерного вертикальным расположением оси шпинделя 1 и тем, что его шпиндельная головка 2 (рис. 69, б) может поворачиваться в плоскости продольного движения подачи.
Продольно-фрезерные станки бывают одно- и двухстоечные. Они предназначены для обработки заготовок крупных корпусных деталей в среднесерийном производстве. На двухстоечных продольно-фрезерных станках выполняют обработку сразу несколькими фрезами. По продольным направляющим станины (рис. 69, в) с продольным движением подачи перемещается стол 2, на котором устанавливают одну или несколько заготовок. Левую и правую шпиндельные бабки 3 предварительно устанавливают в нужном положении на левой и правой стойках 4, а вертикальные шпиндельные бабки 5 на траверсе 6. Траверса может перемещаться по вертикальным направляющим стоек 4. Для повышения жесткости станка стойки соединены порталом 7. Конструкции всех шпиндельных бабок позволяют шпинделям 8 совершать главное движение с различными скоростями.
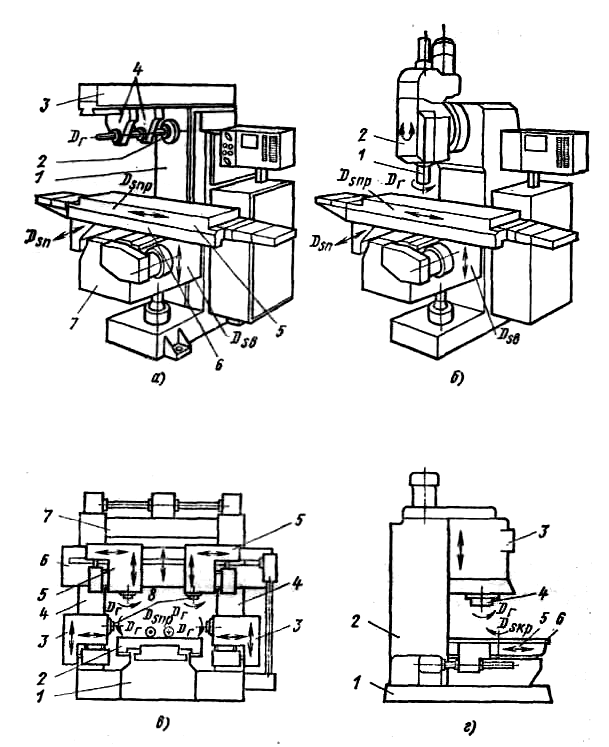
Рис. 69. Основные типы фрезерных станков
В массовом производстве для высокопроизводительного непрерывного фрезерования заготовок небольших размеров (рычаги, кронштейны и т. д.) применяют карусельно-фрезерные (рис. 69, г) станки. Более крупные заготовки обрабатывают на барабанно-фрезерных станках. Станки этих типов широко применяют в автотракторной промышленности.
В отличие от универсальных станков и продольно-фрезерных автоматизация карусельно- и барабанно-фрезерных станков обеспечивается не системами ЧПУ, а другими средствами.
На карусельно-фрезерных станках (рис. 69, г) обработку осуществляют при непрерывном вращении стола. На станине закреплена стойка 2, по вертикальным направляющим которой перемещается для установки фрезерная головка 3. Она имеет два шпинделя 4. По поперечным направляющим станины при настройке станка перемещаются салазки 5, несущие круглый стол 6, непрерывно, равномерно и медленно вращающийся относительно вертикальной оси (движение подачи).