

1 Характеристика об`ємного штампування
Об’ємне штампування – це процес обробки металів тиском, при якому відбувається примусовий перерозподіл метала заготовки з заповнюванням порожнини інструмента, який називають штампом. Порожнину штампа, яку заповнює метал, називають рівчаком.
У порівнянні з куванням гаряче об’ємне штампування дає змогу одержати поковки більш складної форми та з кращою якістю поверхні. Припуски на механічну обробку знижуються в 2...3 рази, точність розмірів підвищується, отже обсяг механічної обробки значно зменшується. Одночасно при штампуванні продуктивність праці збільшується, а відходи металу зменшуються.
Недоліком об’ємного штампування є висока вартість інструмента і обладнання та обмеження виробів за вагою (зазвичай до 250 кг).
Гаряче об’ємне штампування економічно доцільно використовувати в серійному та масовому виробництві.
Розглянемо найбільш розповсюджені види штампування.
Штампування у відкритих штампах характеризується тим, що зазор між верхньою та нижньою частинами штампу є змінним та зменшується в процесі деформування металу (рис. 1.1, а). В зазор витікає надлишок металу і утворює задирку, яку називають облоєм. Останній є небажаним відходом, проте необхідним для забезпечення повного заповнювання рівчака штампу.
|
|
Рисунок 1.1 – Штампування у відкритих та закритих штампах |
|
 а
а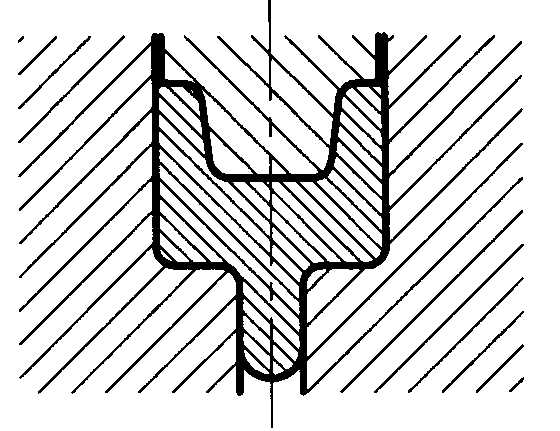 б
бШтампування в закритих штампах (рис 1.1, б) відрізняється тим, що зазор між верхньою та нижньою частинами штампа забезпечує лише їх взаємну рухомість та залишається постійним. Відсутність облою в закритих штампах зменшує витрати металу, виключає необхідність обрізки облою. Проте цей тип штампів вимагає використання біль точних заготовок з каліброваного прокату або попередньо оброблених.
Також використовують штампування прямим та зворотним вичавлюванням, штампування в рознімних матрицях тощо. [1]
2 Проектування штампованої поковки
2.1 Вихідні дані до проектування
Вихідними даними до проектування штампованої поковки є креслення деталі з зазначеними на ньому розмірами, граничними відхиленнями розмірів, шорсткістю поверхні та маркою матеріалу; програма випуску деталей або серійність виробництва; умови експлуатації деталі; відомості про наявне штампувальне обладнання.
2.2 Розробка конструкції штампованої поковки
Конструкцію штампованих поковок вагою до 250 кг з вуглецевих та легованих сталей розробляють відповідно до ГОСТ 7505–89 [2]. Поковки вагою понад 250 кг, поковки з високолегованої сталі, кольорових металів та сплавів проектують відповідно до галузевих стандартів, технічних умов або довідкової літератури, наприклад [3].
2.2.1 Попередній розрахунок маси поковки, кг, здійснюють за формулою [2]:
mп.п. = mдКР, (2.1)
де mд – маса деталі, кг;
КР – розрахунковий коефіцієнт, який визначають в залежності від форми деталі за [2, C.31, табл. 20].
Масу деталі визначають за кресленням деталі або розрахунком за формулою:
mд = Vд10–3,
де - щільність матеріалу деталі, г/см3;
Vд – об’єм деталі, см3.
Об’єм деталі визначають як суму об’ємів елементарних дільниць (циліндрів, порожнистих циліндрів, конусів, сфер тощо), на які можна розбити деталь. При цьому об’єми порожнин враховують зі знаком „мінус”. Об’єм елементарних дільниць обчислюють, виходячи з номінальних розмірів деталі. При розбитті деталі на елементарні дільниці її конструкцію можна спрощувати: нехтувати фасками, канавками під вихід інструмента, радіусами заокруглення.
2.2.2 Вибір способу штампування здійснюється на підставі аналізу наступних чинників: 1) форма і розміри деталі; 2) серійність випуску; 3) матеріал деталі; 4) наявність штампувального обладнання. Детальна характеристика технологічних можливостей та галузі застосування різних способів штампування наведена в [1, C.129–136; 5, C. 138 – 145].