

Общие сведения о посадках.
Механизмы всех машин и приборов состоят из взаимосоединяемых деталей и сборочных единиц. Характер соединений должен обеспечивать точность положения или перемещения деталей и сборочных единиц, надежность эксплуатации, простоту ремонта машин и приборов, поэтому конструкции соединений могут быть различными и к их характеру могут предъявляться различные требования.
В одних случаях необходимо получить подвижное соединение с зазором (соединение оси с корпусом), в других — неподвижное соединение с натягом (соединение той же оси с рычагом ).
Зазором S называют разность размеров отверстия и вала, если размер отверстия больше размера вала, т. е. S = D — d (рис. 7, а).
Натягом N называют разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия (рис. 7, б). При подобном соотношении диаметров d и D натяг можно считать отрицательным зазором, т. е.


Рис. 7
N = - S = - (D – d) = d - D. (1.)
Зазоры и натяги обеспечиваются не только точностью размеров отдельно взятых деталей, но главным образом соотношением размеров сопрягаемых поверхностей — посадкой.
Посадкой называют характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадки характеризуют свободу относительного перемещения соединенных деталей или их способность сопротивляться взаимному смещению. В зависимости от расположения полей допусков отверстия и вала посадки подразделяют на три группы:
посадки с зазором обеспечивают зазор в соединении (поле допуска отверстия расположено над полем допуска вала.);
посадки с натягом обеспечивают натяг в соединении (поле допуска вала расположено над полем допуска отверстия, см. рис. 8);
переходные посадки дают возможность получать в соединении как зазора, так и натяга (поля допусков отверстия и вала перекрываются, см. рис. 9).
Посадки с зазором характеризуются предельными зазорами — наибольшим и наименьшим. Наибольший зазор 5дах равен разности наибольшего предельного размера отверстия и наименьшего предельного размера вала:
Smax = Dmax - dmin (2.)
Наименьший зазор
![]() равен разности наименьшего предельного
размера отверстия и наибольшего
предельного размера вала
равен разности наименьшего предельного
размера отверстия и наибольшего
предельного размера вала
Smin = Dmin - dmax (3.)
Формулы
(2.) и
(3.) можно
преобразовать для вычисления
![]() и
и![]() через отклонения, для чего подставим
в формулу
(2.) значения
через отклонения, для чего подставим
в формулу
(2.) значения
![]() и
и![]() :
:
Smax = ES – ei. (4.)
Аналогично найдем
Smin = EI – es. (5.)
Формулами (4.) и (5.) удобно пользоваться, так как при этом отклонения выбирают по справочникам и не нужно предварительно находить предельные размеры.
К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. У этих посадок, как у всех посадок с зазором поле допуска отверстия располагается над полем допуска вала, но Smin = 0.
Посадки с натягом. Для образования натяга диаметр вала до сборки обязательно должен быть больше диаметра отверстия. В собранном состоянии диаметры обеих деталей в зоне сопряжения уравниваются. Это означает, что сборка осуществляется в результате упругих деформаций материала, и детали соединяются неподвижно. Способы сборки деталей, условия работы, методы проектирования соединений с натягом рассматриваются в курсах технической механики и деталей машин.
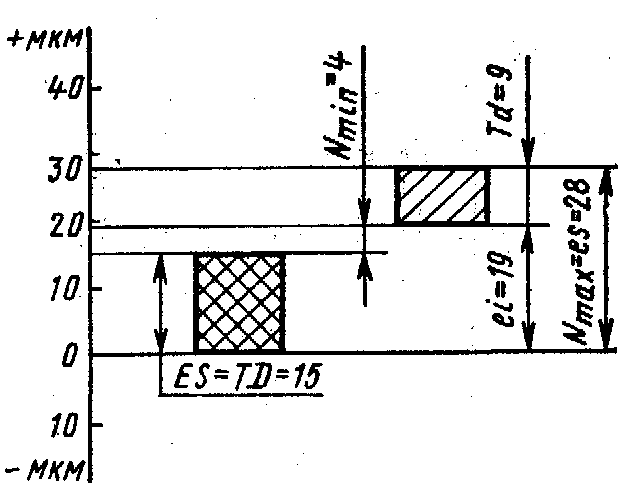
Рис. 8
Посадки с натягом
характеризуются предельными натягами.
Наибольший
натяг Nmax
(рис.
8) равен
разности наибольшего предельного
размера вала и наименьшего предельного
размера отверстия; наименьший
натяг
![]() равен разности наименьшего предельного
размера вала и наибольшего предельного
размера отверстия:
равен разности наименьшего предельного
размера вала и наибольшего предельного
размера отверстия:
![]() ;
;
![]() .
(6.)
.
(6.)
Предельные натяги, как и предельные зазоры, удобно вычислять через предельные отклонения:
![]() ;
;
![]() .
(7.)
.
(7.)
Переходные посадки. Основной особенностью переходных посадок является то, что в соединениях деталей, относящихся к одним и тем же партиям, могут получаться или зазоры, или натяги. Переходные посадки характеризуются наибольшими зазорами и наибольшими натягами (рис. 9).

Рис. 9.
На основании
расчетов, выполненных в примере,
сделаем
следующие выводы: так как отрицательные
зазоры равны положительным натягам
и наоборот, то для определения в переходной
посадке значений
![]() и
и![]() достаточно вычислить оба предельных
зазора или оба предельных натяга;
при правильном вычислении
достаточно вычислить оба предельных
зазора или оба предельных натяга;
при правильном вычислении![]() или
или![]() обязательно окажутся отрицательными,
и по абсолютным значениям будут
равняться соответственно
обязательно окажутся отрицательными,
и по абсолютным значениям будут
равняться соответственно![]() или
или![]() .
.
Допуск посадки ТП равен сумме допусков отверстия и вала, составляющих соединение:
ТП = TD + Td. (8.)
Из схемы полей
допусков посадки с зазором следует, что
![]() .
Из этой же схемы следует, что зазоры
изменяются в пределах от
.
Из этой же схемы следует, что зазоры
изменяются в пределах от
![]() до
до![]() .
Известно, что разность предельных
значений размера равна его же допуску.
Таким образом, разность предельных
зазоров равна допуску зазораTS,
т.е.
.
Известно, что разность предельных
значений размера равна его же допуску.
Таким образом, разность предельных
зазоров равна допуску зазораTS,
т.е.
![]() .
.
Следовательно, можно доказать, что для посадок с зазором допуск посадки равен допуску зазора или разности предельных зазоров:
![]() .
(9.)
.
(9.)
Пользуясь рис. 4.8, аналогично можно доказать, что для посадок с натягом допуск посадки равен допуску натяга или разности натягов:
![]() .
(10.)
.
(10.)
При вычислении допуска переходных посадок в формулы (9.) или (10.) подставляют предельные зазоры или натяги с их знаками. Иначе говоря, допуск переходной посадки
![]() .
(11.)
.
(11.)
Посадки в системе отверстия и в системе вала.
Посадки всех трех групп с различными зазорами и натягами можно получить, изменяя положения полей допусков обеих сопрягаемых деталей (рис. 10, а). Однако удобнее в технологическом и эксплуатационном отношениях получать разнообразные посадки, изменяя положения поля допуска только вала (рис. 10, б) или только отверстия (рис. 10, в). Например, все посадки, рассмотренные в примерах 8—10 (см. рис. 8 и 9), образованы изменением положения полей допусков вала при постоянных полях допусков отверстий (ES = 15 мкм; и EI = 0). Деталь, у которой положение поля допуска не зависит от вида посадки, называют основной деталью системы. Это может быть отверстие или вал, имеющие любое основное отклонение. В системе допусков и посадок СЭВ основными деталями служат отверстия или валы, имеющие основное отклонение, равное нулю.
Таким образом, основная деталь — это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков и посадок.



Рис. 10
Основное отверстие
— отверстие,
нижнее отклонение которого равно
нулю
EI
= 0 (см. рис.
7, а и
10, б).
У основного
отверстия верхнее отклонение всегда
положительное и равно допуску ES
—
0 = TD;
поле допуска расположено выше нулевой
линии и направлено в сторону увеличения
номинального размера. Основной
вал
— вал,
верхнее отклонение которого равно нулю
es
= 0 (см. рис.
7, и
рис. 10, б).
У основного вала
![]() ,
поле допуска расположено ниже нулевой
линии и направлено в сторону уменьшения
номинального размера.
,
поле допуска расположено ниже нулевой
линии и направлено в сторону уменьшения
номинального размера.
В зависимости от того, какая из двух сопрягаемых деталей является основной, системы допусков и посадок включают два ряда посадок: посадки в системе отверстия — различные зазоры и натяги получаются соединением различных валов с основным отверстием (см. рис. 10, б);
Посадки в системе вала — различные зазоры и натяги получаются соединением различных отверстий с основным валом (см. рис. 10, б).
Нужные зазоры и натяги получают, изменяя основные отклонения не основных деталей: валов в системе отверстия и отверстий в системе вала. Основные отклонения не основных деталей системы изменяются по абсолютной величине и могут быть положительными, отрицательными и равными нулю. В последнем случае (см. рис. 7, а) получается посадка с зазором, образованная основным отверстием и основным валом.
Валы различной точности (даже высокой) можно обрабатывать и измерять универсальными инструментами — резцами, шлифовальными кругами, микрометрами и т. д. Для обработки и измерения точных отверстий применяют специальные, дорогостоящие инструменты (зенкеры, развертки, протяжки, калибры-пробки). Число комплектов таких инструментов, необходимых для обработки отверстий с одинаковым номинальным размером, зависит от разнообразия 'предельных отклонений, которые могут быть назначены. Допустим, требуется изготовить три комплекта деталей одинаковых номинальных размеров и одинаковой точности для получения посадок с зазором, натягом и переходной. В системе отверстия предельные размеры отверстий одинаковы для всех трех посадок (см. рис. 10, б), и для обработки потребуется только один комплект специальных инструментов. В системе вала предельные размеры отверстий для каждой посадки различны (см. рис. 10, е), и для обработки потребуется три комплекта специальных инструментов.
Благодаря тому, что для получения разнообразных посадок в системе отверстия требуется значительно меньше специальных инструментов для обработки отверстий, эта система в машиностроении имеет преимущественное применение.
Расчет и выбор посадок.
Выбор различных посадок для подвижных и неподвижных соединений можно производить на основании предварительных расчетов, экспериментальных исследований или ориентируясь на аналогичные соединения, условия работы которых хорошо известны.
Посадки с зазором. Рассмотрим один из вариантов расчета посадки подшипника скольжения.
Известно, что при гидродинамическом режиме работы масляный клин в подшипнике скольжения возникает только в области определенных зазоров между цапфой вала и вкладышем подшипника. Поэтому задачей настоящего расчета является нахождение оптимального расчетного зазора и выбор по нему стандартной посадки.
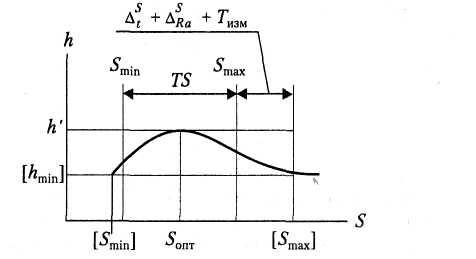
Рис. 11. График зависимости толщины масляного слоя от зазора
Рассмотрим упрощенный метод расчета и выбора посадок. Толщина масляного слоя в месте наибольшего сближения поверхностей отверстия и вала h = S/2 (1 - х), где S — диаметральный зазор;
х =2e/S относительный эксцентриситет; е — абсолютный эксцентриситет вала в подшипнике при зазоре S.
Принципиальный график зависимости толщины масляного слоя от величины зазора S приведен на рис. 11.
Как видно из рис. 11, определенной толщине масляного слоя соответствуют два зазора. Например, [hmin] соответствуют зазоры [Smin] и [Smах]. Допустимая минимальная толщина масляного слоя, при которой еще обеспечивается жидкостное трение:
[hmin] = K(Rz0 + Rzd + yk) = K(4RaD + Rad + yk).
где К > 2 — коэффициент запаса надежности по толщине масляного слоя; yk — добавка на неразрывность масляного слоя (yg =2-3 мкм).
Поэтому необходимо соблюдать условие:
hmin > [hmin], Smin > [Smin],
где [Smin] — минимальный допустимый зазор, при котором толщина масляного слоя равна допустимой [hmin].
Относительный эксцентриситет xmin, соответствующий зазору Smin, из-за возможности возникновения самовозбуждающихся колебаний вала в подшипнике рекомендуется принимать не менее 0,3, то есть xmin > 0,3.
Для определения х используем полученную в [10] зависимость
![]()
где w — угловая скорость вала, рад/с;
CR — коэффициент нагруженноcnb подшипника; Р — среднее удельное давление (Па),
На рис. 12. приведены зависимости A от х и отношения l/dHC. Для определения xmin необходимо определить Аh соответствующее [hmin]:
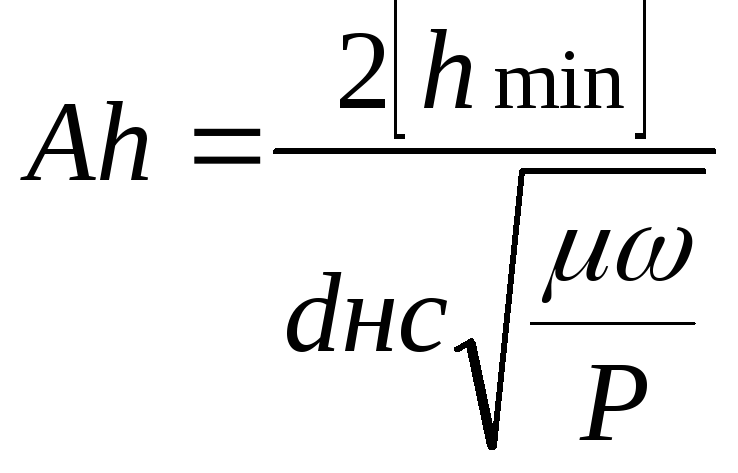

Рис. 12. Зависимость А = f(x) для половинного подшипника
По рис. 12. можно определитьxmin — относительный эксцентриситет, соответствующий зазору [Smin];
|
Таблица 2 |
3 Значения показателей степени n |
|
| ||||
|
V50 |
20 |
30 |
40 |
50 |
70 |
90 |
120 |
|
п |
1,9 |
2,5 |
2,6 |
2,7 |
2,8 |
2,9 |
3,0 |
При выборе посадки необходимо выполнить условие
Smах (Smax)
st = dHC(aD tD -ad td ),
где st — поправка, связанная с различием коэффициентов линейных расширений материалов вала и втулки или существенным различием температур соединенных деталей, здесь aD, ad — коэффициенты линейного расширения втулки и вала;tD,, td — разность между рабочей и нормальной (20°С) температурами);
sRa =8 (RaD + Rad); Тшзн — допуск на износ.
sRa— поправка, связанная с наличием неровностей на поверхностях вала и втулки. При выборе посадки необходимо использовать дополнительное условие, по которому средний зазор SС в посадке должен быть примерно равен оптимальному Soпт:
![]()
Если при выборе посадки не удается выполнить выше указанные условия , то следует произвести проверку правильности выбора посадки теоретико-вероятностным методом, определив для этого вероятностные зазоры:
![]()
При невыполнении условий S2мin > [Smin] и Sвмах < [Smах] необходимо провести повторный расчет.
Рекомендации по применению некоторых посадок с зазором. Посадку H5/h4 (Smin = 0 и Smax = Td + Td) назначают для пар с точным центрированием и направлением, в которых допускается проворачивание и продольное перемещение деталей при регулировании. Эти посадки можно использовать вместо переходных (в том числе для сменных частей). Для вращающихся деталей их применяют только при малых скоростях и нагрузках.
Посадку H6/h5 назначают при высоких требованиях к точности центрирования (например, пиноли в корпусе задней бабки токарного станка, измерительных зубчатых колес на шпинделях зубоизмерительных приборов), посадку H7/h6 (предпочтительную) — при менее жестких требованиях к точности центрирования (например, сменных зубчатых колес в станках, корпусов под подшипники качения в станках, автомобилях и других машинах, поршня в цилиндре пневматических инструментов, сменных втулок кондукторов и т. п.). Посадку H8/h7 (предпочтительную) назначают для центрирующих поверхностей, когда можно расширить допуски на изготовление при несколько пониженных требованиях к соосности.
Посадки H5/g5; H6/g5 и H7/g6 (последняя предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазором. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования (например, золотника в пневматической сверлильной машине, шпинделя в опорах делительной головки, в плунжерных парах и т. п.).
Для подвижных посадок наиболее распространены Н7f7 (предпочтительная), H8/f8 и подобные им посадки, образованные из полей допусков квалитетов 6, 8 и 9.
Посадки Н7/е8, Н8/е8 (предпочтительные), H7 /e7 и посадки, подобные им, образованные из полей допусков квалитетов 8 и 9, обеспечивают легкоподвижное соединение при жидкостной смазке. Их применяют для быстровращающих-ся валов больших машин.
Посадки H8/d9, H9/d9 (предпочтительные) и подобные им посадки, образованные из полей допусков квалитетов 7, 10 и И, применяют сравнительно редко. Например, посадку H7 /d8 используют при большой частоте вращения и малом давлении в крупных подшипниках, а также в сопряжении поршень — цилиндр в компрессорах, посадку H9/d9 — при невысокой точности механизмов.
Посадки Н7/с8 и Н8/с9 характеризуются значительными гарантированными зазорами, используются для соединений с невысокими требованиями к точности центрирования. Наиболее часто эти посадки назначают для подшипников скольжения (с различными температурными коэффициентами линейного расширения вала и втулки), работающих при повышенных температурах (в паровых турбинах, двигателях, турбокомпрессорах, турбовозах и других машинах, в которых при работе зазоры заметно уменьшаются вследствие того, что вал нагревается и расширяется больше, чем вкладыш подшипника).
При выборе посадок (на основе расчета) необходимо учитывать отношение l/d: чем меньше это отношение, тем меньше должен быть наименьший зазор.
Переходные посадки. Переходные посадки H/js H/k, H/т, Н/п используют в неподвижных разъемных соединениях для центрирования сменных деталей или деталей, которые при необходимости могут передвигаться вдоль вала. Эти посадки характеризуются малыми зазорами и натягами, что, как правило, позволяет собирать детали при небольших усилиях (вручную или с помощью молотка). Для гарантии неподвижности одной детали относительно другой соединения дополнительно крепят шпонками, стопорными винтами и другими крепежными средствами.
Переходные посадки предусмотрены только в квалитетах 4-8. Точность вала в этих посадках должна быть на один квалитет выше точности отверстия.
В переходных посадках при сочетании наибольшего предельного размера вала и наименьшего предельного размера отверстия всегда получается наибольший натяг, при сочетании наибольшего предельного размера отверстия и наименьшего предельного размера вала — наибольший зазор.
Посадки с натягом. Посадки с натягом предназначены в основном для получения неподвижных неразъемных соединений без дополнительного крепления деталей. Иногда для повышения надежности соединения дополнительно используют шпонки, штифты и другие средства крепления. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения.
Рассмотрим общий случай расчета посадок с натягом, когда соединение состоит из полого вала и втулки (рис. 13.). Разность между диаметром вала и внутренним диаметром втулки до сборки определяет натяг N. При запрессовке деталей происходит растяжение втулки на величину ND и одновременно сжатие вала на величину Nd, причем N = ND + Nd. Из задачи определения напряжений и перемещений в толстостенных полых цилиндрах (задачи Ламе) известны зависимости
ND = PC1/E1; Nd = PC2/E2.
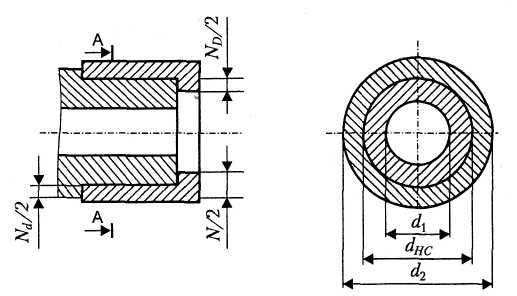
Рис. 13. Эскиз к расчету посадки с натягом Сложив почленно эти равенства и выполнив простые преобразования, получаем
![]()
где N — расчетный натяг;
Р — давление на поверхности контакта вала и втулки, возникающее под влиянием натяга;
dHC — номинальный диаметр сопрягаемых поверхностей;
Ed и ED — модули упругости материалов соответственно охватываемой (вала) и охватывающей (отверстия) деталей, Па;
Cd и CD — коэффициенты Ламе, определяемые по формулам:
где d1 — диаметр отверстия полого вала, м;
d2 — наружный диметр охватывающей детали, м;
d и D — коэффициенты Пуассона соответственно для охватываемой и охватывающей деталей. Для сплошного вала (d1 = 0) Cd = 1 — d;
для массивного корпуса (d2 -» ) CD = 1 + .
Расчет посадок с натягом производят в следующем порядке:
1. По значениям внешних нагрузок — осевой силы, крутящего момента (Fa, Тк) и размерам соединения (dнс, l) определяется требуемое минимальное давление (Па) на контактных поверхностях соединения:
![]()
О при действии Тк:
![]()
О при действии Fa:
О
при действии двух условий:
где Fа — продольная осевая сила, стремящаяся сдвинуть одну деталь относительно другой, H;
Тк — крутящий момент, стремящийся повернуть одну деталь относительно другой, Н-м;
I — длина контакта сопрягаемых поверхностей, м;
f — коэффициент трения при установившемся процессе распрессовки или проворачивания (табл. 2.).
Таблица 2.Коэффициенты трения для материалов.
-
Материал сопрягаемых деталей
Коэффициент трения
Сталь-сталь
0,06-0,13
Сталь-чугун
0,07-0,12
Сталь-латунь
0,05-0,1
Сталь-пластмассы
0,15-0,25
2. По полученным значениям [Ртin] определяется необходимое значение наименьшего расчетного натяга Nmin (м), который должен обеспечить передачу крутящего момента и осевой силы:
![]()
3. Определяется величина минимального допустимого натяга с учетом поправок к N'min, то есть:
![]()
где уш — поправка, учитывающая смятие неровностей контактных поверхностей деталей при образовании соединения;
![]()
yt — поправка, учитывающая различие рабочей температуры деталей (tD и td) и температуры сборки (tc6), различие коэффициентов линейного расширения материалов соединяемых деталей (aD и аd) уi = -Nt = -dH c (adtd - aD tD ); уц — поправка, учитывающая ослабление натяга под действием центробежных сил (существенна для крупных быстровращающихся деталей); для сплошного вала и одинаковых материалов соединяемых деталей
![]()
Здесь V — окружная скорость на наружной поверхности втулки, м/с; ρ — плотность материала. Поправка уц для стальных деталей диаметром до 500 мм, вращающихся со скоростью до 30 м/с, не учитывается; у„ — добавка, компенсирующая уменьшение натяга при повторных запрессовках, определяется опытным путем.
4. Определяется максимальное допустимое удельное давление [Рmax], при котором отсутствует пластическая деформация на контактных поверхностях деталей. В качестве Ртax берется наименьшее из двух значений:

где Td и TD — предел текучести материалов охватываемой и охватывающей деталей.
Определяется величина максимального допустимого натяга Nmах, при котором не произойдет разрушения деталей, с учетом поправок к
![]()
5. Устанавливается наибольший расчетный натяг (м)
![]()
где у уд — коэффициент увеличения удельного давления у торцов охватывающей детали, принимается по графику (рис. 14);
уt — температурная поправка, учитываемая, если при рабочей температуре натяг увеличивается.
Рис. 14. Коэффициенты увеличения давления у торцов охватывающей детали
Выбирается посадка из таблиц системы допусков и посадок [10] с соблюдением следующих условий: максимальный натяг Nmax в подобранной посадке должен быть не больше [Nmax], то есть Nmax < [Nmax ]; минимальный натяг Nmin в подобранной посадке должен быть больше [Nmin],
то есть Nmin > [Nmin].
Рассчитывается необходимое усилие при запрессовке собираемых деталей по формуле:
![]()
где fn — коэффициент трения при запрессовке;
fn = (1,15-1,2)f;
Рmах — удельное давление при максимальном натяге (Nmaх),

Рекомендации по применению некоторых посадок с натягом. Посадки Н/р; P/h — ''легкопрессовые'' — характеризуются минимальным гарантированным натягом. Установлены в наиболее точных квалитетах (валы 4-6-го, отверстия 5-7-го квалитетов). Применяются в таких случаях, когда крутящие моменты или осевые силы малы или случайное относительное смещение деталей несущественно для их служебной роли; для соединения тонкостенных деталей, не допускающих больших деформаций; для центрирования тяжело-нагруженных или быстровра-щающихся крупногабаритных деталей (с дополнительным креплением).
Посадки H/r, H/s; H/t и R/h; S/h; T/h — «прессовые средние» — характеризуются умеренными гарантированными натягами в пределах (0,0002-0,0006)dHC, обеспечивающими передачу нагрузок средней величины без дополнительного крепления. Установлены для относительно высоких точностей деталей (валы 5-7-го, отверстия 6-7-го квалитетов). Сборка соединений возможна как под прессом, так и способом термической деформации.
Посадки Н/и; Н/х; H/z и U/h — «прессовые тяжелые» — характеризуются большими гарантированными натягами (0,001-0,002)d HС Предназначены для соединений, на которые воздействуют тяжелые, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединяемых деталей. Сборка обычно осуществляется методом термической деформации. Для посадок с большими натягами предусмотрены относительно широкие допуски деталей (7-9-го квалитетов).
Образование посадок в ЕСДП СЭВ.
Основные условия образования посадок:
Посадки с нужными зазорами или натягами образуются сочетанием полей допусков соединяемых деталей — отверстия и вала;
Поля допусков определяются численными значениями допуска и основного отклонения;
Для получения различных посадок в системах допусков и посадок должно содержаться достаточное разнообразие полей допусков.
Посадки можно получать двумя способами.
При первом способе стандартизуются ряды посадок в системе отверстий и в системе вала; для каждой посадки устанавливают пару полей допусков отверстия и вала; каждое поле допуска задают двумя предельными отклонениями, присущими только данному полю допуска. Такой способ образования посадок применяли в более ранних системах, в том числе в системе ОСТ (см. § 5.5). Недостаток этого способа заключается в том, что разнообразие и число посадок зависят от числа стандартизованных полей допусков.
При втором способе стандартизуются отдельно параметры, из которых образуются поля допусков, т. е. ряды допусков в разных квалитетах, и независимо от допусков ряды основных отклонений валов и отверстий. Поля допусков получают, сочетая любые допуски и основные отклонения. Этот способ обеспечивает большое разнообразие полей допусков и соответственно посадок при сравнительно ограниченных комплектах допусков и основных отклонений. Он является современным и применяется для образования посадок в системах ИСО и CЭB.
Для размеров от 1 до 500 мм установлено 77 полей допусков валов (табл. 5.5) и 68 полей допусков отверстий общего применения. Число полей допусков отверстий сокращено за счет полей допусков, применяемых для посадок с натягами в системе вала. Из указанного числа выделены предпочтительные поля допусков — 10 отверстий и 16 валов. Кроме того, введены 68 дополнительных полей допусков (СТ СЭВ 144–75). В первую очередь применяют предпочтительные, а затем остальные поля допусков общего применения. Дополнительные поля применяют, если посадку нужного характера нельзя получить с помощью полей допусков общего применения.
Предпочтительные поля допусков выделены на основе обобщения опыта производственной деятельности и внешнеэкономических связей стран-членов СЭВ с учетом рекомендации ИСО/Р 1829 и, как правило, позволяют получать нужные посадки. Широкое внедрение в промышленность предпочтительных полей допусков необходимо для дальнейшего развития взаимозаменяемости, кооперирования и специализации производства. Кроме того, оно обеспечивает сокращение номенклатуры и централизацию выпуска режущего и измерительного инструмента, а также другой технологической оснастки. Уже сейчас номенклатура нормального инструмента (сверл, разверток и пр.), выпускаемого специализированными инструментальными заводами, определяется только рядами предпочтительных полей допусков).