

6.Требования к сборочным единицам вытекающие из условия обеспечения автоматической сборки. Механизмы питания автоматических производственных систем для штучных заготовок
При автоматической сборке к деталям и узлам предъявляются следующие требования:
1. Конструкция изделий должна быть оформлена так, чтобы при сборке детали подавались по простым прямолинейным траекториям, при этом упрощается конструкция механизмов автомата.
2. Конструкция изделий должна быть удобной для подвода и отвода сборочных инструментов. Важно также предусмотреть возможность использования много инструментальных головок.
3. Конструкцию изделия в целом желательно оформлять так, чтобы сборку можно было производить без изменения положения базовой детали.
4. Изделие, предназначенное для автоматической сборки, при большом количестве входящих в них деталей, должны расчленяться на предварительно собираемые элементы. Число позиций автомата или автоматической линии должно быть не более 20.
5. Улучшение условий автоматической сборки может быть достигнуто за счет перехода к моноблочным конструкциям, т.е. таким, в которых отдельные детали объединены в одну.
6. Автоматическая сборка в ряде случаев может быть облегчена путем перехода к более удобным видам соединений.
Например: 1) Сборка резьбовых соединений менее удобна, чем сборка склепыванием.
2) Винтовые соединения более удобны, чем болтовые, так как последние требуют оснащения автомата бункерами с соответствующими ориентирующими устройствами для болтов, гаек и шайб.
3) при сборке валов шлицевые соединения предпочтительнее шпоночных.
4) Задачу автоматической сборки нередко решают использованием новых, ранее не применявшихся видов соединений.
5) детали должны иметь простые симметричные формы. Это упрощает ориентирование деталей

Различают две группы механизмов питания штучных заготовок. К первой относятся механизмы, которые сочетают в себе функции отсекателя и питателя, который транспортирует заготовку (деталь) в зону обработки. Отсекатель – механизм, предназначенный для поштучного отделения заготовок (деталей) от общего потока. Выборка деталей из общего потока производится за счет сил трения, без использования специальных механических захватных устройств, например вибрационные загрузочные устройства. Ко второй – механизмы, выполняющие непосредственное отделение заготовок от общего потока с использованием специальных механических устройств (крючков, дисков, карманчиков и т.п.) совершающих вращательное движение или возвратно-поступательное движение. Их недостаток наличие большого количества движущихся и трущихся частей.

|
| |
|
|
|
Используются также магазинные загрузочные устройства, в которые загружают предварительно ориентированные заготовки. Выдача заготовок из магазина осуществляется, как правило, специальными устройствами – автооператорами.
7. Методы диагностики состояния режущего инструмента. Измерительные системы для автоматического контроля точности деталей
Режущие инструменты одни из основных элементов, определяющих работоспособность технологического оборудования и производственной системы в целом.
Использование систем диагностики состояния режущего инструмента посредством прямого или косвенного контроля позволяет существенно повысить эффективность производства.
При прямом способе контроля износ режущей кромки инструмента измеряют непосредственно в процессе обработки детали во время совершения инструментом вспомогательных движений. Реализация прямого контроля связана с использованием сложных механизмов датчиков износа.
При косвенных методах контроля специальные датчики принимают сигналы от определенных участков и узлов оборудования, заготовки, инструмента, содержащие информацию о величине и скорости износа режущего инструмента. Интенсивность износа инструмента зависит от характеристик процесса обработки и влияет на работу всех элементов технологической системы. К преимуществам косвенных методов диагностики относится сравнительная простота его реализации. Кроме того, косвенные методы позволяют непрерывно получать информацию о состоянии инструмента. Основной недостаток косвенных методов состоит в неточности, возникающие из-за влияния других факторов.
Наиболее простые устройства косвенной оценки состояния режущего инструмента это регистрирующие мощность резания. Эти устройства не требуют существенной модернизации оборудования и не изменяют технических характеристик оборудования.
Используются также устройства контролирующие силы резания. Эти устройства позволяют следить за степенью износа инструмента, обнаружить поломку, нарушение процесса удаления стружки из зоны резания, изменения припуска и твердости обрабатываемого материала.
Контроль состояния инструмента осуществляют также устройствами, основанными на измерении акустических колебаний которые возникают при обработке. Интенсивность колебаний зависит от площади контакта задней поверхности инструмента и обрабатываемой детали, т.е. от степени износа по задней поверхности. Диагностика состояния режущего инструмента должна носить комплексный характер, так как практически все параметры, характеризующие работу инструментов, зависят не только от износа, но и от режимов резания и др.
Измерительная система – совокупность средств измерения (мер, измерительных приборов) и вспомогательных устройств, предназначенных для выработки сигналов о результатах измерений в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Автоматические системы в зависимости от выполняемой функции разделяют на системы автоматического контроля, автоматического регулирования и автоматического управления технологическим процессом. Эти системы могут включать электрические, механические, гидравлические, пневматические элементы.
Измерительные системы бывают пассивного и активного действия.
Системы пассивного контроля подразделяют на контрольные автоматы, производящие автоматический контроль и сортировку деталей на годные и брак, контрольно-сортировочные автоматы, которые сортируют обрабатываемые детали, в том числе и по размерам на группы.
Системы активного контроля деталей в процессе обработки позволяют автоматически управлять технологическим процессом. Они контролируют размер обрабатываемой детали и в зависимости от величины припуска регулируют режимы обработки путем передачи воздействий от исполнительного элемента на рабочий орган станка или прекращают обработку, если размер достигнут.
Средства активного контроля применяются на финишных технологических операциях абразивной обработки, в первую очередь шлифование и хонингование. Это обусловлено высокими требованиями к точности и в ряде случаев относительно малой размерной стойкостью инструмента. Средства активного контроля используют также на расточных и реже на токарных операциях.
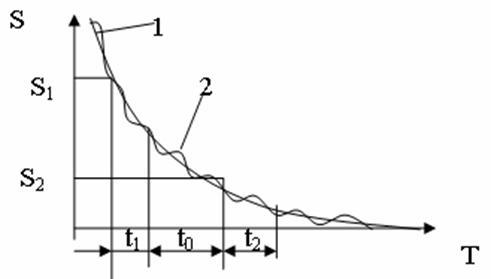
Принцип действия устройства активного контроля с адаптивным управлением. Через промежуток времени t0 подается два сигнала, пропорциональных текущим размерам обрабатываемой детали S1 и S2эти сигналы поступают в течение времени t1 и t2 съема информации с датчиков соответственно в начале и конце контрольного интервала. Длительности t1 и t2 равняются, например, времени одного оборота детали при круглом шлифовании. Разница S1 - S2 соответствует припуску снятому за время t
![]()
В управляющей системе данный разностный сигнал поступает на блок сравнения. И в случае достижения заданного размера блок сравнения передает информацию командному блоку на включение доводочной подачи.