Работа, выполненная в период практики
|
Дата |
Краткое содержание |
Замечания, оценка и подпись |
|
26.05. |
Получение задания. |
|
|
27-29.05 |
Назначение токарных станков, их классификация. |
|
|
30.05. |
Основные узлы токарного станка, их взаимодействие при работе. |
|
|
01.06. |
Приспособления, применяемые на токарных станках, патроны планшайбы, цанговые зажимы, оправки, центры. |
|
|
02.06. |
Специальные головки для шлифовальных, фрезерных и других работ, устанавливаемые на суппорте токарного станка. |
|
|
03.06. |
Режущий и контрольно-измерительный инструменты. |
|
|
04.06. |
Смазывающе-охлаждающие жидкости. |
|
|
05.06. |
Режимы резания. |
|
|
06.06. |
Пуск и остановка станка. |
|
|
07.06. |
Выполнение работ на станке. |
|
|
08-16 .06 |
Организация рабочего места и техника безопасности при работе на токарных станках |
|
|
17.06. |
Выполнение индивидуальных заданий |
|
|
18.06. |
Выполнение индивидуальных заданий |
|
|
19.06. |
Оформление отчета |
|
|
20.06. |
Оформление отчета |
|
|
21.06. |
Защита отчета |
|
___________________________ / оценка/
Токарные станки: назначение и классификация
|
|
Токарные станки отечественного производства имеют цифровое обозначение моделей. Первая цифра 1 в обозначении модели показывает, что станок относится к токарной группе. Вторая цифра указывает на типы станков в группе: 1 — одношпиндельные автоматы и полуавтоматы, 2 — многошпиндельные автоматы и полуавтоматы, 3 — револьверные станки, 4 — сверлильно-отрезные, 5 — карусельные станки, 6 — токарно-винторезные станки, токарные и лоботокарные, 7 — многорезцовые, 8 — специализированные станки, 9 — различные токарные станки. Две последние цифры определяют важнейшие технические параметры станка. В эти параметры входят: высота центров над станиной для токарно-винторезного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного и так далее. Наличие буквы после цифры указывает на модернизацию станка, другими словами, на обновление конструкции. Буквы (Н, П, В, А, С) в конце цифрового обозначения модели означают точность станка. Например, в обозначении токарно-винторезного станка П цифра 1 означает группу токарных станков, цифра 6 — тип станка (следовательно, к этому типу относится токарно-винторезный станок), буква К — модернизацию станка, цифра 20 — высота центров (см), буква П указывает, что станок повышенной точности. Назначение и классификация Токарные станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьбы и обработки торцовых поверхностей деталей с помощью разнообразных резцов, сверл, зенкеров, разверток, метчиков и плашек. Применение дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий) значительно расширяет технологические возможности станков данной группы.
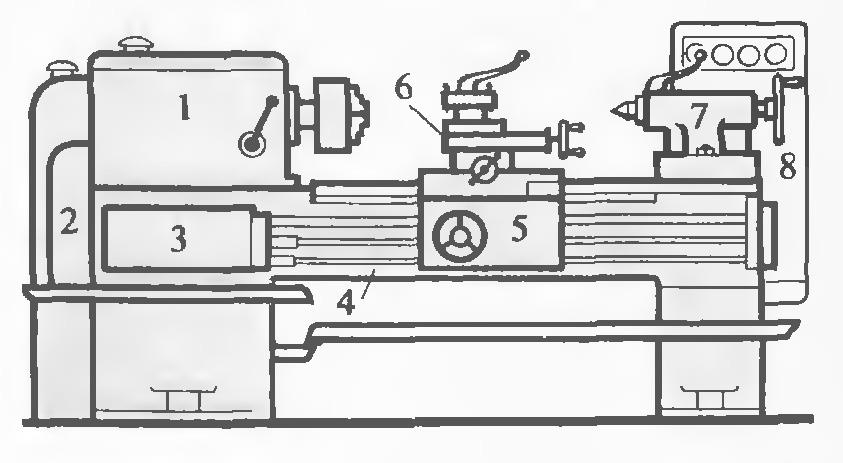
Основные части и узлы токарного станка Токарный станок, оборудованный вспомогательным оборудованием для нарезания резьбы, называют токарно-винторезным станком. На рис. 1 схема общего вида токарно-винторезного станка 1К62. Станина 4— массивное чугунное основание, где смонтированы основные механизмы станка. Верхняя часть станины состоит из двух призматических и двух плоских направляющих, по которым передвигаются задняя бабка и суппорт. Станина закреплена на двух тумбах. Передняя бабка 1 — чугунная коробка, в которой находится главный рабочий орган станка — коробка скоростей и шпиндель. Шпиндель – имеет вид полого вала. Справа на шпинделе крепятся приспособления, зажимающие заготовку. Шпиндель получает вращение от расположенного в левой тумбе электродвигателя через систему зубчатых колес, клиноременную передачу и муфты, которые размещены внутри передней бабки. Этот механизм называется коробкой скоростей и позволяет изменять частоту вращения (число оборотов в минуту) шпинделя. Суппорт 6 — механизм для обеспечения движения подачи и установки резца, т. е. передвижения резца в разные стороны. Движение подачи может производится механически или вручную. Механическое движение подачи к суппорту поступает от ходового винта или ходового вала (во время нарезании резьбы). Суппорт состоит из каретки, которая перемещается по направляющим станины, фартука, в котором расположен механизм преобразования вращательного движения ходового вала и ходового винта в прямолинейное движение суппорта, механизма поперечных салазок, механизма резцовых (верхних) салазок, механизма резцедержателя. Коробка подач 3 – это механизм, которые передает вращение от шпинделя к ходовому винту или ходовому валу. Она позволяет изменять скорость движения подачи суппорта (величину подачи). Вращательное движение в коробке подач передается от шпинделя через реверсивный механизм и гитару со сменными зубчатыми колесами.
Рис.1. 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрообордованием
Гитара 2 предназначена для настройки станка на требуемую величину подачи или шаг нарезаемой резьбы путем установки соответствующих сменных зубчатых колес. Задняя бабка 7 предназначается для поддержания конца длинных заготовок в процессе обработки, а также для закрепления и подачи стержневых инструментов (сверл, зенкеров, разверток). Электрооборудование станка размещено в шкафу8.Включение и выключение электродвигателя, пуск и остановка станка, управление коробкой скоростей и коробкой подач, управление механизмом фартука и т. д. производится соответствующими органами управления (рукоятками, кнопками, маховичками). Для закрепления заготовок на токарном станке применяют: патроны, планшайбы, цанги, центры, хомутики, люнеты, оправки. Для контроля точности обработки деталей токарь использует штангенциркули, микрометры, калибры, шаблоны, угломеры и другие измерительные инструменты.
|