

Оборудование для ковки
В качестве оборудования применяются ковочные молоты и ковочные прессы.
Оборудование выбирают в зависимости от режима ковки данного металла или сплава, массы поковки и ее конфигурации. Необходимую мощность оборудования определяют по приближенным формулам или справочным таблицам.
Молоты – машины динамического ударного действия. Продолжительность деформации на них составляет тысячные доли секунды. Металл деформируется за счет энергии, накопленной падающими частями молота к моменту их соударения с заготовкой. Часть энергии теряется на упругие деформации инструмента и колебания шабота – детали, на которую устанавливают нижний боек. Чем больше масса шабота, тем выше КПД. Обычно масса шабота в 15 раз превышает массу падающих частей, что обеспечивает КПД на уровне 0,8…0,9.
Для получения поковок массой до 20 кг применяют ковочные пневматические молоты, работающие на сжатом воздухе. Сила удара определяется силой давления сжатого воздуха, и может регулироваться в широких пределах. Масса падающих частей составляет 50…1000 кг. Основные параметры молотов регламентируются ГОСТами.
Для получения поковок массой до 350 кг применяют ковочные паровоздушные молоты. Они приводятся в действие паром или сжатым воздухом давлением 0,7…0,9 МПа. Масса падающих частей составляет 1000…8000 кг. Параметры регламентируются ГОСТами.
Различают молоты простого действия, когда пар или воздух только поднимают поршень, и двойного действия, когда энергоноситель создает дополнительное деформирующее усилие.
Прессы ковочные гидравлические – машины статического действия. Продолжительность деформации составляет до десятков секунд. Металл деформируется приложением силы, создаваемой с помощью жидкости (водной эмульсии или минерального масла), подаваемой в рабочий цилиндр пресса. Выбираются прессы по номинальному усилию, которое составляет 5…100 МН. Применяют в основном для получения крупных заготовок из слитков.
Конструирование кованых заготовок
Чертеж поковки составляют по рабочему чертежу детали установлением припусков на механическую обработку, допусков на ковку и напусков на поковку. Значения этих величин устанавливаются ГОСТами: на поковки, получаемые на молотах – ГОСТ 7829; на поковки, получаемые на прессах – ГОСТ 7869.
При разработке чертежа поковки следует учитывать специфику техники ковки и избегать нехарактерных для нее форм и конфигураций. Поковки должны быть простыми, очерченными цилиндрическими поверхностями и плоскостями (Рисунок 61, 1…4).
В поковках следует избегать конических (Рисунок 61 5) и клиновых (Рисунок 61 6) поверхностей, взаимных пересечений цилиндрических поверхностей (Рисунок 61 7), а также пересечений цилиндрических поверхностей с призматическими участками деталей (Рисунок 61 8). Предпочтительнее назначать односторонние выступы, взамен двухсторонних, особенно для мелких деталей. Следует избегать ребристых сечений, бобышек, выступов и т.п., так как эти элементы в большинстве случаев получить ковкой невозможно. Ребра жесткости в поковках недопустимы. Детали с резкой разницей размеров поперечных сечений или сложной формы следует заменять сочетанием более простых кованых деталей. Детали сложной формы целесообразно выполнять сварными из нескольких поковок или из кованых и литых элементов.
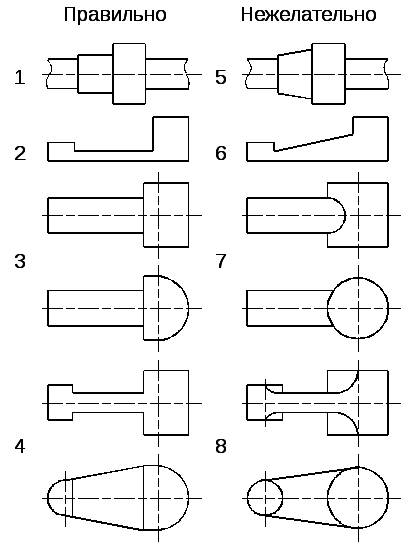
Правильные и нежелательные формы поковок