

Энергетическое условие пластичности.
В 1904г. Губер-Генке-Мазес выдвинули энергетическую теорию предельного состояния деформируемого материала. Согласно которой пластическая деформация тела начинается тогда, когда в упругом материале накопится удельная потенциальная энергия необходимая для изменения формы, а не объема, этого материала независимо от схемы напряженного состояния.
Пластическая деформация возможна только
после упругой. Потенциальную энергию
упругой деформации
![]() можно разделить на две составляющие:
можно разделить на две составляющие:
![]() ,
,
Где
![]() – потенциальная энергия, направленная
на изменение объема, так как при упругой
деформации растяжения объем тела
увеличивается, а плотность уменьшается;
– потенциальная энергия, направленная
на изменение объема, так как при упругой
деформации растяжения объем тела
увеличивается, а плотность уменьшается;
![]() – потенциальная энергия, направленная
на изменение формы тела.
– потенциальная энергия, направленная
на изменение формы тела.
Из этой формулы выводим потенциальную энергию, направленную на изменение формы тела:
![]() .
.
Как известно, из закона Гука, для объемной
схемы, упругая деформация будет проходит
в трех направлениях
![]() ,
,![]() ,
,![]() .
А потенциальную энергию можно записать
уравнением:
.
А потенциальную энергию можно записать
уравнением:
![]() .
.
При этом относительные деформации, по закону Гука, будут равны:
![]() ,
,
![]() ,
,
![]() .
.
Отсюда полная удельная потенциальная энергия деформации:
![]()
где
![]() – главные нормальные напряжения;
– главные нормальные напряжения;
![]() – коэффициент Пуассона.
– коэффициент Пуассона.
![]() – модуль упругости материала.
– модуль упругости материала.
Потенциальная энергия упругого изменения объема:
![]()
Где
![]() – относительное приращение объема.
– относительное приращение объема.
![]() .
.
Отсюда
![]() :
:
![]() .
.
Подставляя полученные уравнения в формулу удельной потенциальной энергии, направленную на изменение формы тела, получим:
![]() .
.
На основании многочисленных лабораторных
испытаний было установлено, что удельная
потенциальная энергия, направленная
на изменение формы, при пластической
деформации, является величиной постоянной,
зависящей только от температуры, скорости
деформации и природы материала. В случае
линейной схемы деформации,
![]() ,
удельная потенциальная энергия будет
равна:
,
удельная потенциальная энергия будет
равна:
![]() .
.
Приравниваем правые части уравнений
![]() и
и![]() :
:
![]() .
.
Это и есть энергетическое условие пластичности.
Величины, характеризующие пластическую деформацию.
Та или иная форма тела при пластической деформации получается благодаря перемещению частиц металла в новое положение их устойчивого равновесия при постоянстве массы. Однако объем в отдельных случаях может меняться. Это относится прежде всего к начальной стадии пластической деформации слитка, когда происходит увеличение плотности из - за устранения пустот.
Дальнейшее же пластическое деформирование происходит практически без уменьшения объема. Если не принимать во внимание некоторое изменение объема благодаря упругой деформации, то допустимо считать объем деформированного металла неизменным.
При пластической деформации изменение объема, в отдельных случаях, может происходить в начальной стадии деформации при заполнении пустот и увеличении плотности. Дальнейшее же пластическое деформирование происходит практически без уменьшения объема. Данное условие называется условием постоянства объема.
Для прямоугольного параллелепипеда, Рисунок 17, который в процессе деформирования сохраняет свою форму, условие постоянства объема можно записать:
![]() или
или
![]() .
.
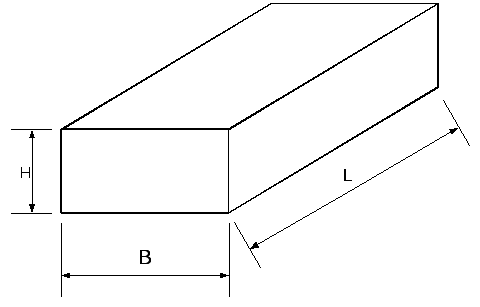
Схема прямоугольного параллелепипеда
Выражение
![]() ;
;![]() ;
;![]() являются показателями, характеризующими
геометрические размеры при деформировании.
являются показателями, характеризующими
геометрические размеры при деформировании.
![]() - вытяжка;
- вытяжка;![]() - поперечная деформация;
- поперечная деформация;![]() - высотная деформация.
- высотная деформация.
Вытяжку можно, так же записать в виде:
![]() ,
,
Где
![]() и
и![]() – площадь сечения параллелепипеда до
и после деформации.
– площадь сечения параллелепипеда до
и после деформации.
Уравнение постоянства объема записывается также:
![]()
Прологарифмировав его получим:
![]() .
.
Обозначим:
![]() ;
;![]() ;
;![]() .
.
![]() – логарифмические степени деформации,
соответственно:
– логарифмические степени деформации,
соответственно:
![]() .
.
Умножив, логарифмические степени
деформации на
![]() ,
получим:
,
получим:
![]() .
.
Таким образом можно по другому сформулировать закон постоянства объема: сумма смещенных объемов, по трем взаимно перпендикулярным направлениям равна нулю.
В ряде случаев пластической обработки используют абсолютные значения изменения размеров:
![]() - обжатие;
- обжатие;
![]() - уширение;
- уширение;
![]() - удлинение.
- удлинение.