

Элементы теории напряжений.
При обработке металлов давлением к деформируемому телу прикладывают внешние усилия сжатия и растяжения в различных комбинациях.
Линейное сжатие.
При сжатии образца силой
![]() (Рисунок 9) в любом горизонтальном сечении
площадьюFвозникают
нормальное напряжение, равное:
(Рисунок 9) в любом горизонтальном сечении
площадьюFвозникают
нормальное напряжение, равное:
![]() .
.
Напряжения
![]() одновременно будут и главными нормальными
напряжениями, так как в сеченииF,
перпендикулярных силе
одновременно будут и главными нормальными
напряжениями, так как в сеченииF,
перпендикулярных силе![]() ,
нет касательных напряжений.
,
нет касательных напряжений.
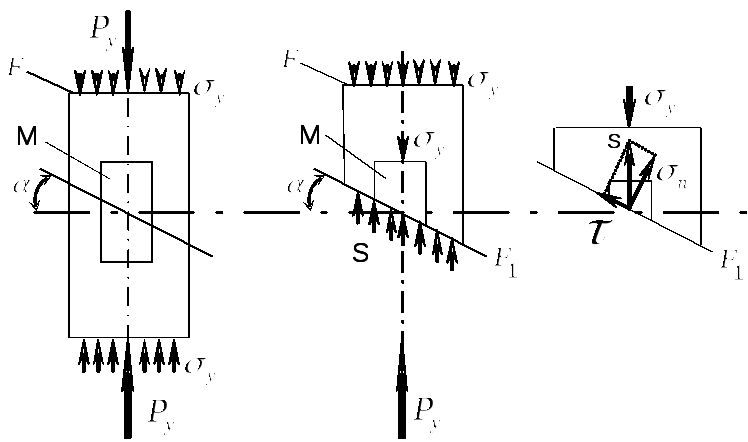
Схема напряжений при линейном сжатии.
Определим напряжения в любом сечении
![]() под углом
под углом![]() к горизонтали, так как:
к горизонтали, так как:
![]()
Отсюда следует, что напряжение
![]() в этом сечении будет меньше
в этом сечении будет меньше![]() ,
то есть:
,
то есть:
![]() .
.
Далее, выделим внутри деформируемого
металла бесконечно малый элемент
![]()
![]() и рассмотрим его равновесия, на Рисунок 9
заштрихован. Разложим
и рассмотрим его равновесия, на Рисунок 9
заштрихован. Разложим![]() ,
действующее напряжение на наклонной
площадке, на нормальное напряжение
,
действующее напряжение на наклонной
площадке, на нормальное напряжение![]() и касательное напряжение
и касательное напряжение![]() :
:
![]()
![]()
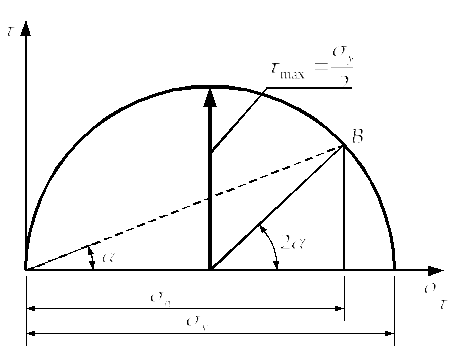
Круг Мора. Схема расположения напряжений при одностороннем сжатии.
Напряжения
![]() и
и![]() ,
на круге Мора, характеризуются точкойВ, которая перемещается против
часовой стрелки, по окружности. При
,
на круге Мора, характеризуются точкойВ, которая перемещается против
часовой стрелки, по окружности. При![]() то отсюда
то отсюда![]() :
:
![]() .
.
Таким образом, в плоскости, наклоненной под углом 45к действующей силе, при сжатии максимальное касательное напряжение равно половине нормального напряжения. Испытания проводимые на разрывных машинах показывают, что на поверхности образца появляются линии, видимые линии Чернова-Людерса, которые имеют, приблизительно, такой же угол. Появление этих линий говорит о том что плоскость максимального касательного напряжения совпадает с плоскостью скольжения в металле.
Отсюда следует, что началу пластической
деформации при линейном сжатии отвечает
такое состояние металла, когда предел
упругости превзойден и началось течение
металла,
![]() ,
нормальное напряжение достигает предела
текучести
,
нормальное напряжение достигает предела
текучести![]() .
Поэтому:
.
Поэтому:
![]() .
.
Как говорилось ранее, предел текучести
металла при сжатии (растяжении) определяют
в статических условиях на разрывных
машинах. Однако фактические условия
ОМД значительно отличаются от лабораторных
испытаний. Поэтому при использования
справочных данных ,по пределу текучести
различных металлов
![]() ,
вводятся корректирующие коэффициенты,
учитывающие влияние наклепа (упрочнения)
металла в процессе пластической
деформации
,
вводятся корректирующие коэффициенты,
учитывающие влияние наклепа (упрочнения)
металла в процессе пластической
деформации![]() ,
температуры
,
температуры![]() и скорости деформации
и скорости деформации![]() .
Поэтому фактическое сопротивление
деформации
.
Поэтому фактическое сопротивление
деформации![]() при простом линейном сжатии (растяжении)
можно записать:
при простом линейном сжатии (растяжении)
можно записать:
![]()
С учетом коэффициентов начало пластической деформации при ОМД будет происходит при:
![]()
Где
![]() – максимальное нормальное напряжение.
– максимальное нормальное напряжение.
Так как все испытания проводятся на
разрывных машинах, в виду того что
практически невозможно обеспечить
линейную схему деформации. Поэтому в
справочной литературе, чаще всего,
приведены результаты испытаний именно
на растяжения. Так как для некоторых
металлов, например сталь, при растяжении
предел текучести
![]() на
на![]() ниже, чем при сжатии, а для меди и алюминия
эти значения практически совпадают.
Поэтому использование, этих данных, при
определении, например среднего давления
при прокатке, надо увеличивать
ниже, чем при сжатии, а для меди и алюминия
эти значения практически совпадают.
Поэтому использование, этих данных, при
определении, например среднего давления
при прокатке, надо увеличивать![]() для стали на
для стали на![]() .
.
Сжатие по двум перпендикулярным направлениям (одноименная схема).
Очевидно, что при сжатии по двум
перпендикулярным направлениям, Рисунок 11
силы
![]() и
и![]() будут создавать на наклонной площадке
будут создавать на наклонной площадке![]() нормальные
нормальные![]() и
и![]() напряжения, направленные в одну сторону,
и касательные
напряжения, направленные в одну сторону,
и касательные![]() и
и![]() ,
направленные в разные стороны. Просуммируем
эти напряжения:
,
направленные в разные стороны. Просуммируем
эти напряжения:

![]()
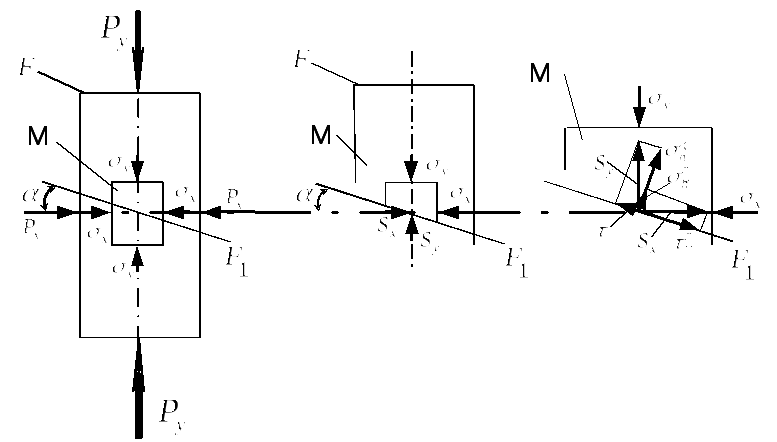
Схема напряжений при сжатии по двум перпендикулярным направлениям.
Напряжения
![]() и
и![]() ,
на круге Мора, характеризуются точкойВ. При
,
на круге Мора, характеризуются точкойВ. При![]() получим:
получим:
![]()
![]()

Круг Мора. Схема расположения напряжений при сжатии по двум перпендикулярным направлениям.
Таким образом, при одноименной схеме деформации, сжатие-сжатие, максимальное касательное напряжение равно полуразности нормальных (главных) напряжений.
Для начала пластической деформации
необходимо, чтобы суммарное нормальное
напряжение достигло величины предела
текучести
![]() ,
которая является величиной постоянной
и независящей по какой схеме происходит
деформация, растяжения, сжатие или их
сочетание (теория максимальных касательных
напряжений Треска и Сан-Венана). И с
учетом наклепа, температуры и скорости
деформации можно записать:
,
которая является величиной постоянной
и независящей по какой схеме происходит
деформация, растяжения, сжатие или их
сочетание (теория максимальных касательных
напряжений Треска и Сан-Венана). И с
учетом наклепа, температуры и скорости
деформации можно записать:
![]()
![]()
В данном случае
![]() максимальное нормальное напряжение, а
максимальное нормальное напряжение, а![]() минимальное, в поперечном сечении,
перпендикулярных силам
минимальное, в поперечном сечении,
перпендикулярных силам![]() и
и![]() ,
то они являются главными нормальными
напряжениями
,
то они являются главными нормальными
напряжениями![]() и
и![]() (касательных напряжений в этом сечении
нет). Тогда:
(касательных напряжений в этом сечении
нет). Тогда:
![]()
Из уравнения следует, что согласно теории Треска и Сан-Венана, при одноименной схеме деформации разность главных нормальных напряжений есть величина постоянная, равная фактическому сопротивлению деформации металла, определенному при линейном (простом) сжатии.