

Практика 1(АПП)
.docxРассмотрим конструкцию бункера с ножевым захватом. Захват деталей производится ползуном ножом при его движении вверх. Проходя сквозь массу беспорядочно лежащих заготовок, нож своим скошенным участком захватывает одну или несколько заготовок, которые оказываются на его пути в ориентированном положении, и выносит их наверх. ВЫ некотором положении нож останавливается на некоторое время, достаточное для того, чтобы заготовки могли переместится в отводной лоток. Заготовки расположенные по отношению к ножу неправильно, остаются в бункере либо падают с ножа, т.к. не могут пройти в лоток. Для удаления таких заготовок предусмотрены специальные механизмы – сбрасыватели. Во время движения ножа происходит интенсивное ворошение заготовок, что создает условия для захвата заготовок, расположенных в необходимом положении.
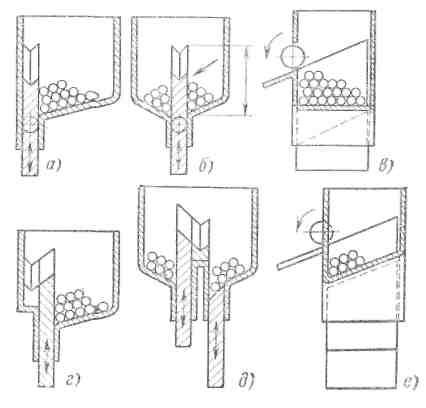
Рис. 5
Ножевой захват может располагаться так, что представляет собой продолжение отводного лотка или параллельно отводному лотку.
Бункерные устройства с выдачей заготовок непрерывным потоком
К бункерным загрузочным приспособлениям с колебательным движением захватного органа относятся вибробункеры, в которых колебание заготовки используется для их принудительного перемещения по лотку и последующей ориентировки в требуемое положение.
На рис. 6 показан вибробункер с вертикальным электромагнитным вибратором. Он состоит из бункера 1, на внутренней поверхности которого укреплен спиральный лоток. Лоток начинается у дна бункера и поднимается по спирали вверх. В конце лотка, снаружи чаши бункера укреплен отводной лоток. Основание бункера 2 закреплено на трех наклонных цилиндрических пружинах 3, к нему прикреплен якорь 4 электромагнита 5. Сам электромагнит укреплен на массивной плите 6. Питание электромагнита производится от сети переменного тока, для того чтобы в его катушке изменялось магнитное поле. Под действием изменяющегося магнитного поля якорь 4 периодически сжимает пружины 3, а затем они разжимаются. При этом создаются крутильные колебания бункера 1 с находящимися в нем деталями. Вибрационные крутильные колебания имеют небольшую амплитуду. В результате заготовки движутся по наклонному коническому дну к стенкам бункера, попадают в лоток и поднимаются по нему вверх.
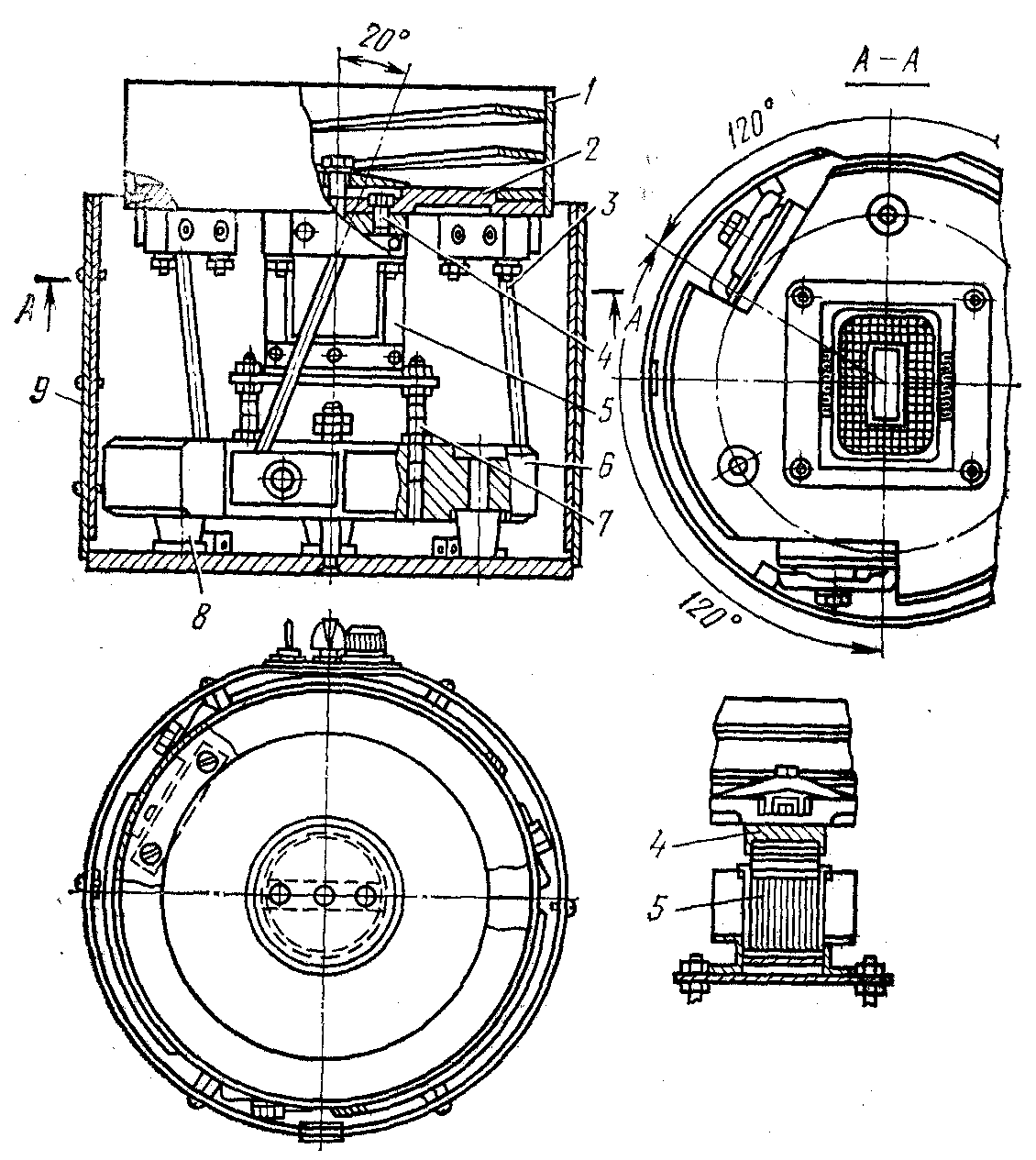
Рис. 6. Вибробункер
Величина амплитуды колебания, от которой зависит скорость перемещения деталей по винтовому лотку, а следовательно, и производительность бункера, может регулироваться реостатом, изменяющим силу тока, или изменением величины воздушного зазора между якорем и электромагнитом с помощью винтов 7.
Для виброизоляции вибробункера его устанавливают на резиновые амортизаторы 8. Электромагнитный привод закрывается кожухом 9.
Ориентация деталей в требуемое положение производится во время движения деталей по лотку. Как правило, она состоит в том, что с помощью специальных устройств в отводной лоток пропускаются детали, имеющие требуемую ориентацию, остальные детали сбрасываются на дно бункера для повторного перемещения по лотку и последующей ориентации.
На рис. 61 показано несколько способов ориентации деталей. При ориентации цилиндрических втулок с отношением длины к диаметру в пределах 1 — 1,5, требующих подачи в отводной лоток в положении 1 (рис. 61,а), ширина лотка должна быть больше диаметра детали. Если по лотку идет деталь, занявшая положение III, т. е. стоящая вертикально, то она натыкается на козырек и сбрасывается в чашу бункера. Если деталь заняла положение II поперек лотка, она выпадает в чашу через вырез П. Деталь 1, лежащая горизонтально, пройдет под козырьком и попадет в отводной лоток. Для ориентации заготовок с отношением длины к диаметру, равным единице, используется лоток с призматической выемкой (рис. 61,б), Второй ряд деталей, если он возникает, сбрасывается в чашу козырьком.
Для ориентации деталей, у которых диаметр больше длины (высоты), большим диаметром вверх (рис. 61, б) применяют мостовой переход с прорезью. Правильно ориентированные детали проходят по другую сторону мостового перехода, а неправильно ориентированные попадают в вырез А и возвращаются в чашу бункера. При необходимости подавать детали головкой вниз (рис, 61,г) неправильно ориентированные детали возвращаются в чашу козырьком 1. На рис. 61, д изображена схема ориентации винтов, заклепок, болтов и им подобных деталей, центр тяжести которых находится в теле стержня. Детали, подошедшие к пазу в лотке, поворачиваются стержнем вниз, а головкой опираются о поверхность лотка. Таким образом, в вибробункере удается осуществлять первичную и вторичную ориентацию деталей по двум осям и выдавать детали в требуемом положении. Высокая производительность, отсутствие узлов, требующих смазки, перемещение заготовок в лотке без повреждения их поверхностей, надежность и долговечность работы вибробункеров определяют их широкое применение. Вибробункеры позволяют подавать на обработку различные по размерам и формам мелкие заготовки. Возможна быстрая переналадка вибробункера на подачу другого типоразмера деталей. Регулировка производительности бункера производится простым поворотом рукоятки реостата и т. п. Вибробункеры нормализованы.
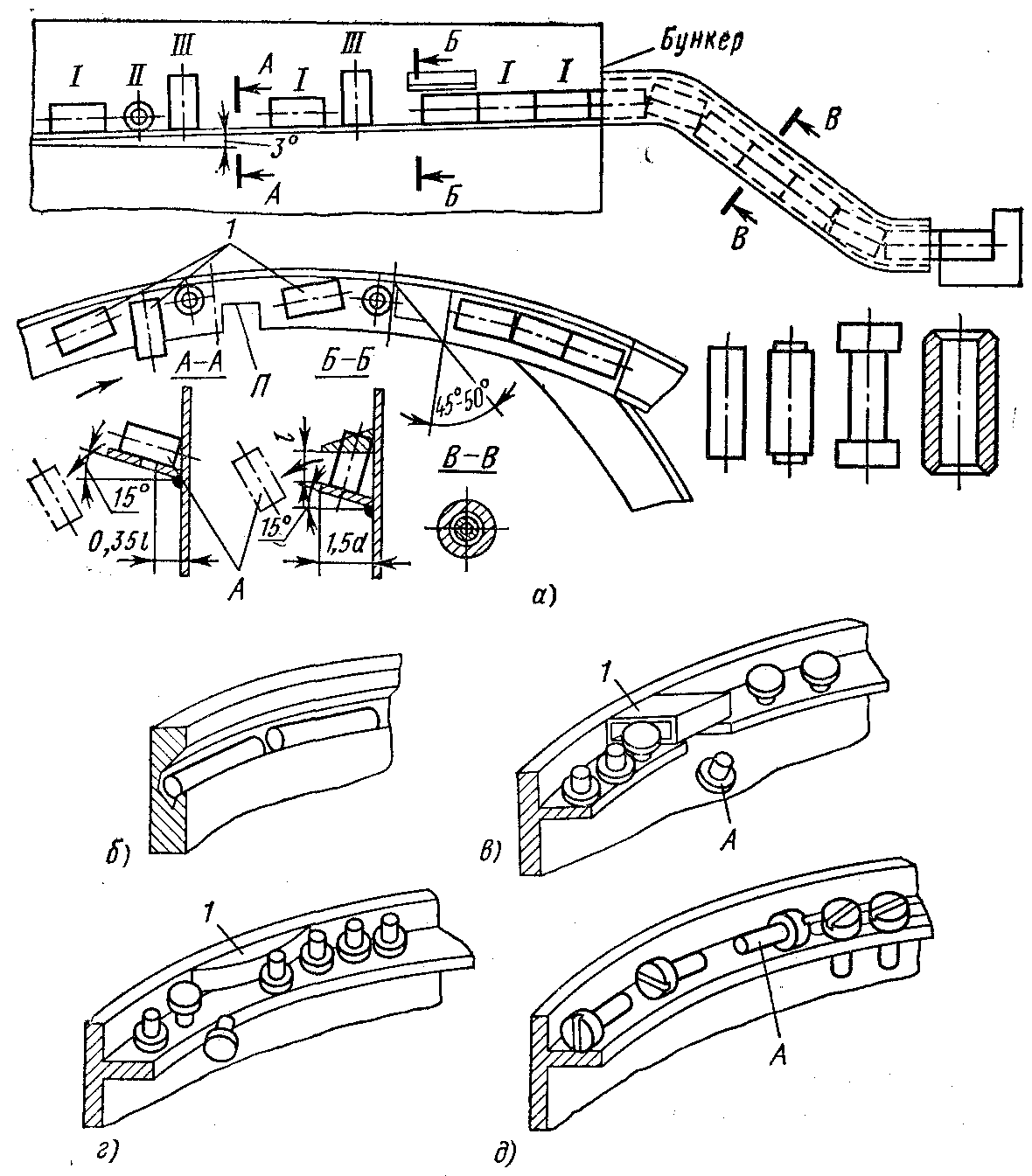
Рис. 7. Механизмы ориентации деталей в вибробункерах
Способность вибробункера подавать детали вверх используется для создания виброподъемников. В этом случае винтовой лоток изготовляют такой высоты, чтобы обеспечить подъем деталей вверх до требуемого положения.
Разновидностью вибробункеров служат вибролотки прямолинейного типа. По ним детали могут перемещаться горизонтально или под небольшим уклоном вверх или вниз.