

Кonakova_Belousova_Istomina_Jigalova
.pdfСоединение деталей винтом
Винты для металла используют как крепежные детали и как винты установочные – фиксирующие взаимное расположение деталей при сборке машин.
Винт крепежный, как и шпилька, ввинчивается в резьбовое отверстие базовой детали, прижимая к ней другую деталь, имеющую отверстие без резьбы, головкой винта (рис. 7, а).
Длина ввинчиваемого конца винта зависит от материала базовой детали и может быть равна 1,5 d для стали и 2 d в остальных случаях.
Расчетная длина винта определяется по формуле
L = Ф + 1,5 d, |
(3) |
где Ф – толщина фланца; d – диаметр винта.
После определения расчетной длины винта подбирается по ГОСТу ближайшее стандартное значение (табл. 9).
Рис. 7. Действительное (а) и упрощенное (б) соединение деталей винтом с цилиндрической головкой
Упрощенное изображение винтового соединения вычерчивается с соблюдением требований ГОСТ 2.315-68. Кроме рассмотренных ранее упрощений, необходимо на виде, перпендикулярном оси винта, шлиц показывать сплошной основной линией толщиной 2S под углом 45º к оси (рис. 7, б).
Винты с потайной (рис. 8) и полупотайной (конической) головками часто применяют вместо болтов, когда выступающие головки мешают работе механизма.
21

При расчете длины винта с потайной головкой учитывается высота головки винта (k). Расчетная длина винта с потайной головкой для базовой детали из стали определяется по формуле
L = Ф – k + 1,5 d, |
(4) |
где Ф – толщина фланца;
k – высота головки винта; d – диаметр винта.
После определения расчетной длины винта подбирается по ГОСТу ближайшее стандартное значение (табл. 9).
Рис. 8. Действительное (а) и упрощенное (б) соединения деталей винтом с цилиндрической потайной головкой
Пример расчета винтового соединения
Для присоединения детали (фланца) толщиной 25 мм (Ф) к базовой детали с помощью винта с цилиндрической головкой необходимо рассчитать длину винта и подобрать для него стандартную длину по ГОСТ 1491-80 (табл. 9). Задан параметр резъбы винта М10.
Подсчет длины винта по формуле (3) приведен ниже:
L = 25 + 15 = 40 мм.
Полученное значение длины винта соответствует стандартному в соответствии с ГОСТ 1491-80 (табл. 9).
Для данного винтового соединения запись винта представлена следующим образом:
Винт М10х40.58 ГОСТ 1491-80
22

Таблица 9
Винты с цилиндрической головкой по ГОСТ1491-80
Размеры, мм.
|
Диаметр головкиD |
Высота головкиk |
Ширина шлицаn |
Глубина Шлицаt |
Радиуспод головкойR |
от |
до |
Длина резь- |
||
|
L |
Lo |
||||||||
|
|
|
|
|
|
Длина |
бы Lo в за- |
|||
d |
|
|
|
|
|
винта L |
висимости |
|||
|
|
|
|
|
|
|
|
от L. |
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
7,0 |
2,8 |
1,0 |
1,4 |
0,35 |
4 |
70 |
18-70 |
|
14 |
5 |
8,5 |
3,5 |
1,2 |
1,7 |
0,5 |
5 |
70 |
20-70 |
|
16 |
6 |
10,0 |
4,0 |
1,6 |
2,0 |
0,6 |
6 |
70 |
22-70 |
|
18 |
8 |
13,0 |
5,0 |
2,0 |
2,5 |
1,1 |
12 |
70 |
28-70 |
|
22 |
10 |
16,0 |
6,0 |
2,5 |
3,0 |
1,1 |
18 |
70 |
32-70 |
|
26 |
12 |
18,0 |
7,0 |
3,0 |
3,5 |
1,6 |
22 |
85 |
35-85 |
|
30 |
(14) |
21,0 |
8,0 |
3,0 |
3,5 |
1,6 |
25 |
90 |
40-90 |
|
34 |
16 |
24,0 |
9,0 |
4,0 |
4,0 |
1,6 |
30 |
95 |
45-95 |
|
38 |
Длины винтов берутся из ряда
12,14,16,(18),20,(22),25,(28),30,(32),35,(38),40,
(42),45,(48),50,55,60,65,70
.
Пример условного обозначения винта с диаметром резьбы 12 мм, c крупным шагом, длиной 50мм, с классом прочности 5.8:
Винт М12×50.58 ГОСТ1491-80.
23

Штифтовые соединения
Штифтом называют обработанный стержень круглого сечения, имеющий цилиндрическую или коническую форму.
Штифтовые соединения широко распространены в промышленности и применяются для неподвижного соединения двух деталей и точной фиксации их друг относительно друга. В некоторых случаях штифты играют также предохранительную роль: срезаясь при перегрузке, они предотвращают разрушение соединяемых деталей. В отверстиях штифты удерживаются силой трения, создаваемой при монтаже соединения с натягом, или благодаря расклепыванию концов штифта.
Штифты на разрезах показывают нерассеченными, если секущая плоскость проходит вдоль их оси (рис. 9). В обозначении штифта указывают его диаметр, длину и номер стандарта.
Штифт 10 х 50 ГОСТ 3128-70
а |
б |
Рис. 9. Действительное (а) и упрощенное (б) изображение штифтового соединения
Условные изображения резьбовых соединений стандартными крепежными деталями
На сборочных чертежах могут использоваться условные изображения крепежных деталей в соединениях. Условные изображения соединений вычерчивают с учетом требований ГОСТ 2.315-68
Крепежные детали, у которых диаметры стержней равны или менее 2 мм, изображаются на чертеже условно. Размер изображения должен давать полное представление о характере соединения (табл. 10).
24

Таблица 10
Условные изображения соединений стандартными крепежными деталями
Соединение |
Изображение на виде Изображение в сечении |
||
деталей |
|||
|
|
||
Болтом |
|
|
|
Шпилькой
Винтом
Винтом с потайной головкой
Штифтом
25
2. СОЕДИНЕНИЯ СВАРНЫЕ
Сварное соединение – комплекс деталей, соединенных с помощью сварного шва.
Сварка – неразъемное соединение, получаемое посредством установления межатомных связей между соединяемыми деталями при их нагревании и (или) пластической деформации (ГОСТ 2.601-84).
Сварные соединения различают:
•по виду сварки (определяется № ГОСТ);
•по способу механизации (обозначение буквенное): сварка автоматическая – А; сварка полуавтоматическая – П; сварка ручная – Р;
•по типу соединений деталей под сварку (обозначение буквенное). Взаимное расположение свариваемых деталей:
стыковое – С; угловое – У; тавровое – Т; внахлестку – Н;
•по виду подготовки кромок свариваемых деталей (обозначение цифровое): со скосом одной кромки; со скосом двух кромок; без скоса кромок;
сотбортовкой;
•по характеру выполненного шва:
односторонний – шов расположен с одной стороны изделия; двусторонний – шов расположен с двух сторон изделия.
Основные типы швов сварных соединений (ГОСТ 5264-80) приведены в табл. 11.
Сварные прерывистые швы по расположению проваренных участков могут быть цепными, шахматными, точечными:
¾цепные – с последовательным расположением провариваемых участков;
¾шахматные – с шахматным расположением провариваемых участков;
¾точечные.
Изображение и обозначение сварных соединений
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312-72.
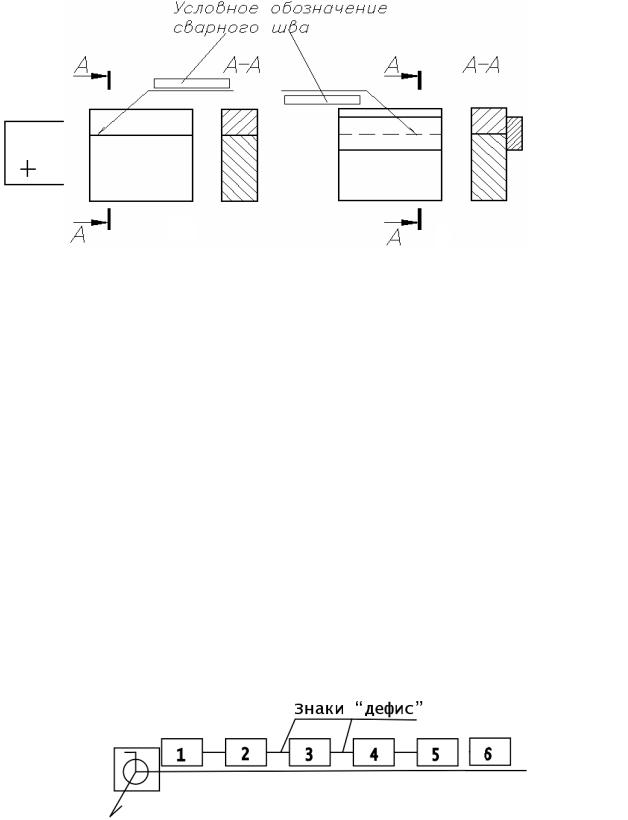
Шов сварной независимо от способа сварки условно изображается: видимый – сплошной основной линией толщиной S (рис. 10, а); невидимый – штриховой линией толщиной S/2 (рис. 10, б).
26
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают «+», который выполняют сплошными линиями (рис. 11). Невидимые одиночные точки не изображают.
От изображения шва или одиночной точки проводят линию-выноску с полочкой, заканчивающуюся односторонней стрелкой
а |
б |
|
Рис. 10. Изображение видимого (а) и невидимого сварного шва (б)
Рис. 11. Изображение точечных сварных швов, размеры сварной точки
Схема структуры условного обозначения стандартного сварного шва или одиночной сварной точки приведена на рис. 12.
Рис. 12. Схема структуры условного обозначения сварных швов
27

1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
2 – Буквенно - цифровое обозначение шва по стандарту на типы и конструктивные элементы швов сварных соединений. Примеры буквенноцифровых обозначений швов приведены в табл. 11.
3 – Условное обозначение способа шва по стандарту на типы и конструктивные элементы швов стандартных соединений.
4 – Размер катета согласно стандарту на типы и конструктивные элемен-
ты швов стандартных соединений изображается знаком . 5 – Характеристика шва по протяженности:
. 5 – Характеристика шва по протяженности:
для прерывистого шва – размер длины проваренного участка указывается до знака « / » или «Z» и размер шага (не проваренного участка).
6 – Вспомогательные знаки для характеристики сварных швов. Вспомогательные знаки, в случае необходимости их простановки, вы-
полняются сплошными тонкими линиями, высота их должна быть равна высоте цифр, входящих в обозначение шва.
Для швов таврового, углового и внахлестку соединений проставляют
знак  и размер катета. Знак
и размер катета. Знак  выполняют сплошными тонкими линиями, равным высоте цифр, входящих в обозначение шва.
выполняют сплошными тонкими линиями, равным высоте цифр, входящих в обозначение шва.
Размер катета должен быть не больше наименьшей толщины свариваемых деталей согласно стандарту на сварной шов.
Условное обозначение швов сварных соединений для видимого шва наносят на полке – выноске (рис. 10, а), а для невидимого шва обозначение помещают под полкой – выноской (рис. 10, б).
Вспомогательные знаки для характеристики сварных швов приведены в табл. 12.
Упрощения обозначений швов сварных соединений
При наличии одинаковых швов условное обозначение наносят у одного из изображений, а от изображений остальных швов проводят линии – выноски с небольшими полками. Всем одинаковым швам присваивается одинаковый номер, который проставляют на линии – выноске шва с условным обозначением. Все другие швы отмечаются лишь тем же порядковым номером
(рис. 13).
Рис. 13. Условные обозначения одинаковых швов сварных соединений
28

Таблица 11 Основные типы швов сварных соединений (ГОСТ 5264-80)
|
|
|
Форма поперечного |
- |
|
|
Вид соединений |
|
|
Толщина свари ваемых деталей, мм |
Условное обозначение шва сварного соединения |
||
Форма подго- |
|
сечения |
||||
Тип шва |
|
|
||||
товленных |
подготов- |
|
||||
кромок |
|
выполнен- |
||||
|
|
ленных |
||||
|
|
кромок |
ного шва |
|||
|
|
|
||||
|
|
|
|
|||
|
|
Односторонний |
|
|
1 – 4 |
С2 |
|
Без скоса |
|
|
|
|
|
|
кромок |
Двусто ронний |
|
|
2 – 5 |
С7 |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
3 – 60 |
С8 |
Стыковое |
одной |
|
|
|
|
|
кромки |
|
|
|
|
|
|
Двусторонний |
|
|
3 – 60 |
С12 |
||
|
|
|
||||
|
|
|
|
|
|
|
С двумя сим- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
метричными |
Двусторонний |
|
|
8 – 100 |
С15 |
|
скосами одной |
|
|
|
||
|
кромки |
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
3 – 60 |
С17 |
|
|
|
|
|
|
|
|
двух |
|
|
|
|
|
|
|
|
|
|
|
|
|
кромок |
Двусторонний |
|
|
12 - 60 |
С21 |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Без скоса |
Односторонний |
|
|
1 – 30 |
У4 |
|
кромок |
|
|
|
|
|
|
|
|
|
|
|
|
Угловое |
|
Двусторонний |
|
|
2 – 30 |
У5 |
|
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
3 – 60 |
У6 |
|
одной кромки |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двусторонний |
|
|
3 – 60 |
У7 |
|
|
|
|
|
||
|
|
|
|
|
|
|
29

Окончание таблицы 11
|
С двумя |
Односторонний |
|
|
|
|
|
симметрич- |
|
|
|
|
|
|
ными ско- |
|
|
|
8 – 100 |
У8 |
|
сами одной |
|
|
|
|
|
|
кромки |
|
|
|
|
|
Угловое |
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
3 – 60 |
У9 |
|
|
|
|
||||
|
двух |
|
|
|
||
|
|
|
|
|
|
|
|
кромок |
|
|
|
|
|
|
|
Двусторонний |
|
|
3 – 60 |
У10 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
Без скоса |
Односторонний |
|
|
2 – 40 |
Т1 |
|
кромок |
|
|
|
||
|
|
|
|
|
|
|
|
|
Двусторонний |
|
|
2 – 40 |
Т3 |
|
|
|
|
|
||
Тавровый |
|
|
|
|
|
|
Со скосом |
Односторонний |
|
|
3 – 60 |
Т6 |
|
|
|
|
||||
|
одной кром- |
|
|
|
||
|
ки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Двусторонний |
|
|
3 – 60 |
Т7 |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
С двумя сим- |
Двусторонний |
|
|
8 – 100 |
|
|
метричными |
|
|
Т8 |
||
|
скосами одной |
|
|
|
|
|
|
|
|
|
|
|
|
|
кромки |
|
|
|
12 – 100 |
Т9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Внахлестку |
Без скоса |
Односторонний |
|
|
2 – 60 |
Н2 |
кромок |
|
|
|
2 – 60 |
||
|
|
|
|
|
Н1 |
|
|
|
Двусторонний |
|
|
|
|
|
|
|
|
|
|
|
30