

Метчики MULTI
.pdfТехнология изготовления резьбы
Thread Cutting Technology
Резьбовойинструментуниверсальнойсерии
дляформированиярезьбы вразличныхобрабатываемыхматериалах
-Сталь
-Нержавеющаясталь
-Чугун
-Медныесплавы
-Алюминиевыесплавы
Метчики и раскатники серии MULTI
MULTI Taps and Cold-forming Taps
Технология изготовления резьбы
Thread Cutting Technology
Метчики и раскатники серии MULTI
MULTI Taps and Cold-forming Taps
Универсальные метчики - новая идея? Нет - давняя мечта!
Давно известный факт, что абсолютно универсального инструмента, который отлично подходил бы для обработки всех существующих материалов не существует:
в современном производствеиспользуетсяоченьширокийдиапазонматериалов,которые имеют совершенно разные характеристики обрабатываемости/резания, и поэтому для достижения оптимального результата используемый режущий инструмент, его геометрии, как правило, подбираются индивидуально, с учётом этих характеристик.
Характеристикиобрабатываемости/резанияопределяютсясамойструктуройиспользуемого материала, различными свойствами легирующих элементов, входящих в его состав, наличием, типом и методом применяемой смазки/охлаждения и т.д.
Разработав метчики и раскатники серии MULTI, компания EMUGE добилась значительного успеха в развитии универсальной серии резьбонарезного инструмента, которая, конечно же не покрывает весь спектр обрабатываемых материалов, но самым наилучшим образом подходит для обработки необычайно широкого спектра материалов, используемых в промышленности.
Большую популярность среди многих наших заказчиков, резьбовой инструмент серии MULTIзавоевал благодаря следующим очевидным преимуществам:
•Очень широкий спектр применения, по группам обрабатываемых материалов:
сталь, нержавеющая сталь (в т.ч. аустенитная и дуплексная), чугун, медные и алюминиевые сплавы, в т.ч. литьё
•Существует практически для всех типоразмеров метрической резьбы с основным и мелким шагом
•Является стандартной складской программой (постоянное наличие на складе)
•Имеет великолепное соотношение цена/качество (затраты/работоспособность и стойкость)
Пожалуйста, убедитесь в эффективности резьбонарезного инструмента этой серии!
The Universal Tap - a new idea? No, an old dream!
Itisaknownfactthatareallyuniversaltoolforallworkoperationsdoesnotexist:modernindustry uses a broad range of different work materials with very different cutting characteristics, and tool geometries have to be adjusted accordingly.
These cutting characteristics are determined by the grain structure of the individual material, by the different properties of alloy components, by different cooling and lubrication methods and so on.
With the MULTI-taps and MULTI-cold forming taps EMUGE succeeded in developing a tool programme which does not, of course, cover all work materials, but is at least suited for an unusually broad range of materials.
The following advantages speak for the usage of the MULTItools:
• broad spectrum of application:
steel materials, cast materials, copper-aluminium alloys and aluminium cast alloys
•thread systems M and MF
•clear standard programme
•very good cost/performance ratio
Please be convinced of the efficiency of these precision tools!
2

Метчики серии MULTI
MULTI Taps
Технология изготовления резьбы
Thread Cutting Technology
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2 |
|
|
|
|
DIN 371 |
|
|
|
|
|
ø d |
|
|
|
ø d |
|
|
|
|
|
|
|
|
||
|
I2 |
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2 |
|
|
|
|
DIN 376 |
|
|
|
|
|
ø d |
|
|
|
ø d |
|
|
|
|
|
|
|
|
||
M |
|
|
|
|
|
|
|
|
|
|
60° |
|
|
P |
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|||
|
ISO-Метрическая резьба, DIN 13 |
|
|
≈ 10 x |
|||||||||||
|
|
|
|
||||||||||||
|
основной шаг |
|
|
|
|
|
|
|
|
2 |
|||||
|
|
|
|
|
|
|
|
|
l |
||||||
|
ISO Metric coarse thread DIN 13 |
|
|
|
|
|
|
|
|||||||
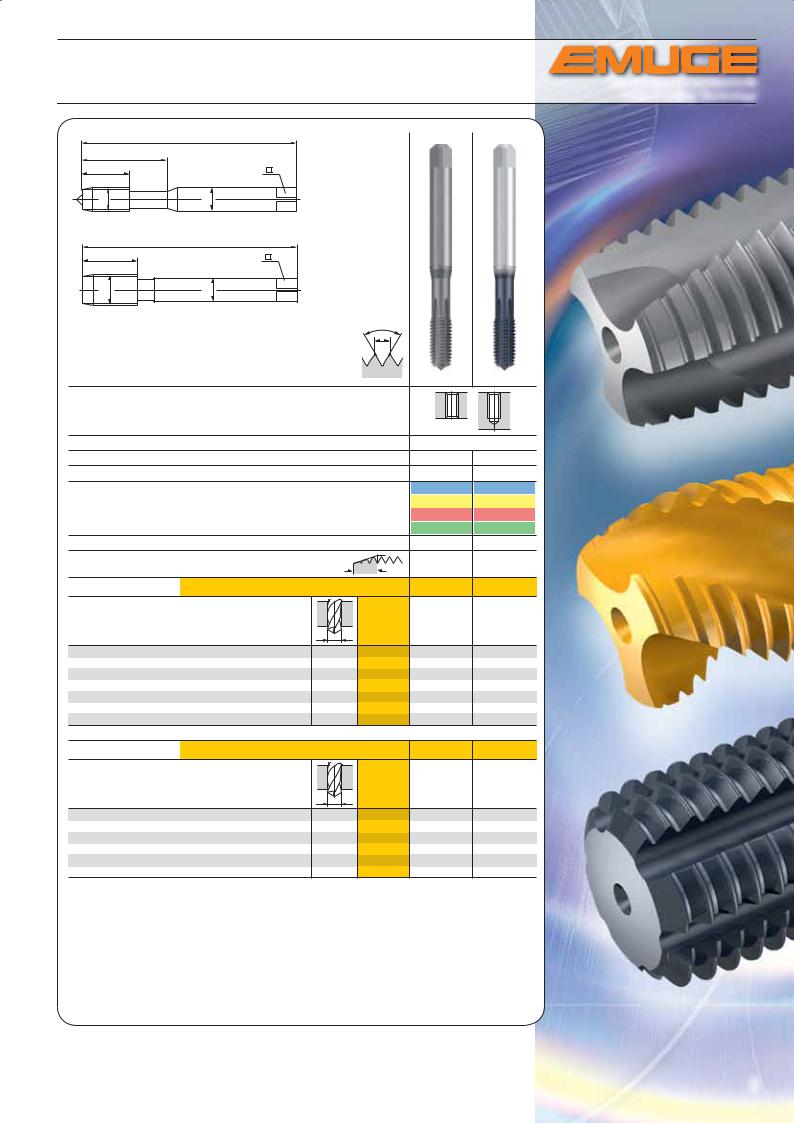
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
|
|
|
||
Рекомендуемая макс. глубина формируемой резьбы • |
Thread depth |
bmax |
3 x d1 |
2,5 x d1 |
|||||||||||
Технические характеристики (покрытие, угол спирали) |
• |
Technical characteristics |
NT2 |
|
NE2, R35 |
||||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
|
E / O / P |
E / O / P |
||||||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-14,.110- 4-.11 |
P 1.1 - 4.1 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
M21.1-43.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
K 13.1.4- 4.2 |
K 1.1 - 4.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N 1.4-56,.2-.2,4 2.4-5 |
N 1.4-6, 2.2, 2.4-5 |
|
Допуск • |
Tolerance |
|
|
|
|
|
|
|
|
|
ISO 2 / 6H |
ISO 2 / 6H |
|||
Форма по DIN / количество ниток • |
DIN form/threads |
|
|
lA = |
|
B / 4-5 |
C / 2-3 |
||||||||
DIN 371 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
B5207300 |
B5503200 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 1B |
Enorm 1 |
|
|
ø d1 |
P |
|
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
NE2 |
|
|
|
|
|
Ident. |
|
||||||||||
M |
2 |
0,4 |
45 |
7 |
/ |
4 |
12 |
2,8 |
2,1 |
1,6 |
.0020 |
• |
|
• |
|
|
2,5 |
0,45 |
50 |
9 |
/ |
5 |
14 |
2,8 |
2,1 |
2,05 |
.0025 |
• |
|
• |
|
|
3 |
0,5 |
56 |
11 |
/ |
6 |
18 |
3,5 |
2,7 |
2,5 |
.0030 |
• |
|
• |
|
|
3,5 |
0,6 |
56 |
12 |
/ |
7 |
20 |
4 |
3 |
|
2,9 |
.0035 |
• |
|
• |
|
4 |
0,7 |
63 |
13 |
/ |
7 |
21 |
4,5 |
3,4 |
3,3 |
.0040 |
• |
|
• |
|
|
5 |
0,8 |
70 |
15 |
/ |
8 |
25 |
6 |
4,9 |
4,2 |
.0050 |
• |
|
• |
|
|
6 |
1 |
80 |
17 |
/ 10 |
30 |
6 |
4,9 |
5 |
.0060 |
• |
|
• |
||
|
8 |
1,25 |
90 |
20 |
/ 14 |
35 |
8 |
6,2 |
6,8 |
.0080 |
• |
|
• |
||
|
10 |
1,5 |
100 |
22 |
/ 16 |
39 |
10 |
8 |
|
8,5 |
.0100 |
• |
|
• |
|
DIN 376 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С5207300 |
С5503200 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 2B |
Enorm 2 |
|
|
ø d1 |
P |
|
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
NE2 |
|
|
|
|
|
Ident. |
|
||||||||||
M |
12 |
1,75 |
110 |
24 |
/ 18 |
- |
9 |
7 |
|
10,2 |
.0112 |
• |
|
• |
|
|
14 |
2 |
110 |
26 |
/ 20 |
- |
11 |
9 |
|
12 |
.0114 |
• |
|
• |
|
|
16 |
2 |
110 |
27 |
/ 22 |
- |
12 |
9 |
|
14 |
.0116 |
• |
|
• |
|
|
18 |
2,5 |
125 |
30 |
/ 25 |
- |
14 |
11 |
|
15,5 |
.0118 |
• |
|
• |
|
|
20 |
2,5 |
140 |
32 |
/ 25 |
- |
16 |
12 |
|
17,5 |
.0120 |
• |
|
• |
|
|
22 |
2,5 |
140 |
32 |
/ 27 |
- |
18 |
14,5 |
19,5 |
.0122 |
• |
|
• |
||
|
24 |
3 |
160 |
34 |
/ 30 |
- |
18 |
14,5 |
21 |
.0124 |
• |
|
• |
||
|
27 |
3 |
160 |
36 |
/ 30 |
- |
20 |
16 |
|
24 |
.0127 |
• |
|
• |
|
|
30 |
3,5 |
180 |
40 |
/ 35 |
- |
22 |
18 |
|
26,5 |
.0130 |
• |
|
• |
|
|
Пример заказа метчика для нарезания резьбы М2 в сквозных отверстиях: • Ordering example: |
B5207300.0020 |
|||||||||||||
NT2 => Азотирование и оксидирование |
• nitrided and neutralised |
Е => Эмульсия • Emulsion |
|
Thread cutting oil |
|||||||||||
NE2 => Оксидирование • neutralised |
|
|
• |
|
|
О => Масло для нарезания резьбы • |
|||||||||
R35 |
=> Правост. спиральная канавка, прим. 350 |
|
|
Р => Паста для нарезания резьбы • |
Thread cutting paste |
||||||||||
|
approx. 35° right-hand spiral flutes |
|
|
|
|
•=> Постоянное наличие на складе |
|
|
|||||||
3

Технология изготовления резьбы
Thread Cutting Technology
Метчики серии MULTI
MULTI Taps
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2 |
|
|
|
DIN 371 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
|
|
I2 |
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
2 |
|
|
|
DIN 376 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
|
M |
|
|
|
|
|
|
|
|
|
60° |
|
|
P |
|
|
|
|
|
|
|
|
|
|
P |
|
|
|||
|
ISO-Метрическая резьба, DIN 13 |
|
|
≈ 10 x |
||||||||||
|
|
|
|
|||||||||||
|
основной шаг |
|
|
|
|
|
|
|
2 |
|||||
|
|
|
|
|
|
|
|
l |
||||||
|
ISO Metric coarse thread DIN 13 |
|
|
|
|
|
|
|||||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
|
|
||
Рекомендуемая макс. глубина формируемой резьбы • Thread depth |
bmax |
3 x d1 |
2,5 x d1 |
|||||||||||
Технические характеристики (покрытие, угол спирали) • |
Technical characteristics |
GLT-1 |
GLT-1, R35 |
|||||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
E / O / P |
E / O / P |
||||||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-14,.110- 4-.11 |
P 1.1 - 4.1 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
M21.1-43.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
K 13.1.4- 4.2 |
K 1.1 - 4.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N 1.4-56,.2-.2,4 2.4-5 |
N 1.4-6, 2.2, 2.4-5 |
|
Допуск • |
Tolerance |
|
|
|
|
|
|
|
|
ISO 2 / 6H |
ISO 2 / 6H |
|||
Форма по DIN / количество ниток • |
DIN form/threads |
|
lA = |
|
B / 4-5 |
C / 2-3 |
||||||||
DIN 371 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
B520C300 |
B550C300 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 1B |
Enorm 1 |
|
|
ø d1 |
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
мм |
I1 |
|
I2 |
I3 |
ø d2 |
□ |
|
Dimensions |
GLT-1 |
GLT-1 |
||
|
|
|
Ident. |
|||||||||||
M |
2 |
0,4 |
45 |
7 |
/ |
4 |
12 |
2,8 |
2,1 |
1,6 |
.0020 |
• |
|
• |
|
2,5 |
0,45 |
50 |
9 |
/ |
5 |
14 |
2,8 |
2,1 |
2,05 |
.0025 |
• |
|
• |
|
3 |
0,5 |
56 |
11 |
/ |
6 |
18 |
3,5 |
2,7 |
2,5 |
.0030 |
• |
|
• |
|
3,5 |
0,6 |
56 |
12 |
/ |
7 |
20 |
4 |
3 |
2,9 |
.0035 |
• |
|
• |
|
4 |
0,7 |
63 |
13 |
/ |
7 |
21 |
4,5 |
3,4 |
3,3 |
.0040 |
• |
|
• |
|
5 |
0,8 |
70 |
15 |
/ |
8 |
25 |
6 |
4,9 |
4,2 |
.0050 |
• |
|
• |
|
6 |
1 |
80 |
17 |
/ 10 |
30 |
6 |
4,9 |
5 |
.0060 |
• |
|
• |
|
|
8 |
1,25 |
90 |
20 |
/ 14 |
35 |
8 |
6,2 |
6,8 |
.0080 |
• |
|
• |
|
|
10 |
1,5 |
100 |
22 |
/ 16 |
39 |
10 |
8 |
8,5 |
.0100 |
• |
|
• |
|
DIN 376 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С520C300 |
С550C300 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 2B |
Enorm 2 |
|
|
ø d1 |
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
мм |
I1 |
|
I2 |
I3 |
ø d2 |
□ |
|
Dimensions |
GLT-1 |
GLT-1 |
||
|
|
|
Ident. |
|||||||||||
M |
12 |
1,75 |
110 |
24 |
/ 18 |
- |
9 |
7 |
10,2 |
.0112 |
• |
|
• |
|
|
14 |
2 |
110 |
26 |
/ 20 |
- |
11 |
9 |
12 |
.0114 |
• |
|
• |
|
|
16 |
2 |
110 |
27 |
/ 22 |
- |
12 |
9 |
14 |
.0116 |
• |
|
• |
|
|
18 |
2,5 |
125 |
30 |
/ 25 |
- |
14 |
11 |
15,5 |
.0118 |
• |
|
• |
|
|
20 |
2,5 |
140 |
32 |
/ 25 |
- |
16 |
12 |
17,5 |
.0120 |
• |
|
• |
|
|
22 |
2,5 |
140 |
32 |
/ 27 |
- |
18 |
14,5 |
19,5 |
.0122 |
• |
|
• |
|
|
24 |
3 |
160 |
34 |
/ 30 |
- |
18 |
14,5 |
21 |
.0124 |
• |
|
• |
|
|
27 |
3 |
160 |
36 |
/ 30 |
- |
20 |
16 |
24 |
.0127 |
• |
|
• |
|
|
30 |
3,5 |
180 |
40 |
/ 35 |
- |
22 |
18 |
26,5 |
.0130 |
• |
|
• |
|
|
Пример заказа метчика для нарезания резьбы М12 в глухих отверстиях: • Ordering example: С550С300.0112 |
|||||||||||||
GLT-1 => Износостойкое, антифрикционное покрытие |
|
Е => Эмульсия • Emulsion |
Thread cutting oil |
|||||||||||
R35 |
=> Правост. спиральная канавка, прим. 350 |
• |
|
О => Масло для нарезания резьбы • |
||||||||||
|
approx. 35° right-hand spiral flutes |
|
|
|
Р => Паста для нарезания резьбы • |
Thread cutting paste |
||||||||
|
|
|
|
|
|
|
|
|
|
•=> Постоянное наличие на складе |
|
|
||
4

Метчики серии MULTI
MULTI Taps
Технология изготовления резьбы
Thread Cutting Technology
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
DIN 1835 B |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
1 |
|
|
2 |
|
|
|
|
≈ DIN 371 |
|
|
|
|
ø d |
|
|
ø d |
|
|
|
|
|
|
|
|
|
I2 |
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
DIN 1835 B |
|
|
|
|
|
|
|
||
|
1 |
|
|
2 |
|
|
|
|
≈ DIN 376 |
|
|
|
|
ø d |
|
|
ø d |
|
|
|
|
|
|
|
|
M |
|
|
|
|
|
|
|
|
60° |
|
|
|
|
ISO-Метрическая резьба, DIN 13 |
P |
|
|
||||||||
|
|
|
|
|||||||||
|
основной шаг |
|
|
|
|
|
|
|
|
|||
|
ISO Metric coarse thread DIN 13 |
|
|
|
|
|
|
|||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
||
Рекомендуемая макс. глубина формируемой резьбы • |
Thread depth |
bmax |
3 x d1 |
2,5 x d1 |
||||||||
Технические характеристики (покрытие, угол спирали) |
• |
Technical characteristics |
TIN |
TIN, R35 |
||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
|
E / O / P |
E / O / P |
|||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-14,.110- 4-.11 |
P 1.1 - 4.1 |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
M21.1-43.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
K 13.1.4- 4.2 |
K 1.1 - 4.2 |
|
|
|
|
|
|
|
|
|
|
|
N 1.4-56,.2-.2,4 2.4-5 |
N 1.4-6, 2.2, 2.4-5 |
Допуск • |
Tolerance |
|
|
|
|
|
|
|
ISO 2 / 6H |
ISO 2 / 6H |
||
Форма по DIN / количество ниток • |
DIN form/threads |
|
|
lA = |
|
B / 4-5 |
C / 2-3 |
|||||
≈ DIN 371 |
|
Код инструмента (Артикул №) • Tool ident |
|
B525A200 |
B565A200 |
|||||||
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 1B |
Enorm 1 |
|
ø d1 |
P |
|
|
|
ø d2 |
|
|
|
инструмента |
||
|
|
|
|
|
|
|
• |
MULTI - 1835 |
MULTI - 1835 |
|||
|
мм |
мм |
I1 |
I2 |
I3 |
h6 |
□ |
|
Dimensions |
TIN |
TIN |
|
|
|
Ident. |
||||||||||
M |
3 |
0,5 |
70 |
6 |
18 |
6 |
4,9 |
2,5 |
.0030 |
• |
• |
|
|
4 |
0,7 |
70 |
7 |
21 |
6 |
4,9 |
3,3 |
.0040 |
• |
• |
|
|
5 |
0,8 |
70 |
8 |
25 |
6 |
4,9 |
4,2 |
.0050 |
• |
• |
|
|
6 |
1 |
80 |
10 |
30 |
6 |
4,9 |
5 |
.0060 |
• |
• |
|
|
8 |
1,25 |
90 |
14 |
35 |
8 |
6,2 |
6,8 |
.0080 |
• |
• |
|
|
10 |
1,5 |
100 |
16 |
39 |
10 |
8 |
8,5 |
.0100 |
• |
• |
|
≈ DIN 376 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С525A200 |
С565A200 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 2B |
Enorm 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
ø d1 |
P |
|
|
|
ø d2 |
|
|
|
|
|
|
инструмента |
||
|
|
|
|
|
|
|
|
|
• |
MULTI - 1835 |
MULTI - 1835 |
|||
мм |
мм |
I1 |
I2 |
I3 |
h6 |
□ |
|
|
|
|
|
Dimensions |
TIN |
TIN |
|
|
|
|
|
Ident. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
||||
M 12 |
1,75 |
110 |
18 |
- |
10 |
8 |
10,2 |
|
|
.0112 |
• |
• |
||
16 |
2 |
110 |
22 |
- |
12 |
9 |
14 |
|
|
.0116 |
• |
• |
||
|
||||||||||||||
Пример заказа метчика для нарезания резьбы М3 в сквозных отверстиях: • Ordering example: |
B525A200.0030 |
|||||||||||||
TIN => Износостойкое покрытие TiN
R35 => Правост. спиральная канавка, прим. 350 • approx. 35° right-hand spiral flutes
Е => Эмульсия • Emulsion
О => Масло для нарезания резьбы • Р => Паста для нарезания резьбы •
•=> Постоянное наличие на складе
Thread cutting oil Thread cutting paste
5

Технология изготовления резьбы
Thread Cutting Technology
Метчики серии MULTI
MULTI Taps
|
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
|
|
2 |
|
|
|
DIN 371 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
||
|
I2 |
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
|
|
2 |
|
|
|
DIN 374 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
60° |
|
|
P |
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|
|
|
|
|
ISO-Метрическая резьба, DIN 13 |
|
|
≈ 10 x |
||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
мелкий шаг |
|
|
|
|
|
|
|
|
2 |
||
|
|
|
|
|
|
|
|
|
|
|
|
l |
|||
MFISO Metric fine thread DIN 13 |
|
|
|
|
|
|
|||||||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
|
|
|||
Рекомендуемая макс. глубина формируемой резьбы • Thread depth |
bmax |
3 x d1 |
2,5 x d1 |
||||||||||||
Технические характеристики (покрытие, угол спирали) • |
Technical characteristics |
NT2 |
|
NE2, R35 |
|||||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
E / O / P |
E / O / P |
|||||||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-14,.110- 4-.11 |
P 1.1 - 4.1 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
M21.1-43.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
K 13.1.4- 4.2 |
K 1.1 - 4.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N 1.4-56,.2-.2,4 2.4-5 |
N 1.4-6, 2.2, 2.4-5 |
|
Допуск • |
Tolerance |
|
|
|
|
|
|
|
|
ISO 2 / 6H |
ISO 2 / 6H |
||||
Форма по DIN / количество ниток • |
DIN form/threads |
|
lA = |
|
B / 4-5 |
C / 2-3 |
|||||||||
DIN 371 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
B5207300 |
B5503200 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 1B |
Enorm 1 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
|
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
NE2 |
|
|
|
|
|
Ident. |
|
|||||||||
M |
4 |
x |
0,5 |
63 |
10 |
/ |
5 |
21 |
4,5 |
3,4 |
3,5 |
.0210 |
• |
|
• |
|
5 |
x |
0,5 |
70 |
11 |
/ |
5 |
25 |
6 |
4,9 |
4,5 |
.0218 |
• |
|
• |
|
6 |
x |
0,5 |
80 |
13 |
/ |
5 |
30 |
6 |
4,9 |
5,5 |
.0228 |
• |
|
• |
|
6 |
x |
0,75 |
80 |
13 |
/ |
8 |
30 |
6 |
4,9 |
5,2 |
.0229 |
• |
|
• |
|
8 |
x |
1 |
90 |
17 |
/ 10 |
35 |
8 |
6,2 |
7 |
.0251 |
• |
|
|
|
|
10 |
x |
1 |
90 |
18 |
/ 10 |
35 |
10 |
8 |
9 |
.0276 |
• |
|
|
|
DIN 374 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С5207300 |
С5503200 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 2B |
Enorm 2 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
|
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
NE2 |
|
|
|
|
|
Ident. |
|
|||||||||
M |
6 |
x |
0,75 |
80 |
13 |
/ |
8 |
- |
4,5 |
3,4 |
5,2 |
.0229 |
• |
|
• |
|
8 |
x |
0,75 |
80 |
14 |
/ |
8 |
- |
6 |
4,9 |
7,2 |
.0250 |
• |
|
• |
|
8 |
x |
1 |
90 |
17 |
/ 10 |
- |
6 |
4,9 |
7 |
.0251 |
• |
|
• |
|
|
10 |
x |
0,75 |
90 |
18 |
/ 10 |
- |
7 |
5,5 |
9,2 |
.0275 |
• |
|
• |
|
|
10 |
x |
1 |
90 |
18 |
/ 10 |
- |
7 |
5,5 |
9 |
.0276 |
• |
|
• |
|
|
12 |
x |
1 |
100 |
18 |
/ 11 |
- |
9 |
7 |
11 |
.0301 |
• |
|
• |
|
|
12 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
9 |
7 |
10,5 |
.0303 |
• |
|
• |
|
|
14 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
11 |
9 |
12,5 |
.0331 |
• |
|
• |
|
|
16 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
12 |
9 |
14,5 |
.0359 |
• |
|
• |
|
|
18 |
x |
1,5 |
110 |
25 |
/ 17 |
- |
14 |
11 |
16,5 |
.0390 |
• |
|
• |
|
|
20 |
x |
1,5 |
125 |
25 |
/ 17 |
- |
16 |
12 |
18,5 |
.0422 |
• |
|
• |
|
|
22 |
x |
1,5 |
125 |
25 |
/ 17 |
- |
18 |
14,5 |
20,5 |
.0438 |
• |
|
• |
|
|
24 |
x |
1,5 |
140 |
27 |
/ 20 |
- |
18 |
14,5 |
22,5 |
.0452 |
• |
|
• |
|
|
26 |
x |
1,5 |
140 |
28 |
/ 20 |
- |
18 |
14,5 |
24,5 |
.0464 |
• |
|
• |
|
|
28 |
x |
1,5 |
140 |
28 |
/ 20 |
- |
20 |
16 |
26,5 |
.0476 |
• |
|
• |
|
|
30 |
x |
1,5 |
150 |
28 |
/ 22 |
- |
22 |
18 |
28,5 |
.0490 |
• |
|
• |
|
|
Пример заказа метчика для нарезания резьбы М4x0,5 в глухих отверстиях: • Ordering example: |
B5503200.0210 |
|||||||||||||
NT2 => Азотирование и оксидирование |
• nitrided and neutralised |
Е => Эмульсия • Emulsion |
Thread cutting oil |
||||||||||||
NE2 => Оксидирование • neutralised |
|
|
• |
|
О => Масло для нарезания резьбы • |
||||||||||
R35 |
=> Правост. спиральная канавка, прим. 350 |
|
Р => Паста для нарезания резьбы • |
Thread cutting paste |
|||||||||||
|
approx. 35° right-hand spiral flutes |
|
|
|
•=> Постоянное наличие на складе |
|
|
||||||||
6

Метчики серии MULTI
MULTI Taps
Технология изготовления резьбы
Thread Cutting Technology
|
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
|
|
2 |
|
|
|
DIN 371 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
||
|
I2 |
|
|
I1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
|
|
2 |
|
|
|
DIN 374 |
|
|
|
|
|
ø d |
|
|
|
|
ø d |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
60° |
|
|
P |
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|
|
|
|
|
ISO-Метрическая резьба, DIN 13 |
|
|
≈ 10 x |
||||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
мелкий шаг |
|
|
|
|
|
|
|
|
2 |
||
|
|
|
|
|
|
|
|
|
|
|
|
l |
|||
MFISO Metric fine thread DIN 13 |
|
|
|
|
|
|
|||||||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
|
|
|||
Рекомендуемая макс. глубина формируемой резьбы • Thread depth |
bmax |
3 x d1 |
2,5 x d1 |
||||||||||||
Технические характеристики (покрытие, угол спирали) • |
Technical characteristics |
GLT-1 |
GLT-1, R35 |
||||||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
E / O / P |
E / O / P |
|||||||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-14,.110- 4-.11 |
P 1.1 - 4.1 |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
M21.1-43.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
K 13.1.4- 4.2 |
K 1.1 - 4.2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N 1.4-56,.2-.2,4 2.4-5 |
N 1.4-6, 2.2, 2.4-5 |
|
Допуск • |
Tolerance |
|
|
|
|
|
|
|
|
ISO 2 / 6H |
ISO 2 / 6H |
||||
Форма по DIN / количество ниток • |
DIN form/threads |
|
lA = |
|
B / 4-5 |
C / 2-3 |
|||||||||
DIN 371 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
B520C300 |
B550C300 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 1B |
Enorm 1 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
|
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
GLT-1 |
GLT-1 |
|
|
|
|
|
|
Ident. |
||||||||||
M |
4 |
x |
0,5 |
63 |
10 |
/ |
5 |
21 |
4,5 |
3,4 |
3,5 |
.0210 |
• |
|
• |
|
5 |
x |
0,5 |
70 |
11 |
/ |
5 |
25 |
6 |
4,9 |
4,5 |
.0218 |
• |
|
• |
|
6 |
x |
0,5 |
80 |
13 |
/ |
5 |
30 |
6 |
4,9 |
5,5 |
.0228 |
• |
|
• |
|
6 |
x |
0,75 |
80 |
13 |
/ |
8 |
30 |
6 |
4,9 |
5,2 |
.0229 |
• |
|
• |
|
8 |
x |
1 |
90 |
17 |
/ 10 |
35 |
8 |
6,2 |
7 |
.0251 |
• |
|
|
|
|
10 |
x |
1 |
90 |
18 |
/ 10 |
35 |
10 |
8 |
9 |
.0276 |
• |
|
|
|
DIN 376 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С520C300 |
С550C300 |
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
Rekord 2B |
Enorm 2 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
|
|
• |
MULTI |
MULTI |
|||
|
мм |
|
мм |
I1 |
|
I2 |
|
I3 |
ø d2 |
□ |
|
Dimensions |
GLT-1 |
GLT-1 |
|
|
|
|
|
|
Ident. |
||||||||||
M |
6 |
x |
0,75 |
80 |
13 |
/ |
8 |
- |
4,5 |
3,4 |
5,2 |
.0229 |
• |
|
• |
|
8 |
x |
0,75 |
80 |
14 |
/ |
8 |
- |
6 |
4,9 |
7,2 |
.0250 |
• |
|
• |
|
8 |
x |
1 |
90 |
17 |
/ 10 |
- |
6 |
4,9 |
7 |
.0251 |
• |
|
• |
|
|
10 |
x |
0,75 |
90 |
18 |
/ 10 |
- |
7 |
5,5 |
9,2 |
.0275 |
• |
|
• |
|
|
10 |
x |
1 |
90 |
18 |
/ 10 |
- |
7 |
5,5 |
9 |
.0276 |
• |
|
• |
|
|
12 |
x |
1 |
100 |
18 |
/ 11 |
- |
9 |
7 |
11 |
.0301 |
• |
|
• |
|
|
12 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
9 |
7 |
10,5 |
.0303 |
• |
|
• |
|
|
14 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
11 |
9 |
12,5 |
.0331 |
• |
|
• |
|
|
16 |
x |
1,5 |
100 |
22 |
/ 15 |
- |
12 |
9 |
14,5 |
.0359 |
• |
|
• |
|
|
18 |
x |
1,5 |
110 |
25 |
/ 17 |
- |
14 |
11 |
16,5 |
.0390 |
• |
|
• |
|
|
20 |
x |
1,5 |
125 |
25 |
/ 17 |
- |
16 |
12 |
18,5 |
.0422 |
• |
|
• |
|
|
22 |
x |
1,5 |
125 |
25 |
/ 17 |
- |
18 |
14,5 |
20,5 |
.0438 |
• |
|
• |
|
|
24 |
x |
1,5 |
140 |
27 |
/ 20 |
- |
18 |
14,5 |
22,5 |
.0452 |
• |
|
• |
|
|
26 |
x |
1,5 |
140 |
28 |
/ 20 |
- |
18 |
14,5 |
24,5 |
.0464 |
|
|
|
|
|
28 |
x |
1,5 |
140 |
28 |
/ 20 |
- |
20 |
16 |
26,5 |
.0476 |
|
|
|
|
|
30 |
x |
1,5 |
150 |
28 |
/ 22 |
- |
22 |
18 |
28,5 |
.0490 |
|
|
|
|
Пример заказа метчика для нарезания резьбы М16x1,5 в сквозных отверстиях: • Ordering example: C520C300.0359 |
|||||||||||||||
GLT-1 => Износостойкое, антифрикционное покрытие |
|
Е => Эмульсия • Emulsion |
|
Thread cutting oil |
|||||||||||
R35 |
=> Правост. спиральная канавка, прим. 350 |
• |
|
О => Масло для нарезания резьбы • |
|||||||||||
|
|
approx. 35° right-hand spiral flutes |
|
|
|
Р => Паста для нарезания резьбы • |
Thread cutting paste |
||||||||
|
|
|
|
|
|
|
|
|
|
|
•=> Постоянное наличие на складе |
|
|
||
7

Технология изготовления резьбы
Thread Cutting Technology
Раскатники серии MULTI
MULTI Cold-forming Taps
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
2 |
|
|
|
|
|
|
|
|
ø d |
|
|
ø d |
|
|
|
|
|
|
|
|
|
|
|
I1 |
|
|
DIN 2174 |
|
|
|
|
|
I2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
2 |
|
|
|
|
|
|
|
|
ø d |
|
|
ø d |
|
|
|
|
|
|
|
M |
|
|
|
|
|
|
|
60° |
|
|
|
|
ISO-Метрическая резьба, DIN 13 |
|
P |
|
|
||||||
|
|
|
|
|
|||||||
|
основной шаг |
|
|
|
|
|
|
|
|||
|
ISO Metric coarse thread DIN 13 |
|
|
|
|
|
|||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
||
Рекомендуемая макс. глубина формируемой резьбы • Thread depth |
bmax |
3 x d1 |
|||||||||
Технические характеристики (покрытие, угол спирали) • Technical characteristics |
NT2 |
GLT-1 |
|||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
E / O / P |
E / O / P |
|||||
Область применения (группы обрабатываемых материалов) • |
Range of application |
1.P1-24,.110- 3-.11 |
P 1.1 - 4.1 |
||||||||
|
|
|
|
|
|
|
|
|
|
M21.1-42.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
K32.4.1 |
K 2.1 |
|
|
|
|
|
|
|
|
|
|
N5.12.4-4-5 |
N 1.4-5, 2.1-2 |
Допуск • |
Tolerance |
|
|
|
|
|
|
6HX |
6HX |
||
Форма по DIN / количество ниток • |
DIN form/threads |
|
lA = |
|
C / 2-3 |
C / 2-3 |
|||||
DIN 2174 |
|
Код инструмента (Артикул №) • Tool ident |
|
B5564900 |
B556C000 |
||||||
|
|
|
|
|
|
|
|
|
Размер |
InnoForm 1 |
InnoForm 1 |
|
ø d1 |
P |
|
|
|
|
|
|
инструмента |
||
|
|
|
|
|
|
|
• |
MULTI-SN |
MULTI-SN |
||
|
мм |
мм |
I1 |
I2 |
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
GLT-1 |
|
|
Ident. |
|||||||||
M |
2 |
0,4 |
45 |
7 |
12 |
2,8 |
2,1 |
1,85 |
.0020 |
• |
• |
|
2,5 |
0,45 |
50 |
9 |
14 |
2,8 |
2,1 |
2,33 |
.0025 |
• |
• |
|
3 |
0,5 |
56 |
11 |
18 |
3,5 |
2,7 |
2,8 |
.0030 |
• |
• |
|
4 |
0,7 |
63 |
13 |
21 |
4,5 |
3,4 |
3,7 |
.0040 |
• |
• |
|
5 |
0,8 |
70 |
15 |
25 |
6 |
4,9 |
4,65 |
.0050 |
• |
• |
|
6 |
1 |
80 |
17 |
30 |
6 |
4,9 |
5,6 |
.0060 |
• |
• |
|
8 |
1,25 |
90 |
20 |
35 |
8 |
6,2 |
7,45 |
.0080 |
• |
• |
|
10 |
1,5 |
100 |
22 |
39 |
10 |
8 |
9,35 |
.0100 |
• |
• |
DIN 2174 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
С5564900 |
С556C000 |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
Размер |
InnoForm 2 |
InnoForm 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|||
ø d1 |
P |
|
|
|
|
|
|
|
|
|
|
инструмента |
||
|
|
|
|
|
|
|
|
|
|
• |
MULTI-SN |
MULTI-SN |
||
мм |
мм |
I1 |
I2 |
I3 |
ø d2 |
□ |
|
|
|
|
|
Dimensions |
NT2 |
GLT-1 |
|
|
|
|
|
Ident. |
|||||||||
|
|
|
|
|
|
|
|
|
|
|||||
M 12 |
1,75 |
110 |
24 |
- |
9 |
7 |
11,25 |
|
.0112 |
• |
• |
|||
14 |
2 |
110 |
26 |
- |
11 |
9 |
13,1 |
|
|
.0114 |
• |
• |
||
16 |
2 |
110 |
27 |
- |
12 |
9 |
15,1 |
|
|
.0116 |
• |
• |
||
Пример заказа раскатника для формирования резьбы М3 методом пластической деформации в сквозных или глухих отверстиях • Ordering example: B556С000.0030
NT2 => Азотирование и оксидирование • nitrided and neutralised |
Е => Эмульсия • Emulsion |
GLT-1 => Износостойкое, антифрикционное покрытие |
О => Масло для нарезания резьбы • |
|
Р => Паста для нарезания резьбы • |
|
•=> Постоянное наличие на складе |
Thread cutting oil Thread cutting paste
8
Раскатники серии MULTI
MULTI Cold-forming Taps
Технология изготовления резьбы
Thread Cutting Technology
|
|
|
|
|
I1 |
|
|
|
|
|
|
|
|
|
I2 |
I3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
2 |
|
|
|
|
|
|
|
|
|
ø d |
|
|
|
ø d |
|
|
|
|
|
|
|
|
|
|
|
|
|
I1 |
|
|
|
DIN 2174 |
|
|
|
|
|
I2 |
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
||
|
1 |
|
|
|
2 |
|
|
|
|
|
|
|
|
|
ø d |
|
|
|
ø d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
60° |
|
|
|
|
|
|
|
ISO-Метрическая резьба, DIN 13 |
P |
|
|
|
|||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
мелкий шаг |
|
|
|
|
|
|
|
|
|
MFISO Metric fine thread DIN 13 |
|
|
|
|
|
|
|||||||
Тип отверстия • |
Hole type |
|
|
|
|
|
|
|
|
|
|||
Рекомендуемая макс. глубина формируемой резьбы • Thread depth |
bmax |
|
3 x d1 |
||||||||||
Технические характеристики (покрытие, угол спирали) • |
Technical characteristics |
NT2 |
|
GLT-1 |
|||||||||
Охлаждение-смазка • Coolant-lubricant |
|
|
|
|
E / O / P |
E / O / P |
|||||||
Область применения (группы обрабатываемых материалов) • Range of application |
1.P1-24,.110- 3-.11 |
P 1.1 - 4.1 |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
M21.1-42.1 |
M 1.1 - 3.1 |
|
|
|
|
|
|
|
|
|
|
|
|
K32.4.1 |
|
K 2.1 |
|
|
|
|
|
|
|
|
|
|
|
N5.12.4-4-5 |
N 1.4-5, 2.1-2 |
|
Допуск • |
Tolerance |
|
|
|
|
|
|
6HX |
|
6HX |
|||
Форма по DIN / количество ниток • |
DIN form/threads |
|
lA = |
|
C / 2-3 |
C / 2-3 |
|||||||
DIN 2174 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
B5564900 |
B556C000 |
|||||||
|
|
|
|
|
|
|
|
|
|
Размер |
InnoForm 1 |
InnoForm 1 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
• |
MULTI-SN |
MULTI-SN |
|||
|
мм |
|
мм |
I1 |
I2 |
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
GLT-1 |
|
|
|
Ident. |
|
|||||||||
M |
4 |
x |
0,5 |
63 |
10 |
21 |
4,5 |
3,4 |
3,8 |
.0210 |
• |
|
• |
|
5 |
x |
0,5 |
70 |
11 |
25 |
6 |
4,9 |
4,8 |
.0218 |
• |
|
• |
|
6 |
x |
0,5 |
80 |
13 |
30 |
6 |
4,9 |
5,8 |
.0228 |
• |
|
• |
|
6 |
x |
0,75 |
80 |
13 |
30 |
6 |
4,9 |
5,7 |
.0229 |
• |
|
• |
|
8 |
x |
1 |
90 |
17 |
35 |
8 |
6,2 |
7,6 |
.0251 |
• |
|
• |
|
10 |
x |
1 |
90 |
18 |
35 |
10 |
8 |
9,6 |
.0276 |
• |
|
• |
DIN 2174 |
|
|
Код инструмента (Артикул №) • Tool ident |
|
C5564900 |
C556C000 |
|||||||
|
|
|
|
|
|
|
|
|
|
Размер |
InnoForm 2 |
InnoForm 2 |
|
|
ø d1 |
|
P |
|
|
|
|
|
|
инструмента |
|||
|
|
|
|
|
|
|
|
• |
MULTI-SN |
MULTI-SN |
|||
|
мм |
|
мм |
I1 |
I2 |
I3 |
ø d2 |
□ |
|
Dimensions |
NT2 |
|
GLT-1 |
|
|
|
Ident. |
|
|||||||||
M |
12 |
x |
1 |
100 |
18 |
- |
9 |
7 |
11,6 |
.0301 |
• |
|
• |
|
12 |
x |
1,5 |
100 |
22 |
- |
9 |
7 |
11,35 |
.0303 |
• |
|
• |
|
14 |
x |
1,5 |
100 |
22 |
- |
11 |
9 |
13,35 |
.0331 |
• |
|
• |
|
16 |
x |
1,5 |
100 |
22 |
- |
12 |
9 |
15,35 |
.0359 |
• |
|
• |
|
20 |
x |
1,5 |
125 |
25 |
- |
16 |
12 |
19,35 |
.0422 |
• |
|
• |
Пример заказа раскатника для формирования резьбы М12x1 методом пластической деформации в сквозных или |
|||||||||||||
глухих отверстиях • Ordering example: C5564900.0301 |
|
|
|
|
|
||||||||
NT2 |
=> Азотирование и оксидирование • nitrided and neutralised |
Е => Эмульсия • Emulsion |
|
Thread cutting oil |
|||||||||
GLT-1 => Износостойкое, антифрикционное покрытие |
|
О => Масло для нарезания резьбы • |
|||||||||||
|
|
|
|
|
|
|
|
|
Р => Паста для нарезания резьбы • |
Thread cutting paste |
|||
|
|
|
|
|
|
|
|
|
•=> Постоянное наличие на складе |
|
|
||
9
Область применения - группы материалов
Технология изготовления резьбы
Thread Cutting Technology
Range of application – Material groups
ПРИМЕЧАНИЕ:
Вприведённой ниже таблице, в колонках с метчиками или раскатниками, напротив материалов, для обработки которых они рекомендуются, указаны рекомендуемые дляиспользованияначальныезначенияскоростирезания(Vc,вм/мин).Принеобходимости,этизначениядолжныбытьскорректированывзависимостиотконкретных условий обработки (тип и состояние используемого оборудования, оснастки, материала, вылет наладки, тип охлаждения, смазки и т.д.).
Вколонках с наиболее рекомендуемыми метчиками или раскатниками (наилучший выбор), скорость резания указывается дополнительно выделенным шрифтом, в колонке с подходящим - обычным шрифтом.
Note:
The cutting speeds (Vc in m/min) listed in the respective columns are standard values which have to be adjusted to individual work conditions (material, lubrication, machine etc.).
The suitability is marked as follows:
-Tap or Cold-forming Tap is very suitable
-Tap or Cold-forming Tap is suitable
|
|
Область применения – Группы обрабатываемых материалов |
|
|
|
Примеры материалов |
Код материала (пример) |
|
||||
|
|
Range of application – material |
|
|
|
Material examples |
(W-nr.) Material numbers |
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Стали |
Steel materials |
|
|
|
|
|
|
|
|
|
|
1.1 |
Холоднокатаные стали, |
Cold-extrusion steels, |
≤ |
600 N/mm2 |
Сталь 15 |
1.1132 |
(EN119-3 Евронормы) |
|
|||
|
Конструкционные стали, |
Construction steels, |
Ст.3, ВСт3сп, Вст3сп5, С235, Ст3сп |
1.0037 |
(S235JR,St37-2) |
|
||||||
|
|
Автоматные стали и т.п. |
Free-cutting steels, etc. |
|
|
|
А12, A20, А40Г |
1.0722 |
(10SPb20) |
|
||
|
2.1 |
Конструкционные, нелегир. и низколегированные стали, |
Construction steels, |
≤ |
800 N/mm2 |
Ст6сп, Ст. 45, 14ХГС, 09Г2С |
1.0070 |
(E360, St70-2) |
|
|||
|
Цементированные стали, |
Cementation steels, |
18ХГ, 18ХГ-Ш, 15X |
1.7131 |
(16MnCr5) |
|
||||||
|
|
Стальное литьё и т.п. |
Steel castings, etc. |
|
|
|
20ХМЛ, 30ХМЛ, 30 ХМА, 30ХМ-ПВ |
1.7218 |
(GS-25CrMo4) |
|
||
P |
3.1 |
Цементированные стали, |
Cementation steels, |
≤ |
1 000 N/mm2 |
20ХМ, 30ХМА, 30ХМ-Ш |
1.7320 |
(20MoCr3) |
|
|||
Термообработанные стали, |
Heat-treatable steels, |
38ХМ, 38ХМ-Ш, 42ХМ |
1.7225 |
(42CrMo4) |
|
|||||||
|
|
Нетеплостойкие стали, подшипниковые стали и т.п. |
Cold work steels, etc. |
|
|
|
9Х, ШХ4, ШХ9, ШХ12, ШХ15, ШХ15В |
1.2067 |
(102Cr6) |
|
||
|
4.1 |
Термообработанные стали, констр. рессорно-пружинные |
Heat-treatable steels, |
≤ |
1 200 N/mm2 |
50Х, 50ХГФА, 50ХФА |
1.7228 |
(50CrMo4) |
|
|||
|
Нетеплостойкие стали, |
Cold work steels, |
45Х2H4МФА, 78ХН3ФТР, БИС-12 |
1.2767 |
(X45NiCrMo4) |
|
||||||
|
|
Азотированные стали и т.п. |
Nitriding steels, etc. |
|
|
|
30Х3МФ |
1.8515 |
(31CrMo12) |
|
||
|
5.1 |
Высоколегированные стали, |
High-alloyed steels, |
≤ |
1 400 |
N/mm2 |
4Х5МФС, 38ХН3МФА |
1.2367 |
(X38CrMoV5-3) |
|
||
|
Нетеплостойкие стали, |
Cold work steels, |
95Х8М2Г, 95Х5ГМФ |
1.2990 |
(X100CrMoV8-1-1) |
|
||||||
|
|
Теплостойкие стали, инструментальные стали и т.п. |
Hot work steels, etc. |
|
|
|
4Х5МФ1С, 50Х2НМФЮ, 7Х3, ЭИ958 |
1.2344 |
(X40CrMoV5-1) |
|
||
|
|
Нержавеющие стали |
Stainless steel materials |
|
|
|
|
|
|
|
|
|
M |
1.1 |
Ферритные, мартенситные нержавеющие стали |
Ferritic, martensitic |
≤ |
950 |
N/mm2 |
08-12Х13, 20-40X13, 20Х11МНФ, 07Х16Н4Б |
1.4512 |
/ 1.4028 (X2CrTi12) |
|
||
2.1 |
Аустенитные нержавеющие стали |
Austenitic |
≤ |
950 |
N/mm2 |
08-12X18H10T, 08Х17Н13М2Т, 20Х23Н18 |
1.4541 |
/ 1.4571 (X6CrNiMoTi17-12-2) |
|
|||
|
3.1 |
Аустенито-ферритные (Дуплексные) |
Austenitic-ferritic (Duplex) |
≤ |
1 100 N/mm2 |
03Х22Н5АМ2, 08Х25Н4М2, ЭП53 |
1.4462 |
(X2CrNiMoN22-5-3) |
|
|||
|
4.1 |
Аустенито-ферритные жаропрочные (Супер дуплексные) |
Austenitic-ferritic heat-resistant (Super Duplex) |
≤ |
1 250 |
N/mm2 |
Ферринокс 255®, Уранус 2507® |
1.4410 |
(X2CrNiMoN25-7-4) |
|
||
|
|
Чугуны |
Cast materials |
|
|
|
|
|
|
|
|
|
|
1.1 |
Серый чугун (GJL) |
Cast iron with lamellar graphite (GJL) |
100 - 250 N/mm2 |
СЧ 10, СЧ15, СЧ25 |
EN-JL-1030 |
(EN-GJL-200 (GG20)) |
|
||||
|
1.2 |
|
||||||||||
|
|
|
250 - 450 N/mm2 |
СЧ30, СЧ35 |
EN-JL-1050 |
(EN-GJL-300 (GG30)) |
|
|||||
K |
2.1 |
Высокопрочный чугун с шаровидным графитом (GJS) |
Cast iron with nodular graphite (GJS) |
350 - 500 N/mm2 |
ВЧ 40 |
EN-JS-1030 |
(GJS-400-15(GGG40)) |
|
||||
2.2 |
|
|||||||||||
|
|
500 - 900 N/mm2 |
ВЧ 70 |
EN-JS-1070 |
(GJS-700-2 (GGG70)) |
|
||||||
|
3.1 |
Серый вермикулярный чугун (GJV) |
Cast iron with vermicular graphite (GJV) |
300 - 400 N/mm2 |
ЧВГ30, ЧВГ35 |
|
|
(GJV 300) |
|
|||
|
3.2 |
|
|
400 - 500 N/mm2 |
ЧВГ40, ЧВГ45 |
|
|
(GJV 450) |
|
|||
|
4.1 |
Ковкий чугун (ферритный, перлитный) (GTMW, GTMB) |
Malleable cast iron (GTMW, GTMB) |
250 - 500 N/mm2 |
КЧ35-10 |
EN-JM-1010 |
(GJMW-350-4(GTW-35) |
|
||||
|
4.2 |
|
||||||||||
|
|
|
500 - 800 N/mm2 |
КЧ45-7, КЧ55-4 |
EN-JM-1140 |
(GJMB-450-6 (GTS-45)) |
|
|||||
|
|
Лёгкие сплавы |
Non ferrous materials |
|
|
|
|
|
|
|
|
|
|
|
Алюминиевые сплавы |
Aluminium alloys |
|
|
|
|
|
|
|
|
|
|
1.1 |
Технически чистый алюминий и деформируемые |
Aluminium wrought alloys |
≤ |
200 N/mm2 |
AД1, АД0, Д1, А8, АМгМ1, Амц, Д16 |
EN AW-3103 |
(EN AW-AlMn1) |
|
|||
|
1.2 |
≤ |
350 |
N/mm2 |
АК7, АК8, АК12, AMГ5, ВД17, АД35 |
EN AW-6060 |
(EN AW-AlMgSi) |
|
||||
|
1.3 |
сплавы алюминия |
|
≤ |
550 |
N/mm2 |
В95 /AW-7075(AlZn6Mg2Cu -3.4365) |
EN AW-7022 |
(AlZn5Mg3Cu, 3.4345) |
|
||
|
1.4 |
Литейные сплавы алюминия |
Aluminium cast alloys |
|
Si ≤ 5 % |
АМг5л, АМг6л, АЛ13, АЛ28 |
EN AC-51300 |
(EN AC-AlMg5) |
|
|||
|
1.5 |
7 % ≤ Si ≤ 12 % |
АК8М3, АЛ8, АЛ9, АК12ч |
EN AC-46500 |
(EN AC-AlSi9Cu3) |
|
||||||
|
1.6 |
|
|
12 % ≤ Si ≤ 17 % |
АК17М4 |
|
|
(GD-AlSi17Cu4FeMg) |
|
|||
|
|
Медные сплавы |
Copper alloys |
|
|
|
|
|
|
|
|
|
|
2.1 |
Технически чистая медь, низколегированные сплавы меди |
Pure copper, low-alloyed copper |
≤ |
400 |
N/mm2 |
М00, М0, М1, М2, М3М1, М1Е, М2 |
EN CW004A |
(E-Cu 57) |
|
||
|
2.2 |
Медно-цинковые сплавы (латунь, длинностружечные спл.) |
Copper-zinc alloys (brass, long-chipping) |
≤ |
550 |
N/mm2 |
Л06, Л90, ЛЦ40С, ЛЦ30А3, Л63 |
EN CW 508L |
(CuZn37 (Ms63)) |
|
||
|
2.3 |
Медно-цинковые сплавы (латунь, короткостружечные спл.) |
Copper-zinc alloys (brass, short-chipping) |
≤ |
550 |
N/mm2 |
ЛС, ЛС59-1, ЛС60-2, ЛС63-3, ЛА 67 |
EN CW 603N |
(CuZn36Pb3 (Ms58)) |
|
||
|
2.4 |
Медно-алюминиевые сплавы (бронза Alu-Bronze, дл.стр.) |
Copper-aluminium alloys (alu bronze, long-chipping) |
≤ |
800 N/mm2 |
БрАЖ9-4, БАЖН, БрАЖН10-4-4 |
EN CW 307G |
(CuAl10Ni5Fe4) |
|
|||
N |
2.5 |
Медно-оловянные сплавы (бронза, длинностружечные) |
Copper-tin alloys (tin bronze, long-chipping) |
≤ |
700 |
N/mm2 |
БрОФ8,5-0,3 |
EN CW 459K |
(CuSn8P) |
|
||
2.6 |
Медно-оловянные сплавы (бронза, короткостружечные) |
Copper-tin alloys (tin bronze, short-chipping) |
≤ |
400 |
N/mm2 |
БрОЦС7-2-2 |
2.1090 |
(CuSn7 ZnPb (Rg7)) |
|
|||
|
2.7 |
Специальные сплавы меди |
Special copper alloys |
≤ |
600 N/mm2 |
АМКО 8 |
|
(Ampco 8) |
|
|||
|
2.8 |
|
|
|||||||||
|
|
|
≤ |
1 400 |
N/mm2 |
АМКО 45 |
|
(Ampco 45) |
|
|||
|
|
Магниевые сплавы |
Magnesium alloys |
|
|
|
|
|
|
|
|
|
|
3.1 |
Технически чистый магний. Деформируемые спл. магния |
Magnesium wrought alloys |
≤ |
500 |
N/mm2 |
МА1-МА5 |
3.5612 |
(MgAl6Zn) |
|
||
|
3.2 |
Литейные сплавы магния |
Magnesium cast alloys |
≤ |
500 |
N/mm2 |
МЛ3, МЛ5, МЛ6, ВМЛ-1 |
EN-MC21120 |
(EN-MCMgAl9Zn1) |
|
||
|
|
Синтетические материалы |
Synthetics |
|
|
|
|
|
|
|
|
|
|
4.1 |
Углепластики, композиционные (короткостружечные) |
Duroplastics (short-chipping) |
|
|
|
Бакелит(В,С), Пертинакс, Пермаплекс |
|
(Bakelit®, Pertinax®) |
|
||
|
4.2 |
Термопластики - Углепластики (длинностружечные) |
Thermoplastics (long-chipping) |
|
|
|
Полист.(PS), Полипроп.(PP), ПММК |
|
(PMMA, POM, PVC) |
|
||
|
4.3 |
Композиционные, с усиленными волокнами (≤ 30%) |
Fibre-reinforced synthetics (fibre content ≤ 30%) |
|
|
|
с кевлар., углеродн., стекловолокном |
|
(GFK, CFK, AFK) |
|
||
|
4.4 |
Композиционные, с усиленными волокнами (> 30%) |
Fibre-reinforced synthetics (fibre content > 30%) |
|
|
|
с кевлар., углеродн., стекловолокном |
|
(GFK, CFK, AFK) |
|
||
|
|
Специальные материалы |
Special materials |
|
|
|
|
|
|
|
|
|
|
5.1 |
Графит |
Graphite |
|
|
|
И-1,И-3, АГ-1500 Б83, АГ-1500 СО-5 |
|
(C 8000) |
|
|
|
|
5.2 |
Вольфрамо-медные сплавы |
Tungsten-copper alloys |
|
|
|
ВД-75, ВД-20, ВМ-25, ВМ-20 |
|
(W-Cu 80/20) |
|
||
|
5.3 |
Композитные материалы |
Composite materials |
|
|
|
Алюкобонд® |
|
(Hylite, Alucobond®) |
|
||
|
|
Специальные материалы |
Special materials |
|
|
|
|
|
|
|
|
|
|
|
Титан, титановые сплавы |
Titanium alloys |
|
|
|
|
|
|
|
|
|
|
1.1 |
Технически чистый титан и его сплавы (α, пс.-α и α+β) |
Pure titanium and Titan Grades (α, near-α and α+β) |
≤ |
750 |
N/mm2 |
ВТ1-00, ВТ1-0, ВТ1-2, ПТ-3В, ОТ4-1, ПТ-7М |
3.7025 |
(Titan Gr.1-4, Ti3Al2,5V (Gr.9)) |
|
||
|
1.2 |
Титановые сплавы (α, α+β, после отжига, зак. и старения) |
Titanium alloys |
≤ |
1 200 N/mm2 |
ВТ5-1, ВТ5, ВТ6, ВТ6с, АТ6, ВТ3-1, ВТ20 |
3.7165 |
(Ti5Al2,5Sn (Gr.6), TiAl6V4) |
|
|||
|
1.3 |
|
||||||||||
|
|
(α, α+β, near-β in annealed or aged condition) |
≤ |
1 400 |
N/mm2 |
ВТ9, ВТ14, ВТ16, ВТ22, ВТ23 |
3.7185 |
(TiAl4Mo4Sn2, Ti10V2Fe3Al) |
|
|||
S |
|
Сплавы никеля, кобальта, железа |
Nickel alloys, cobalt alloys and iron alloys |
|
|
|
|
|
|
|
|
|
2.1 |
Технически чистый никель |
Pure nickel |
≤ |
600 N/mm2 |
НП, НП2, НП1А, НП1А-ИД |
2.4060 |
(Ni 99,6) |
|
|
|||
|
2.2 |
Жаропрочные сплавы на основе никеля |
Nickel-base alloys |
≤ |
1 000 N/mm2 |
Монель МНЖМц28-2,5-1,5; ХН70МФ (ЭП496) |
2.4360 |
(Monel® 400, NiCu30Fe) |
|
|||
|
2.3 |
≤ |
1 600 N/mm2 |
ХН60Ю, ХН58В, ХН75МБТЮ, ХН70МВТЮБ |
2.4668 |
(Inconel® Alloy718,625,Х750) |
|
|||||
|
|
|
|
|||||||||
|
2.4 |
Жаропрочные сплавы на основе кобальта |
Cobalt-base alloys |
≤ |
2 000 N/mm2 |
40КХНМ, Хайнс 25, Викаллой, Юдимет 605 |
2.4964 |
(Haynes® 25, Udimet® 605) |
|
|||
|
2.5 |
≤ |
1 600 N/mm2 |
В3К-Р,В3-14КБ,ЦН2, 48КХВН, Витал-лиум |
1.4301 |
(Stellite 6 |
® ) |
|
||||
|
|
|
|
|||||||||
|
2.6 |
Жаропрочные сплавы на основе железа |
Iron-base alloys |
≤ |
1 500 |
N/mm2 |
ХН32Т(ЭИ670),ХН32ВТЮ,ХН38ВТ(ЭИ703) |
1.4958 |
(Incoloy® |
800) |
|
|
|
|
Закалённые материалы |
Hard materials |
|
|
|
|
|
|
|
|
|
|
1.1 |
|
|
|
44 - 50 HRC |
10ГН2МФА, 10ГН2МФА-ВД, 18ХГСН |
|
(Weldox® 1100) |
|
|||
H |
1.2 |
Высокопрочные стали, закалённые стали, |
High strength steels, hardened steels, |
|
50 - 55 HRC |
Хардокс 500, Хардокс 550 |
|
(Hardox® |
550) |
|
||
1.3 |
Высоко-прочное/твёрдое стальное литьё |
hard castings |
|
55 - 60 HRC |
Армокс 500Т, Армокс 600Т |
|
(Armox® 600T) |
|
||||
|
1.4 |
|
|
|
60 - 63 HRC |
Ferro-Titanit |
|
(Ferro-Titanit) |
|
|||
|
1.5 |
|
|
|
63 - 66 HRC |
M35, Р6М5К5 |
|
(HSSE) |
|
|
||
10