

2.2. Макростроение деформированного металла
Для исследования внутренних дефектов деформированных полуфабрикатов – поковок, штамповок, прессованных профилей необходимо изготовить образцы из различных участков полуфабриката. Их можно изучать в нетравленом состоянии или после специального травления для выявления неоднородностей химического состава и макроструктуры.
Ковка прутков квадратной формы из круглых слитков трудно деформируемых сталей и сплавов может приводить к образованию разрывов в виде «ковочного креста» (рис. 7, а), или разветвленных разрывов, расходящихся от центра (рис. 7, б).
Флокены представляют собой тонкие разрывы металла округлой или овальной формы, образующиеся в стали, насыщенной водородом. Они располагаются в средней зоне слитков, поковок или прутков. Флокены выявляются на макрошлифах после глубокого травления в виде тонких трещин размером от 1 до 30 мм (рис. 8).
Все дефекты выявляются только после травления темплета 50 %‑ной соляной кислотой.
|
а) б) Рис. 7. Ковочные трещины деформированной заготовки сплава Х35Н50ВМ: «ковочный крест» (а); трещины, разветвленные по направлению ковочного креста (б). (Дзугутов М. Я.) |
|
Рис. 8. Флокены в хромоникелевой стали, глубокое травление; (н. в.). (Дубовой В. Я.) |



Изделия, полученные горячей пластической деформацией (ковка, штамповка, прессование) имеют волокнистую структуру. Для выявления такой волокнистой структуры небольшие поковки разрезают целиком для приготовления макрошлифа. Волокна представляют собой разрушенные и вытянутые в направлении деформации дендриты, границы зерен, интерметаллидные выделения и неметаллические включения. Поэтому по расположению волокон можно судить о направлении течения металла во время деформации. Такую структуру называют текстура деформации.
На рис. 9 показана макроструктура двух заготовок для крупных стальных шестерен. Одна из них вырезана из кованого полуфабриката, волокна расположены в одном направлении и перерезаются контурами детали. Вторая заготовка получена горячей штамповкой, волокна не перерезаются, а изменяют свое направление и повторяют конфигурацию детали. Можно ожидать, что во втором случае усталостная прочность готовой шестерни будет выше, чем в первом.
|
а)
б)
|
|
|
Рис. 9. Макроструктура стальных заготовок для шестерен: заготовка вырезана из полуфабриката (а); получена горячей штамповкой (б). (Лунев Ф. А.) |
|

2.3. Изучение термической и химико‑термической обработки
Трещины в деталях или заготовках при объемной закалке получаются из-за остаточных напряжений. Эти напряжения возникают в виду резких переходов толщины в различных частях изделий или вследствие острого подреза, связанного с конструкцией детали. Закалочные трещины хорошо выявляются на нетравленных макрошлифах. Так, например, последней причиной обусловлены трещины, образовавшиеся в валике зацепления с продольными канавками (рис. 10). На фотографии хорошо видно, что все трещины на валике зацепления получили свое начало из остро подрезанных углов канавок. Для предотвращения появления таких трещин в конструкции деталей следует не допускать резкие заострения и переходы. Если это невозможно, то при закалке рекомендуется применять менее энергичные охладители, например, заменить охлаждение водой на охлаждение маслом.
|
Рис. 10. Поперечный разрез валика зацепления с продольными фрезерованными канавками (макрошлиф нетравлен). (Минкевич Н. А.) |

При объемно-поверхностной закалке применяют охлаждение быстро движущимся потоком воды или душевой установкой. В этом случае по сечению упрочняемого изделия создается значительный перепад скоростей охлаждения. Поверхностный слой, в котором скорость охлаждения превышает критическую скорость закалки, закаливается на мартенсит, на макрошлифе он выглядит светлой оторочкой (рис. 11). Более глубокие слои, где скорость охлаждения не достигает критической, закаливаются на ферритно-цементитную смесь, т. е. троостит закалки или сорбит закалки. Структура сердцевины остается без изменений.
При контроле качества объемно-поверхностной термической обработки особое внимание уделяют наличию трооститных незакаленных пятен на поверхности детали, которые выглядят как разрывы светлого контура (рис. 11).
|
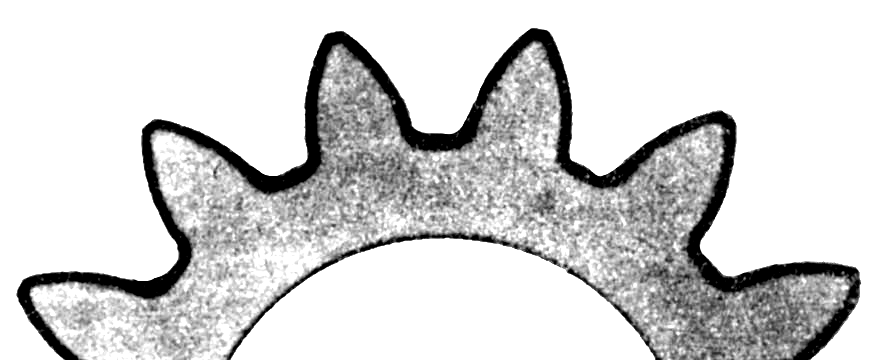
Рис. 11. Закаленный слой шестерни, закалка в воду; 3 |

Для исследования химико-термической обработки также применяют методы макроанализа. Например, наиболее распространенным способом обработки зубчатых колес является цементация или нитроцементация. На рис. 12 закаленный цементованный слой зубчатого колеса выглядит темным контуром, сердцевина стали непротравлена и имеет светлый оттенок.
Дефектами при цементации являются обычно слишком сильное науглероживание или неравномерное распределение углерода в цементованном слое. При слишком резком падении содержания углерода по глубине, особенно при крупнозернистом наружном слое, в цементованной зоне могут возникать трещины, отделяющие поверхностную корочку от сердцевины (рис. 13).
|
Рис. 12. Закаленный слой цементованного зубчатого колеса, сталь 20Х2Н2М; 5 |
|
Рис. 13. Образование отслоений в головке зуба после цементации зубчатого колеса; 5 |

Отжиг при повышенных температурах приводит к образованию равноосного рекристаллизованного зерна. При макроанализе рекристаллизованой структуры контролируют размер зерна и отмечают разнозернистость, т. е. наличие отдельных очень крупных зерен, расположенных среди более мелких – рис. 14. Обычно указывают пределы изменения размеров в мм или в условных баллах. Разнозернистость приводит к неравномерной деформации при листовой штамповке и не допускается в заготовках для ответственных изделий.
|
Рис. 14. Макроструктура рекристаллизованного листа алюминиевого сплава с сильной разнозернистостью; 2 |
