2.4. Макроструктура сварных соединений
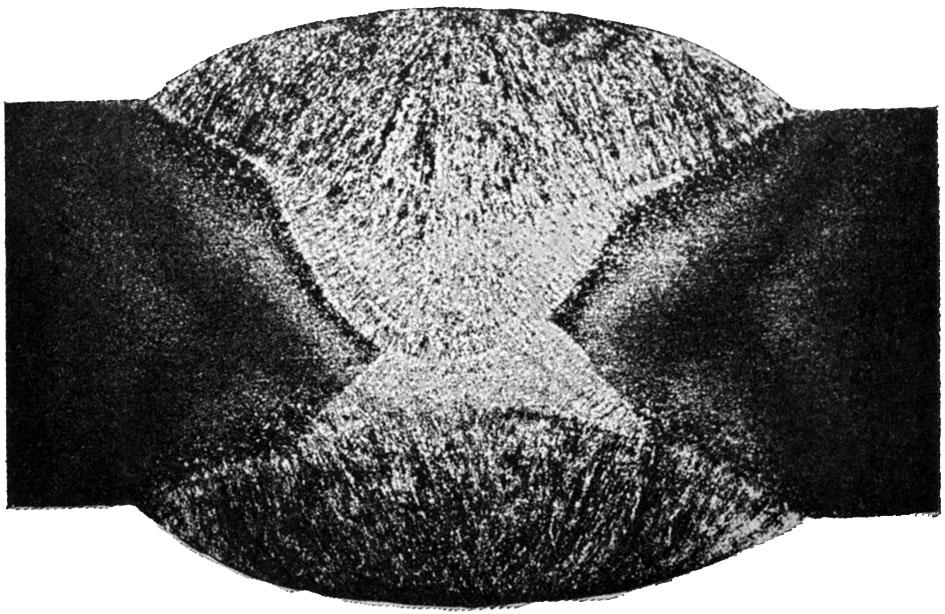
На поперечных макрошлифах видна структура закристаллизовавшегося металла (рис. 15), а также размер области, в которой произошло расплавление и совместная кристаллизация металла свариваемых листов. Можно определить наличие непровара (рис. 15, а) и трещин.
С увеличением тепловой насыщенности режима сварки происходит расплавление металла в большем объеме. На рис. 15, б представлен наиболее оптимальный вариант макроструктуры сварного шва при роликовой сварке. При подводе слишком большого количества тепла область расплава вплотную приближается к поверхности шва (рис. 15, в). Это резко ухудшает свойства шва, т. к. делает возможными выплески металла из-под ролика. На макрошлифе на рис. 40, в видно, что сварная точка состоит из нескольких областей, образуемых прерывистой поэтапной кристаллизацией (в виде колец) или повторным расплавлением металла при последующих импульсах тока.
|
А) |
|
|
Б) |
|
|
В) |
|
|
Рис. 15. Поперечные макрошлифы сварного шва (роликовая сварка). 10 |
|


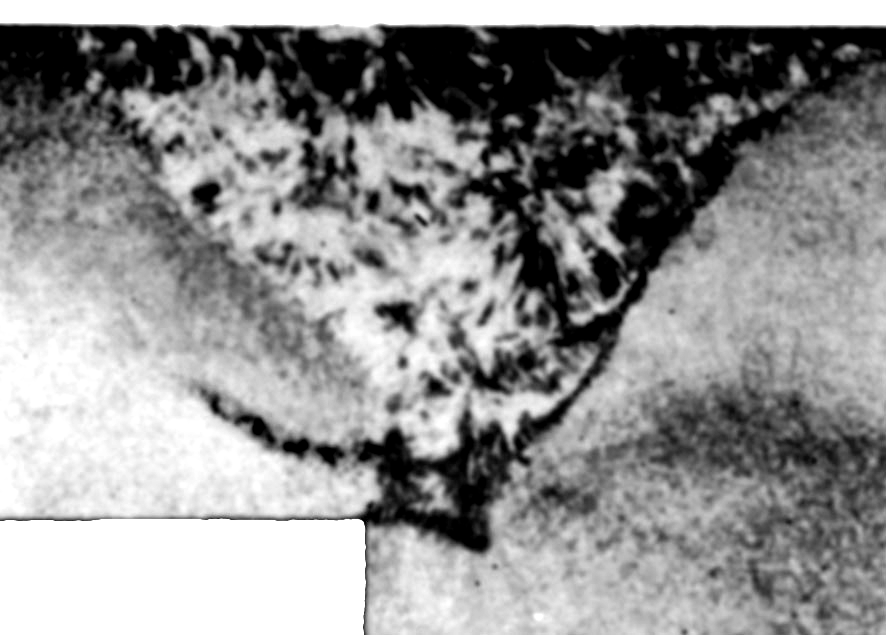
На макрошлифах сварных соединений выявляется также зона теплового влияния (ЗТВ), в которой происходят структурные изменения в твердом состоянии. В связи с этим, травимость ЗТВ сильно отличается от травимости наплавленного металла и основного сплава. На рис. 16 показано сварное соединение толстых листов двух титановых сплавов ВТ22 и ВТ25У, выполненное электронно-лучевой сваркой (ЭЛС). Зона наплавленного металла имеет столбчатое макростроение, что характерно для большинства сварных соединений так как кристаллизация шва идет при высоких скоростях охлаждения и большом градиенте температур. Зона теплового влияния на рис. 15 состоит из двух участков: темного (сильно травящегося), в котором произошли процессы распада твердого раствора, и светлого (слабо травящегося), в котором произошла частичная закалка сплава.
|
Рис. 16. Макроструктура сварного соединения двух толстых листов титановых сплавов (электронно-лучевая сварка). 5 |
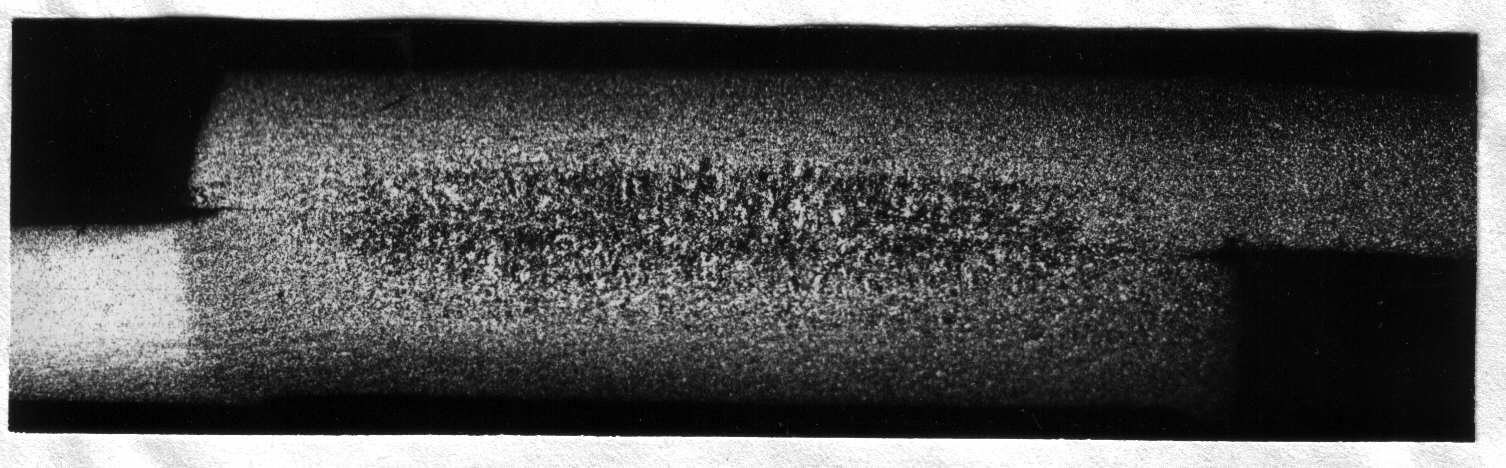
На рис. 17 приведена макроструктура поперечного сечения двухстороннего сварного шва, выполненного под флюсом. На макрошлифе можно наблюдать большую ширину ЗТВ и переходной зоны. Это вызвано наложением ЗТВ от первого и второго прохода сварочного электрода. В зоне оплавления сварного шва макроструктура имеет четкую ориентировку в направлении теплоотвода.
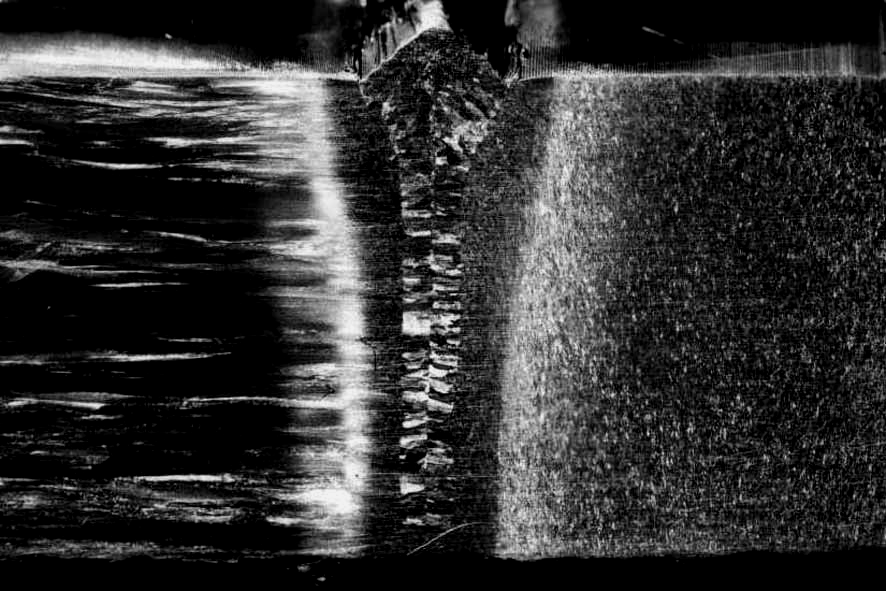
Особенностью сварки многих медных сплавов является их повышенная склонность к образованию трещин в литейной и околошовной зоне. При неправильном термическом режиме образования сварного шва, в нем может возникать растрескивание в результате термических напряжений (рис. 18).
|
Рис. 17. Макрошлиф двухстороннего шва (дуговая сварка под флюсом). 5 (Лямбер Н.) |
|
а) б) Рис. 45. Трещины в сварном соединении сплава МНАЖМц6-1,5-1-1 при сварке пробы типа "вварыш": а) в корневом шве при сварке в закаленном состоянии без охлаждения; б) в околошовной зоне при сварке в состаренном состоянии с охлаждением (Вайнерман А. Е.) |