

2.6.1 Изготовление пороховых масс баллиститного типа
При изготовлении пороховых масс баллиститного типа решаются следующие задачи:
обеспечение точной дозировки всех компонентов, входящих в пороховую массу;
обеспечение равномерного распределения всех компонентов между собой. От этого зависят как реологические свойства пороховых масс, так и физико-химические и баллистические свойства готовых изделий (прочность, термостабильность, разброс по скоростям горения и другие);
обеспечение прочной связи всех компонентов пороховой массы с волокнами НЦ;
обеспечение наибольшей глубины взаимодействия НЦ c пластификаторами;
обеспечение безопасности смешения всех компонентов. Для этого перемешивание компонентов осуществляется в воде.
2.6.1.1 Подготовка компонентов
НЦ и НГЦ, изготавливаемые в пороховом цехе или в отдельных цехах завода, дозируются весовым или объемно-импульсным способами и направляются в ППМБТ (производство пороховой массы баллиститного типа) в виде суспензий и эмульсий с концентрацией 10–20 %.
НГЦ перед смешением с целью ускорения процесса смачивания НЦ дополнительно тонко диспергируется в специальном гидродинамическом устройстве.
Модификаторы горения (катализаторы, ингибиторы, стабилизаторы горения) с целью повышения их эффективности подвергаются механоактивации в высокоэффективном дезинтеграторе.
Металлическое горючее (А1 или сплав Al+Mg) защищается от взаимодействия с водой окисной (А12О3) (пассивация окисляющими растворами) и гидрофобной (обычно стеаратной) пленками.
Оксиды реагирующих с водой металлов (MgO) гидратируются и гидрофобизуются.
Взрывчатые вещества (гексоген, октоген и др.) готовятся в виде суспензии в воде с определенной концентрацией, обеспечиваемой дозирующим весовым насосом-дозатором.
2.6.1.2 Схемы производства пороховой массы балиститного типа [87]
Технологическая схема ППМБТ, существовавшая в СССР, базировалась на смешении в водной среде компонентов состава. В смеситель («варочный котел») подавались последовательно дозируемые вручную нитроцеллюлоза, нитроэфиры со стабилизатором химической стойкости, суспензии твердых компонентов.
Перемешанная в течение нескольких десятков минут масса подавалась в большой смеситель, где формировалась пороховая смесь.
В 40–50-х гг. эта схема была усовершенствована введением двух поочередно работающих «варочных котлов», которые практически непрерывно подавали смешанную массу в смеситель общих партий (полунепрерывное производство). Во второй половине 50-х гг. было разработано непрерывное ППМБТ (рисунок 28).

1 – ажитатор;2 – массонасос; 3 – объемно-импульсный дозатор;
4 – дозатор сыпучих компонентов; 5 – расходная емкость;
6 – расходный бак; 7 – шестеренный насос; 8 – АПР; 9 – инжектор; 10 – контейнер; 11 – пассиватор; 12 – гидрофобизатор; 13 – растворитель; 14 – смеситель; 15 – промежуточный
смеситель; 16 – смеситель общих партий
Рисунок 28 – Непрерывная технологическая схема изготовления пороховой массы высокоэнергетических баллистических порохов
Для дозирования компонентов использовались непрерывные объемно-импульсные и весовые дозаторы, а смешение компонентов производилось в двух последовательно установленных мешателях («варочных котлах»), из которых масса поступала непрерывно за счет перелива в промежуточный смеситель, а затем в смеситель общих партий. В 60–70-х гг. для изготовления высокоэнергетических порохов эта схема была дополнена процессами гидратации оксида магния и защиты от воды металлического горючего (пассивация и гидрофобизация).
Непрерывное предварительное смешение компонентов пороховой массы осуществляется в двух последовательно расположенных смесителях («варочных котлах»), соединенных переливной трубой 15 (рисунок 29).

1 – запорный клапан; 2 – вал с мешалкой; 3 – труба для подачи сжатого воздуха; 4 – диффузор; 5 – рубашка для обогрева; 6 – корпус смесителя; 7 – подача КВВ; 8 – корпус привода; 9 – приводная головка; 10 – электродвигатель; 11 – эжектор для подачи вазелинового масла;
12 – эжектор для подачи суспензии твердых компонентов; 13 – крышка; 14 – патрубок для перелива; 15 – переливная труба; 16 – труба для инжектирования смеси растворителей
Рисунок 29 – Смесители пороховой массы («варочные котлы»)
Смесители отличаются друг от друга только расположением штуцеров на верхних крышках 13. В первый котел загружаются последовательно все компоненты, за исключением смеси пластификаторов по трубе 7 подается КВВ, затем вазелиновое масло, суспензии катализаторов, гидратированного и гидрофобизованного оксида магния, пассивированных и гидрофобизованных порошкообразных металлов. Во второй котел инжектируется смесь пластификаторов. Пороховая масса по переливной трубе 14 поступает в промежуточный смеситель, а затем в смесители общих партий, в которых осуществляется длительное перемешивание для «созревания» массы, перераспределения пластификатора и окончательного усреднения композиции. Срок хранения пороховой смеси до ее переработки ограничивается в зависимости от состава 1–6 сутками.
В 80-х гг. была разработана технологическая схема (рисунок 30), имеющая самый высокий современный уровень, которая учитывала все аспекты химии, технологии и управления производством. На примере этой технологической схемы и рассмотрим ППМБТ.
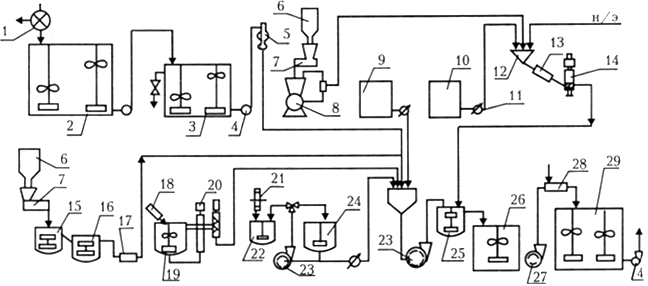
1 – фильтр-сгуститель; 2 – ажитатор приемный; 3 – ажитатор точной концентрации; 4 – насос центробежный; 5 – объемно-импульсный дозатор; 6 – расходный бункер централита; 7 – весовой дозатор типа ДН; 8 – гидродинамический аппарат для приготовления и транспортирования суспензий; 9, 10 – расходные емкости; 11 – насос-дозатор; 12 – устройство для ввода пластификаторов; 13 – смеситель статический; 14 – гидродинамическое эмульгирующее устройство; 15 – пассиватор сплавов; 16 – гидрофобизатор; 17 – насос винтовой; 18 – устройство для выгрузки ВВ; 19 – суспензатор; 20 – винтовой насос-дозатор ВВ; 21 – дезинтегратор; 22 – суспензатор приемный для катализаторов; 23 – гидродинамический смеситель-насос; 24 – суспензатор расходный; 25 – смеситель непрерывного действия; 26 – смеситель промежутный; 27 – гидродинамический смеситель-насос для массы; 28 – нагреватель суспензии массы; 29 – смеситель общих партий
Рисунок 30 – Современная схема производства пороховой массы баллиститного типа
Использование гидродинамических аппаратов в современной схеме для обработки как исходных компонентов пороховой массы, так и группы компонентов и композиции в целом, позволило существенно интенсифицировать процесс изготовления, повысить однородность массы и исключить необходимость ее «созревания».
Фаза смешения осуществляется в форсмесителе 25, куда подаются суспензии КВВ, металлических порошков, ВВ, катализаторов горения, предварительно смешанных в гидродинамическом смесителе-на-сосе 23, а также смесь пластификаторов, тонкодиспергированная в гидродинамическом эмульгирующем устройстве 14.
Процесс осуществляется при 12–22 °С.
Из форсмесителя масса поступает в промежуточный смеситель 26, затем обрабатывается в гидродинамическом смесителе-насосе 27 и подается в нагреватель 28 для ускорения диффузионных процессов взаимодействия НЦ с пластификаторами за счет повышения температуры до 77–87 °С.