

Библиографический список.
Грановский Г. И., Грановский В. Т. Резание металлов. – М.: Высшая школа, 1985.
Аршинов В. А., Алексеев Г. А. Резание металлов и режущий инструмент. – М.: Машиностроение, 1975.
ПРИЛОЖЕНИЕ I
Предварительная продольная обточка стальных заготовок.
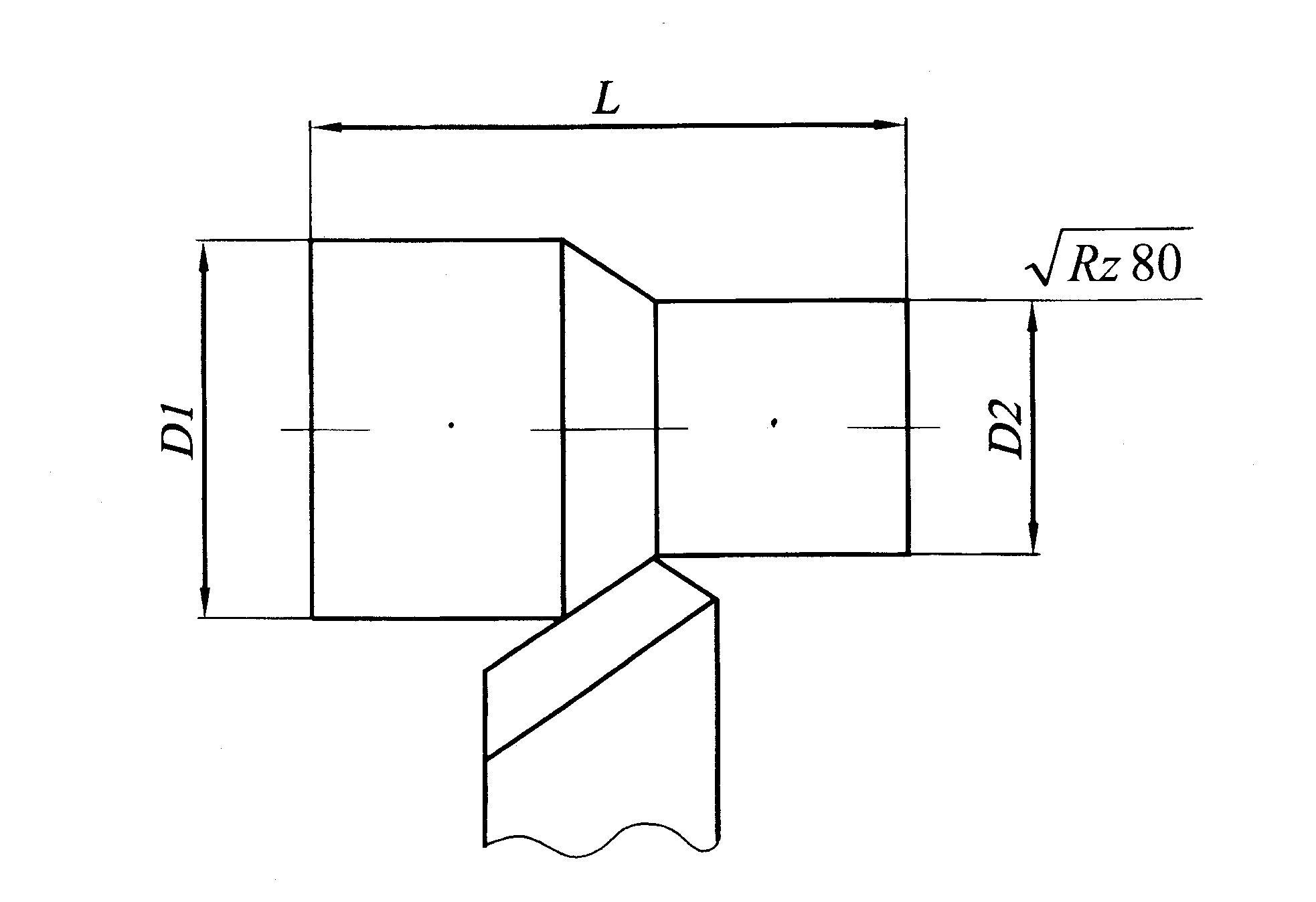
Эскиз обрабатываемой заготовки.

Обрабатываемая заготовка:
Прокат горячекатаный;
Сталь хромокремнистая;
На поверхности заготовки корка;
![]() - см. варианты
задания.
- см. варианты
задания.
Резец:
Правый, прямой, проходной;
Материал режущей части – Т5К10;
![]()
![]() - см. варианты
задания
- см. варианты
задания
Прочие условия:
Работа производится без охлаждения;
Допустимый износ по главной задней поверхности h3, мм и период стойкости Т – см. варианты задания
Переменные условия обработки.
|
№№ вар. |
Заготовка |
Резец |
|
| ||||
|
|
|
|
|
|
| |||
|
1 |
880 |
180 |
170 |
200 |
-5 |
30 |
30 |
1,0 |
|
2 |
186 |
175 |
250 |
-10 |
45 |
35 |
1,5 | |
|
3 |
190 |
180 |
300 |
0 |
60 |
40 |
2,0 | |
|
4 |
195 |
185 |
350 |
-5 |
90 |
35 |
1,0 | |
|
5 |
200 |
190 |
400 |
-10 |
30 |
30 |
1,5 | |
|
6 |
980 |
134 |
122 |
200 |
-5 |
30 |
30 |
2,0 |
|
7 |
140 |
128 |
250 |
-10 |
45 |
35 |
1,0 | |
|
8 |
142 |
132 |
300 |
0 |
60 |
40 |
1,5 | |
|
9 |
145 |
135 |
350 |
-5 |
90 |
35 |
2,0 | |
|
10 |
148 |
140 |
400 |
-10 |
30 |
30 |
1,0 | |
|
11 |
1080 |
98 |
90 |
200 |
-5 |
45 |
30 |
1,5 |
|
12 |
103 |
95 |
250 |
-10 |
60 |
30 |
2,0 | |
|
13 |
110 |
100 |
300 |
0 |
90 |
35 |
1,0 | |
|
14 |
115 |
105 |
350 |
-5 |
45 |
35 |
1,0 | |
|
15 |
118 |
110 |
400 |
-10 |
60 |
40 |
1,5 | |
|
16 |
1280 |
60 |
50 |
200 |
-5 |
45 |
25 |
1,5 |
|
17 |
65 |
65 |
250 |
-10 |
60 |
30 |
2,0 | |
|
18 |
68 |
60 |
300 |
0 |
90 |
35 |
1,5 | |
|
19 |
74 |
65 |
350 |
-5 |
45 |
30 |
1,0 | |
|
20 |
70 |
80 |
400 |
-10 |
60 |
25 |
1,0 | |
Предварительная продольная обточка чугунных заготовок.
Эскиз обрабатываемой заготовки.
Обрабатываемая заготовка:
Отливка от серого чугуна;
На поверхности заготовки загрязненная литейная корка;
![]() - см. варианты
задания.
- см. варианты
задания.
Резец:
Правый, прямой, проходной;
Материал режущей части – ВК8;
![]()
![]() - см. варианты
задания
- см. варианты
задания
Прочие условия:
Работа производится без охлаждения;
Допустимый износ по главной задней поверхности h3, мм и период стойкости Т – см. варианты задания
Переменные условия обработки.
|
№№ вар. |
Заготовка |
Резец |
|
| ||||
|
|
|
|
|
|
| |||
|
1 |
200 |
182 |
172 |
200 |
+15 |
30 |
30 |
2,0 |
|
2 |
183 |
175 |
250 |
+10 |
45 |
35 |
1,0 | |
|
3 |
172 |
182 |
300 |
+5 |
60 |
40 |
1,5 | |
|
4 |
192 |
188 |
350 |
0 |
90 |
35 |
2,0 | |
|
5 |
203 |
190 |
400 |
+5 |
30 |
30 |
1,0 | |
|
6 |
220 |
135 |
125 |
200 |
+10 |
45 |
40 |
1,5 |
|
7 |
142 |
130 |
250 |
+15 |
60 |
35 |
2,0 | |
|
8 |
145 |
135 |
300 |
0 |
90 |
30 |
1,0 | |
|
9 |
152 |
140 |
350 |
+5 |
30 |
35 |
1,5 | |
|
10 |
163 |
150 |
400 |
+10 |
45 |
40 |
2,0 | |
|
11 |
240 |
102 |
90 |
200 |
+15 |
60 |
30 |
1,0 |
|
12 |
105 |
95 |
250 |
+10 |
90 |
35 |
1,5 | |
|
13 |
112 |
100 |
300 |
0 |
30 |
40 |
2,0 | |
|
14 |
115 |
105 |
350 |
+5 |
45 |
30 |
1,0 | |
|
15 |
122 |
110 |
400 |
+15 |
60 |
35 |
1,5 | |
|
16 |
280 |
62 |
50 |
200 |
0 |
90 |
40 |
2,0 |
|
17 |
78 |
65 |
250 |
+10 |
30 |
30 |
1,0 | |
|
18 |
80 |
70 |
300 |
+15 |
45 |
35 |
1,5 | |
|
19 |
87 |
75 |
350 |
+15 |
60 |
40 |
2,0 | |
|
20 |
92 |
80 |
400 |
+15 |
90 |
30 |
1,5 | |